Комплексност
Алатка6-12 ч
Алатки:
Делови и потрошен материјал:
- Филтер за масло
- Моторно масло
- Партали
Алатки:
- Рамна сонда
- Калипери
- Микрометар
- Заптивната смеса Loctite 270
Делови и потрошен материјал:
- Завртки за глава на цилиндерот
Забелешки:
Секогаш кога ќе ја извадите главата на цилиндерот, треба да ги замените нејзините завртки за монтирање
Делови за глава на цилиндер за мотори од 1,0 l, 37 kW и 1,4 l, 50 kW
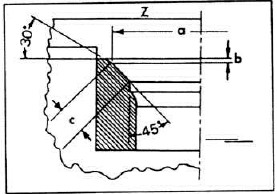
Седиште за вентил

а- дијаметар на седиштето;
б- максимум дозволена големинаобработка;
в- ширина на работниот заоблен;
z- долна рамнина на главата на блокот.
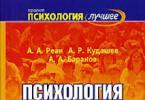
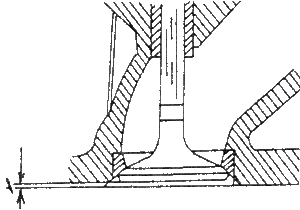
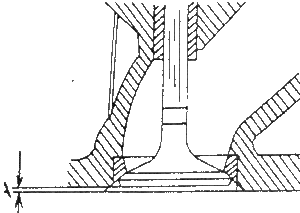
Мерење на испакнувањето на вентилот над површината на лежиштето на пружината во главата на моторниот блок
А- големината од крајот на вентилот до потпорната површина на пружината на вентилот на главата на блокот.
Мерење на растојанието помеѓу крајот на вентилот и горната рамнина на главата на блокот на дизел мотор од 1,9 l, 74 kW

Мерење на јазот помеѓу вентилот и водилката

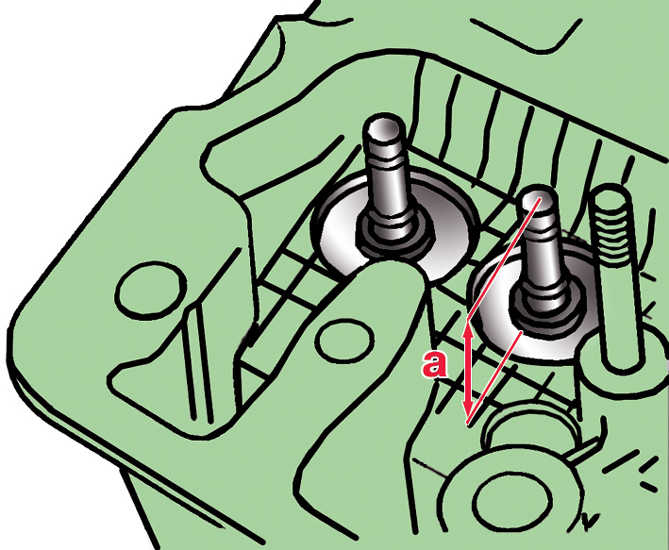
Мерење на аксијалниот клиренс брегаста осовина
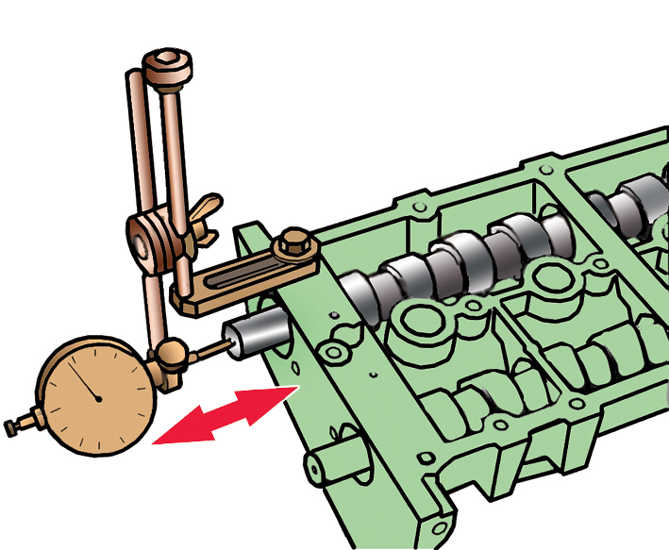
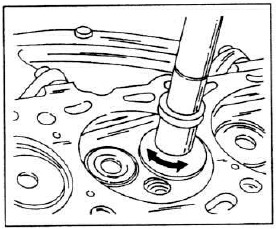
Проверка на плошноста на главата на цилиндерот
1 - владетел;
2 - прачка;
3 - глава на блок.
