Прав откостркалата се користат при мали периферни брзини (до 2...3 m/s, дозволени до 8 m/s). Со повеќе големи брзиниПрепорачливо е да се користат тркала со кружни заби, бидејќи тие обезбедуваат помазно заглавување, помалку бучава, поголема носивост и се технолошки понапредни. Прави забиКосите запчаници обезбедуваат преносни односи до 3.
|
При периферни брзини поголеми од 3 m/s, закосените менувачи користат запчаници со косиили криволинискизаби, кои поради постепеното влегување во ангажман и помалата промена на количеството на деформација на забот при процесот на ангажманот, работат со помал шум и помали динамички оптоварувања. косиПокрај тоа, брзини со иликриволиниски забите работат подобро при свиткување од прави заби. Меѓутоа, за целосен контакт на забите на овие запчаници, забите треба да се вклопат не само во нивната ширина, туку и во висина, што ги зголемува барањата за производство на спирални запчаници и тркала со заоблени заби.Поради нивните предности, таквите преноси може да се користат кога |
преносни односи до 5, па дури и повисоко.Слика 5 А)со прави заби, б)со коси заби, V)со закривени заби, G) |
|
конусна |
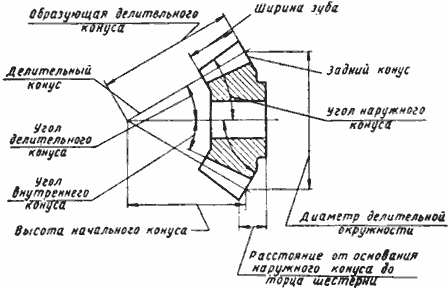
хипоиден преносСлика 6 - Главни елементи на забите на запчеста опрема илиКоси запченици со коси |
забите можат да работат со периферна брзина до 12 m/s, а тркалата со
заби - до 35-40 m/s. Најраспространети се запчаниците со заоблени заби исечени во спирала, инволутни (палоидни) или кругови (кружни тркала со заоблени заби) може да имаат различна спирална насока. Запчаникот се нарекува десна спирален ако, од страната на врвот на конусот, забите се наклонети кон надвор во насока на движење во насока на стрелките на часовникот, во спротивно тркалото се нарекува лево спирално.Корекција на коси запченици Главно се користикорекција која се состои од задебелување на забот на менувачот и разредување на забот на тркалото. Тангенталната корекција на закосените тркала не бара специјални алатки. За цилиндрични тркала, тангенталната корекција не се користи, бидејќи бара посебна алатка. Во пракса, корекција на висина во комбинација со тангенцијална корекција често се користи за закосени тркала.
Забите на откосните тркала, врз основа на промените во големината на делот долж должината, доаѓаат во три форми:
|
Слика 7 |
1. Нормално спуштање на забите.Темињата на разделните и внатрешните конуси се совпаѓаат. Оваа форма се користи за запченици со прави и тангенцијални запци, а исто така во ограничена мера за запченици со кружни запци на mn>2 и Z = 20...100. |
Слика 8 |
2. Врвот на внатрешниот конус се наоѓа така што ширината на дното на шуплината на тркалото е константна, а дебелината на забот долж конусот на чекорот се зголемува со зголемување на растојанието до врвот. Оваа форма ви овозможува да ги обработите двете површини на забите на тркалото со една алатка одеднаш. Затоа, тоа е основа за тркала со кружни заби. |
Слика 9 |
3. Подеднакво високи заби.Генераторите на теренот и внатрешните конуси се паралелни. Оваа форма се користи за кружни заби со Z>40, особено со просечни конусни растојанија од 75-750 mm. |
Предавање бр.8
Коси тркала се користат во преноси со пресекни вратила. Коси тркала се направени со прави, коси, кружни и други заоблени заби. Во моментов најголема дистрибуцијадоби конусни тркала со кружни заби. Запчаниците со газење се соодветни за употреба при мали периферни брзини (до 8 m/s). При големи брзини, препорачливо е да се користат тркала со кружни заби бидејќи тие обезбедуваат помазно заглавување, поголема носивост и се технолошки понапредни.
Недостатоци на коси запченици:
1) сложеност на производството;
2) тешкотијата на прилагодување на контактната лепенка на забите;
3) релативно ниска ефикасност. ( ч до= 0,94…0,97).
Последново се објаснува со фактот дека кога темињата на почетните конуси на тркалата не се совпаѓаат, лизгањето во контактот на забите нагло се зголемува. Во овој поглед, дизајнот на менувачот мора да обезбеди можност за прилагодување на заглавувањето на закосените тркала.
Елементи на геометриска пресметка
Агол помеѓу оските на вратилото С, може да биде било што, но најчестиот агол е С=90 0 . Очигледно е дека S=d 1 +d 2, Каде г 1И г 2 – агли на конусите на чекорот на запчаникот и тркалото, соодветно.
Надворешно стеснето растојание Р еги одредува димензиите на преносот (сл. 8.1).