Мерење на висината на главата на цилиндерот на мотор од 1,4 литри

Димензии на вентилите
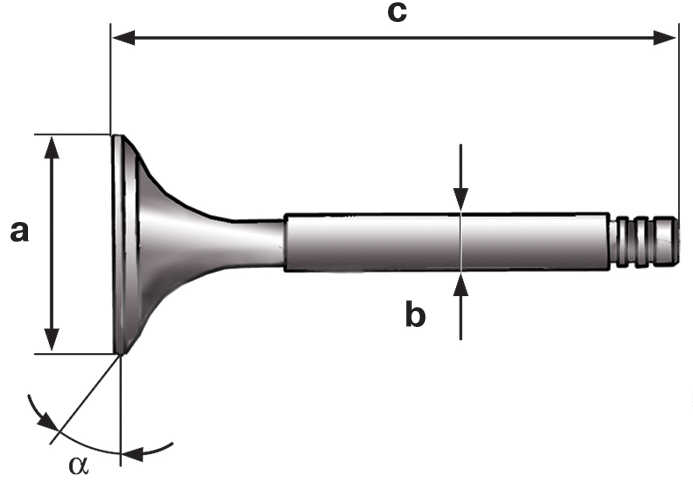
А- дијаметар на плочата;
б- дијаметар на шипката;
в- должина на вентилот.
Налог за извршување
1. По расклопувањето, исчистете ги сите делови од нечистотија, јаглеродни наслаги, масло итн.
2. Проверете ја плошноста на површината на главата на цилиндерот во непосредна близина на блокот на цилиндерот. За да го направите ова, ставете метален линијар со неговиот раб на површината на главата, прво во средината по должината на оската на главата, а потоа дијагонално, и користете мерач за чувствителност за да го измерите јазот помеѓу рамнината на главата и линијар, како што е прикажано на сликата (види Сл. Проверка на плошноста на главата на цилиндерот). Екстремно дозволена дозволаЗа бензински моторие 0,05 mm, за дизел мотори - 0,1 mm.
3. Ако измерениот јаз го надминува максимално дозволеното, главата на блокот мора да се замени. За бензински мотори од 1,4 l, 55 и 74 kW, дозволено е површинско брусење, но висината „a“ на главата не треба да биде помала од 108,25 mm (види слика. Мерење на висината на главата на цилиндерот на мотор од 1,4 l) . Ако, како резултат на мелење, висината на главата е намалена, таа мора да се замени.
Предупредување:
По мелење на главата на цилиндерот, неопходно е да се мелеат седиштата на вентилите исто колку што е сомелена главата за да се осигура дека вентилите седат подлабоко, во спротивно тие ќе удрат во клиповите.
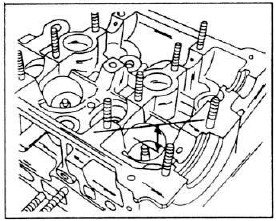
4. За мотори од 1,0 l, 37 kW и 1,4 l, 50 kW, проверете дали приклучокот 7 е цврсто поставен (видете на сл. За да го направите ова, исфрлете го стариот приклучок. Нанесете го Loctite 270 околу периметарот на новиот приклучок и притиснете го во главата на цилиндерот.
5. Проверете ја главата: ако има пукнатини или траги од изгореници во коморите за согорување, главата треба да се замени. У дизел моториДозволени се мали пукнатини помеѓу седиштата на вентилите ако нивната ширина не надминува 0,5 mm. Заменете ги вентилите со длабоки гребнатини и гребнатини на работната бразда, со пукнатини, деформација на шипката, искривување на плочата и траги од изгорување. Може да се отстранат плитки белези и гребнатини на работната гребена.
6. Во специјализирана работилница, работните заоблени вентили со оштетувања што не можат да се отстранат со преклопување може да се сомелат на посебна машина. При мелење, потребно е да се задржат димензиите наведени во параметрите за големината на вентилот и прикажани на сликата (видете на сл. Димензии на вентилот).
7. Проверете ја состојбата на пружините на вентилот: заменете ги сите свиткани, скршени или испукани.
8. Проверете ги кревачите на хидрауличните вентили дали има гребнатини, чипови или чипови на нивните работни површини. длабоки гребнатинки, знаци на степенувано или нерамномерно абење, заменете ги тапите.
9. Проверете ги брегастите осовини ако има знаци на абење, гребнатини, длабоки траги итн. на нивните дневници и камери, вратилата треба да се заменат.
10. Проверете ја состојбата на седиштата на вентилите. Не треба да има знаци на абење, дупки, корозија и сл. на работните гребени на седиштата.
11. Во специјализирана работилница, работните рабови на седиштата со оштетувања што не можат да се отстранат со преклопување на вентилите може да се мелеат или мелат. На сл. Параметрите на седиштето на вентилот и големината на седиштето на вентилот укажуваат на големини на седиштата од 1,0 l, 37 kW и 1,4 l, 50 kW мотори кои мора да се одржуваат при обработката. Прво треба да ја пресметате максималната дозволена големина за обработка на седла.
За овие мотори, оваа големина се одредува на следниов начин:
- вметнете го вентилот во главата и притиснете го на седиштето. Треба да го вметнете вентилот што ќе се инсталира на ова седиште;
- измерете ја димензијата „а“ (види слика. Мерење на испакнувањето на вентилот над потпорната површина на пружината во главата на блокот на моторот) од крајот на вентилот до потпорната површина на пружината на вентилот на главата на блокот;
- пресметајте ја максималната дозволена големина за обработка на седла користејќи ја формулата:
"b = a max - a", каде што:
- б - максимална дозволена големина на обработка на седло, mm;
- максимум - максимално дозволено испакнување на вентилот (види подолу параметрите Максимално дозволено испакнување на вентилот) над потпорната површина на пружината на главата на блокот, mm;
- а - измерена големина од крајот на вентилот до потпорната површина на пружината на главата, mm.
На пример, за влезниот вентил на мотор од 1,0 литри, измереното растојание „а“ е 42,7 mm, потоа „b“ = 43,1 - 42,7 = 0,4 mm, т.е. Максималната длабочина на обработка на седиштето е 0,4 mm.
12. Ако пресметката резултира со „б“ еднакво на 0, мерењето мора да се повтори со нов вентил; Ако во овој случај резултатот е нула, треба да ја замените главата.
13.
За дизел мотори од 1,4 l, 74 kW, растојанието „a“ (види слика. Мерење на растојанието помеѓу крајот на вентилот и горната рамнина на главата на блокот на дизел мотор од 1,9 l, 74 kW) од крајот на вентилот до горната рамнина на главата на блокот се одредува на следниов начин:
- вметнете го вентилот во главата на блокот и притиснете го на седиштето. Треба да го вметнете вентилот што ќе се инсталира на ова седиште;
- измерете ја големината „а“;
- пресметај максимална големинаобработка на седла според формулата: "b = a - a min",
Каде:
- б - максимална големина на обработка на седиштата, mm;
- а - измерена големина, mm;
- мин е максималната дозволена големина од крајот на вентилот до горната рамнина на главата на блокот.
14. Максималната дозволена големина е 43,4 mm за доводниот вентил и 43,2 mm за издувниот вентил.
15. На пример, за влезниот вентил измереното растојание „а“ е 44,1 mm, потоа „b“ = 44,1 - 43,4 = 0,7 mm, т.е. Максималната длабочина на обработка на седиштето е 0,7 mm.
16. Ако пресметката резултира со „б“ еднакво на нула, повторете го мерењето со нов вентил; ако во овој случај резултатот е нула, треба да ја замените главата на блокот.
17.
Проверете ги празнините помеѓу водилките на вентилите и вентилите на следниов начин:
- вметнете го вентилот во водечката черупка така што крајот на неговата шипка да биде на исто ниво со крајот на черупката. Треба да го вметнете вентилот што ќе се инсталира во овој ракав;
- прицврстете го индикаторот така што неговата нога ќе лежи на плочата на вентилот, како што е прикажано на сл. Мерење на јазот помеѓу вентилот и водилката. Притиснете го вентилот кон индикаторот додека не застане и поставете го индикаторот на нула во оваа позиција. Потоа преместете го вентилот во спротивната странадо крај и користете го индикаторот за да го одредите количеството на движење на вентилот. Максималното дозволено движење на вентилот за бензински мотори е 0,5 mm за доводниот вентил и 0,6 mm за издувниот вентил; за дизел мотори - 1,3 mm за довод и издувни вентили. Ако измерената вредност ги надминува наведените димензии, мерењето мора да се повтори со нов вентил; ако повторно го надмине, заменете ја главата на цилиндерот.
18.
Проверете го растојанието на крајот на брегаста осовина. За да го направите ова, за бензински мотори од 1,4 l, 55 и 74 kW:
- поставете ги брегастите осовини 27 (види Сл. Делови за глава на цилиндер од мотори од 1,4 l, 55 и 74 kW) во куќиштето на лежиштето 5 и поставете ги задните капаци 7 и 11, затегнувајќи ги завртките 8 од нивното прицврстување со вртежен момент од 10 Nm;
- прицврстете го индикаторот така што неговата нога ќе лежи на крајот на брегаста осовина, како што е прикажано на сл. Мерење на аксијалниот клиренс на брегаста осовина.
Премести брегаста осовинакон индикаторот додека не застане и во оваа положба поставете го индикаторот на нула. Потоа поместете ја брегаста осовина во спротивна насока додека не застане - индикаторот ќе ја покаже количината на аксијално растојание.
19. На ист начин, измерете го аксијалниот клиренс на другата брегаста осовина. Слично се мери аксијалниот клиренс на дизел моторите, но нивната брегаста осовина е инсталирана во главата на цилиндерот (со отстранети кревачите на вентилите) и прицврстена со капаците на првиот, третиот и петтиот лежишта. Аксијалното растојание за сите мотори не треба да надминува 0,15 mm.
Димензии на вентилот (влезен / издувен вентил), mm
- Дијаметар на плочата "а" - 34,0 / 27,0
- Должина на вентилот "c" - 104,0 / 104,0
- Дијаметар на плочата "а" - 34,0 / 30,0
- Дијаметар на прачка "б" - 7,0 / 7,0
- Должина на вентилот "c" - 101,0 / 101,0
Бензински мотори 1,4 l, 55 и 74 kW
- Дијаметар на плочата "а" - 29,5 / 26,0
- Дијаметар на прачка "б" - 5.973 / 5.953
- Должина на вентилот "c" - 100,9 / 100,5
Дизел мотор 1,9 l, 74 kW
- Дијаметар на плочата "а" - 35,95 / 31,45
- Дијаметар на прачка "б" - 6.980 / 6.956
- Должина на вентилот "c" - 89,95 / 89,95
Димензии на седиштето на вентилот (влезен/издувен вентил), mm
Бензински мотор 1,0 l, 37 kW
- Дијаметар на седиштето на вентилот - 33,4 ± 0,1 / 26,4 ± 0,1
- Ширина на работна брава - 1,3 - 1,6 / 1,3 - 1,6
Бензински мотор 1,4 l, 50 kW
- Дијаметар на седиштето на вентилот - 32,9 ± 0,1 / 29,6 ± 0,1
- Ширина на работната брава - 1,45 - 1,75 / 1,65 - 1,95
Максимално дозволено испакнување на вентилот (влезен / издувен вентил), mm
Бензински мотор 1,0 l, 37 kW - 43,1 / 43,0
Бензински мотор 1,4 l, 50 kW - 42,7 / 42,8
Написот недостасува:
- Фотографија на инструментот
- Фотографии на делови и потрошен материјал
- Висококвалитетни фотографии од поправки
При замена на вентилите или седиштата на вентилите, мора да се изврши операција наречена отсекување на вентилите. Алатката потребна за ова (еден и ист) се нарекува грејач, мијалник, мијалник, а понекогаш и ролери. Судејќи според конусната форма, поверојатно е дека вентилите за сечење се едноставна, но важна операција при поправка на моторот. И ако не сакате да се мачите со поправки, полесно е да продадете или купите автомобил на car.ru.
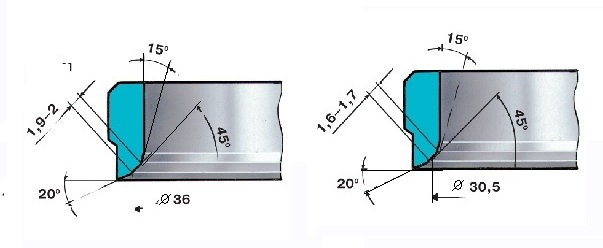
Потребните агли на сечење се во секое упатство за поправка. Од нив, единствениот строго потребен агол е аголот на самата бразда за вентилот. За моторите на ВАЗ е 45. Аглите што треба да бидат на новите седишта за глава на цилиндерот се прикажани на оваа слика.
Минималниот сет на мијалници содржи еден мијалник за влезот, еден за излезот и водилка. Во пракса, таков комплет за поправка е бескорисен.
Јасно е дека кога седиштето на вентилот е изменето, големината на конусната површина ќе се зголеми и гребенот ќе стане поголем од оптималниот. Затоа, седиштата на вентилите обработени за време на поправките се направени според следната слика.
За да го направите овој облик на седиштата, потребен ви е сет што содржи шест мијалници: три за доводниот вентил и три за издувниот вентил. Панталоните може да бидат цврсти од челик со голема брзина или со карбидни плочи. Во Tolyatti можете да купите сет од 6 мијалници, со залемени карбидни плочи за 1300 рубли.
Површината на заобленоста на седиштето на вентилот мора да биде усогласена со контролната чаура. Затоа, комплетот мора да содржи водич. Во наједноставниот случај, водичот е исто така вретено со мијалник. Наводникот се поставува на водилката и се прицврстува со клуч или друг метод. Крајот на водичот е подмачкан со масло и се вметнува во черупката на вентилот. Кога се обработува, водилката се лизга по должината на черупката. Ова не е секогаш погодно, но е прифатливо ако треба само да го поправите вашиот мотор.
Посложена опција е кога водичот е вметнат во черупката и фиксиран неподвижен. За ротирање на секачот се користи посебна рачка. Во овој случај, водичите, исто така наречени пилоти, можат да бидат за различни дијаметри на черупка со иста големина на секачот. Универзален увезен сет алат кој вклучува неколку шалтери различни големини, едно копче и неколку водичи може да чинат и до илјада долари.
Работната процедура е како што следува. Прво, користете мијалник со агол од 45 степени за да ја обработите бравата на седиштето додека не се добие уредна конусна површина. Во овој случај, мора да се отстранат сите дефекти и црнила Следно, се користи шалтер со агол од 75, а потоа 20 степени. Како резултат на тоа, гребенот со агол од 45 степени мора да се намали на ширина од еден и пол милиметар.
За правилно следење на скршените пружини, следете ги упатствата во соодветниот дел од претходното поглавје.
Водилки за вентили
Водилниците на вентилите за влез и издувни гасови се направени од леано железо и се разликуваат во внатрешниот дијаметар, кој е поголем за водилките на издувните вентили. Покрај тоа, водилките на издувните вентили се пократки, што ги прави лесно да се разликуваат.
Исчистете ги водичките чаури користејќи крпа натопена во бензин. Стеблата на вентилите најлесно се чистат со жичана четка вметната во вежба.
Проверете ги чаурите на водилката за абење со помош на шипка за проверка. Ако нејзината затворена страна се вклопи во дупката, тогаш водичката чаура мора да се замени. Извадете ја черупката на водичот користејќи соодветна шипка. Ако сè уште е можно да се инсталираат водилки со нормална големина 1, тогаш тие треба да се исфрлат со помош на специјална прачка. Ако треба да инсталирате чаури со големи димензии, треба да ја обработите главната дупка со помош на рачен бришач. Бидејќи новите чаури мора да се изладат со сув мраз пред да се монтираат, најдобро е чаурите да се заменат со автомеханичар.
Пред да ги замените водичките чаури, треба да проверите општа состојбаблок на цилиндри. По притискање, треба да ги проширите чаурите на дијаметар од 8,00 - 8,015 mm за доводни вентилиили 9,00 - 9,015 mm за издувни вентили.
Пред да ги замените водилките, вентилите исто така мора да се заменат и седиштата на вентилите повторно да се мелеат. По замената, седиштата на вентилите треба да се мелат. Ако изгледаат како седиштата повеќе да не можат да се мелеат, тогаш чаурите не треба да се менуваат.
Седишта за вентили
Ако лежиштата на брегаста осовина се скршени, можете да инсталирате повторно изградена глава на цилиндерот. Во овој случај, не треба да се работи на седиштата на вентилите.
Проверете ги сите седишта на вентилите за знаци на абење или процепи. Малите знаци на абење може да се отстранат со секач од 45 степени. Ако седиштето е веќе премногу длабоко истрошено, тогаш прстените на седиштето на вентилот треба да се заменат.
Прстените на седиштето на вентилот се притиснати во главата на цилиндерот и најдобро е да го извадите стариот прстен така што ќе го издупчите или ќе го извадите со помош на алатка за седиште на вентилот. Во овој случај, мора да внимавате да не ја оштетите главата на цилиндерот. Главната дупка (D1) мора да се измери и, доколку е потребно, да се преобработи до следната големина за поправка. Расклопете ги прстените на седиштата на вентилот со големини за поправка додека не се постигне преклопување од 0,068 - 0,10 mm. Прстените на седиштата на вентилите за вентилите за довод се со поголем дијаметар.
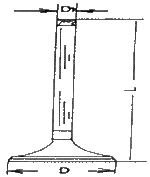
Големини на прстените на седиштата на вентилот Д. Надворешен дијаметар на прстенот на седиштето на вентилот; Д1. Внатрешен дијаметар на прстенот на седиштето на вентилот; Д2. Дупка за монтирање во главата на цилиндерот; H. Висина на прстенот на седиштето на вентилот; T. Растојание помеѓу површината на главата и горната страна на прстенот на седиштето на вентилот. D=40.100-40.084 mm за влезен вентил, 37.100-37.084 mm за влезен вентил; D2=40.000-40.016 mm за доводниот вентил, 37.000-37.016 mm за издувниот вентил; H=6,97-7,00 mm за сите вентили; T=2,37-2,25 mm за доводни вентили, 2,44-2,25 за издувни вентили.
Загрејте ја главата на цилиндерот во водена бања на приближно 90°C и изладете го прстенот на седиштето на вентилот со сув мраз. Возете го прстенот на седиштето на вентилот со соодветна прачка. Обработете го прстенот на седиштето на вентилот користејќи специјална алатка или машина за мелење. Користејќи го вентилот, измерете го растојанието (A). Треба да биде 0,1-0,5 mm на новиот вентил и на новиот прстен на седиштето на вентилот. Границата на абење е 1,0 mm.
По обработката, измерете ја ширината на седиштето на вентилот. Ако не е 2,5 mm за вентилите за довод и 3,5 mm за издувните вентили, тогаш неопходно е да се обработи седиштето на врвот со секач од 15 степени, а на дното со секач од 60 степени.
Работата на глодање треба да се заврши кога седлото ја има саканата ширина. Третираните седишта на вентилите треба да се мелат. За да го направите ова, подмачкајте ја површината на седиштето на вентилот со паста за мелење и вметнете го вентилот во соодветното седиште. Затегнете го стеблото на вентилот на соодветен начини ротирајте го вентилот напред и назад. Постепено свртете го вентилот четвртина вртење и потоа повторно сомелете го. Доколку е потребно, додадете паста за брусење.
По мелењето, темелно исчистете ги сите делови од нечистотија и паста за брусење и проверете дали вентилот се вклопува со седиштето. Двата дела треба да покажат континуиран мат прстен што ја дава ширината на седиштето на вентилот. Со молив, направете неколку потези на прстенот на плочата на вентилот така што растојанието меѓу нив е околу 1,0 mm. По ова, оставете го вентилот да падне во водилката и на седиштето и завртете го вентилот за 90°, нанесувајќи му мала сила.
Отстранете го вентилот и проверете дали се отстранети ознаките со молив на прстенот на седиштето. Ако ширината на седиштата на вентилот е во бараните граници, тогаш главата може да се инсталира. Во спротивно, изменете ги седиштата на вентилите или внатре како последно средство, инсталирајте ја обновената глава. Во овој случај, преуредете ги старите делови во новата глава. Вентили
Поради употребата на хидраулични еквилајзери за приспособување на трепките на вентилите, краевите на стеблата на вентилот за внесување и издув мора посебно да се проверат за да се одржат високи перформанси.
Малото оштетување на површината на плочата на вентилот може да се поправи со мелење на вентилите во седиштата во главата на цилиндерот како што е опишано погоре. Ако вентилите на површините за заптивање не изгледаат совршено, тие може да се изшкурчат со помош на машина за мелење. За затворен и заземјен вентил кој е во добра состојба, дебелината на работ на плочата на вентилот треба да биде 0,5 - 0,7 mm за доводните вентили и 0,5 - 0,6 mm за издувните вентили.
Вентилите се полни со натриум, како и другите мотори на Мерцедес.
 Измерете ги вентилите. Димензиите мора да одговараат на димензиите дадени во табелата. Заменете ги сите вентили што не го исполнуваат овој услов.
Измерете ги вентилите. Димензиите мора да одговараат на димензиите дадени во табелата. Заменете ги сите вентили што не го исполнуваат овој услов.
Кога купувате вентили, секогаш треба да наведете дека тие се користат на дизел мотор и дали потребните вентили се довод или издувни гасови. Понекогаш е можно да се заменат само доводните вентили кога, на пример, се изгорени околу рабовите. Глава на цилиндар
Темелно исчистете ги површините на главата и блокот на цилиндрите и проверете ја површината на главата за деформација. За да го направите ова, прикачете линијар на главата и користете рамномерно мерач за да го проверите јазот помеѓу линијарот и површината на главата во надолжните, попречните и дијагоналните насоки. Доколку е можно да се втурне сонда со дебелина поголема од 0,1 mm при мерење во надолжна насока, тогаш главата треба да се сомеле во работилница. Различни влошки се достапни за минимална висинаглави на цилиндрите. Ако главата на блокот се мери преку главата, тогаш не треба да има јаз помеѓу линијарот и површината на главата. Главата може повторно да се меле додека висината на инсталацијата на вентилот (A) не биде во рамките на прифатливите вредности.
Треба да ја проверите и големината на испакнувањето на предкомората за вбризгување на дизелот. Крајот на предкомората треба да излегува 7,6 - 8,1 mm. Работилницата ја прилагодува оваа големина со поставување на О-прстени со различна дебелина под предкомората така што таа да штрчи до саканата количина. брегаста осовина
Овој дел ги опфаќа само проверките извршени на брегаста осовина.
» Ставете ја оската со двата крајни жлебови во призмите или затегнете ја помеѓу краевите на стругот и поставете го индикаторот за бирач на средниот дневник. 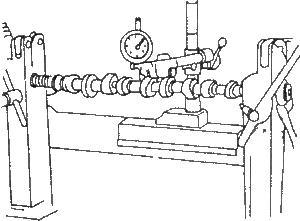 » Завртете ја оската полека и следете ги отчитувањата на индикаторот. Ако тие надминуваат 0,01 mm, тогаш вратилото е свиткано и мора да се замени.
» Завртете ја оската полека и следете ги отчитувањата на индикаторот. Ако тие надминуваат 0,01 mm, тогаш вратилото е свиткано и мора да се замени.
Проверете ги сите седишта на вентилот за абење или дупчење. Лесните знаци на абење може да се отстранат со помош на фреза. Ако процесот отишол предалеку, седиштата на вентилите треба повторно да се мелат.
Мора да се преземат следните мерења за да се одреди количината на дополнителен третман.
- Вметнете го вентилот во неговата водилка и цврсто притиснете во седиштето.
Измерете го растојанието -стрелка- (а) помеѓу стоп на вентилот и горниот раб на главата на цилиндерот.
- Пресметајте ја максималната дозволена големина на дополнително глодање на измерената вредност и дозволената минимална големина. За нормална глава, оваа големина е 34,4 mm (за издувни вентили) и 34,7 (за вентили за довод). Ако минималното растојание се одземе од измерената вредност, се добива дозволената максимална големина (б).
- Седиштата на вентилите мора дополнително да се мелат доколку се вметнат нови водилки за вентилите.
Тие постапуваат на следниов начин:
- Мелете под агол од 45° и потоа употребете секач од 30° за лесно обработување на горниот раб на седиштето за да ја намалите ширината на седиштето на вентилот на 1,5-1,8 mm (за вентили за довод) или 1,8 mm (за издувни вентили). ). Мелењето треба да се прекине штом ширината на седиштето ја достигне одредената вредност, сега дијаметарот на седиштата на издувните вентили постепено се намалува; При дополнително глодање на седиштата, внимавајте да не се нарушува радиусот на оваа вдлабнатина.
- За да се избегне предлабочување на седиштето во главата на цилиндерот, треба да се изврши горенаведеното мерење.
Избрусете ги дополнително обработените седишта на вентилите со подмачкување на површините на седиштата на вентилите со паста за брусење и вметнете го вентилот во соодветното седиште. Поместете го вентилаторот до вентилот и поместете го вентилот од страна на страна.
- По мелењето, темелно исчистете ги сите делови од нечистотија и паста за брусење и проверете го седиштето на вентилот во пределот на плочата на вентилот, како и прстенот на седиштето. Двата дела треба да покажат континуиран мат прстен што ја дефинира ширината на седиштето на вентилот.
- Користете молив за да направите неколку потези на плочата на вентилот. Потезите треба да се нацртаат во круг на растојание од приближно 1 mm. Потоа внимателно спуштете го вентилот во водилката и седиштето и потоа завртете го за 90°. Лесно притиснете го вентилот.
- Отстранете го вентилот и проверете дали трагите од молив исчезнале од прстенот на седиштето. Ако ширината на седиштето на вентилот е во утврдените граници, главата може повторно да се монтира. Во спротивно, преработете ги седиштата на вентилот или најлошите опциивметнете ја резервната глава.