Работна ширина на прстенестата опрема b wможе да се изрази со формулата
b w =y bd d m1 =y bR R e,
Каде y bd– коефициент на ширина на запченикот во однос на неговиот дијаметар на чекорот, – коефициент на ширина на прстенестиот запчаник во однос на растојанието од надворешниот конус, d m– дијаметар на теренот во средниот дел.
 Наместо почетни и разделни цилиндри цилиндрични тркалаВо закосените тркала се воведуваат концепти на почетни и разделни конуси кои ги имаат истите својства како и цилиндрите за делење и почетните. Сите димензии на запчаникот се одредуваат со надворешниот крај:
Наместо почетни и разделни цилиндри цилиндрични тркалаВо закосените тркала се воведуваат концепти на почетни и разделни конуси кои ги имаат истите својства како и цилиндрите за делење и почетните. Сите димензии на запчаникот се одредуваат со надворешниот крај:
h ae = m te –надворешна висина на главата на забот;
h fe = 1,2m t e – надворешна висина на стеблото на забот;
м те– периферен модул на надворешниот крај;
г ѓ– конусен агол на забните шуплини;
г а– конусен агол на изданија на забите;
d e =m te z– дијаметар на надворешниот круг;
d ae = d e +2h a cosd– надворешен дијаметар на испакнат круг;
d fe = d e -2h f cosd– надворешен дијаметар на кругот на вдлабнатините.
Дијаметарот на кругот на наклонот на заоблениот запчаник се однесува на дијаметарот на основата на конусот на наклонот на тркалото. d e = m te z=2R e sinδ,каде
Димензиите на забот долж неговата должина се различни, така што се воведуваат концептите на дијаметар и модул во средниот дел:
![]()
![]()
![]() , Каде Rm– просечно растојание на конусот.
, Каде Rm– просечно растојание на конусот.
Однос на менувачот, бидејќи d e 1 = 2Синд 1И d e 2 = 2Синд 2, Тоа. За ортогонални преноси во кои С=90 0 , грев d 1 = cos г 2И U= tg d 2 = ctg г 1.
Силите на ангажманот
 Ќе ги разгледаме силите при зафаќање користејќи го примерот на запчаник со закосени тела. Конвенционално, претпоставуваме дека сите сили се применуваат во средината на забот на дијаметрите d m 1И d m 2(види Сл. 8.3). Во дел со авион“ n-n” се применува целосна сила на нормалната површина на забот Fn, кој се разложува на периферната сила Ftи напор отец. За возврат, напорот отецво фронталната рамнина се проширува во F a(аксијална сила) и о(радијална сила). За да се одредат сите сили, почетната е
Ќе ги разгледаме силите при зафаќање користејќи го примерот на запчаник со закосени тела. Конвенционално, претпоставуваме дека сите сили се применуваат во средината на забот на дијаметрите d m 1И d m 2(види Сл. 8.3). Во дел со авион“ n-n” се применува целосна сила на нормалната површина на забот Fn, кој се разложува на периферната сила Ftи напор отец. За возврат, напорот отецво фронталната рамнина се проширува во F a(аксијална сила) и о(радијална сила). За да се одредат сите сили, почетната е
преку него се одредува напорот

За тркалото, насоката на силите е спротивна, додека
![]()
Еквивалентни тркала и определување на нивните параметри
 Димензиите на пресеците на забот на запчеста запчаница варираат пропорционално на растојанието на овие делови од врвот на конусот. Сите пресеци на забот се геометриски слични. Во овој случај, специфичниот товар q(сл. 8.4) се распоредува нерамномерно по должината на забот. Таа варира во зависност од количината на деформација и вкочанетост на забот во различни делови според законот за триаголник, чие теме се совпаѓа со темето на конусот за делење. Контактните и напрегањата на свиткување се исти по целата должина на забот. Ова овозможува да се извршат пресметки на јачината за кој било од деловите. Практично е погодно да се земе просечниот пресек на забот со оптоварување како дизајнерски пресек q просечно.
Димензиите на пресеците на забот на запчеста запчаница варираат пропорционално на растојанието на овие делови од врвот на конусот. Сите пресеци на забот се геометриски слични. Во овој случај, специфичниот товар q(сл. 8.4) се распоредува нерамномерно по должината на забот. Таа варира во зависност од количината на деформација и вкочанетост на забот во различни делови според законот за триаголник, чие теме се совпаѓа со темето на конусот за делење. Контактните и напрегањата на свиткување се исти по целата должина на забот. Ова овозможува да се извршат пресметки на јачината за кој било од деловите. Практично е погодно да се земе просечниот пресек на забот со оптоварување како дизајнерски пресек q просечно.
За да се пресмета јачината, конусните тркала се заменуваат со еквивалентни цилиндрични, чии димензии се одредуваат со развојот на дополнителен конус ј, во средниот пресек (слика 8.5), додека m tv = m tm.
Еквивалентен дијаметар на тркалото
![]()
Тие се направени фалсификувани, лиени и многу поретко преврзани. Според димензиите на надворешниот дијаметар, конусен запчанициможе да се направи од неколку десетици милиметри до 2...3 m Поради големиот опсег на вредностите на големината, дизајнот на една брзина не може да се прифати. Процесот на производство и влијанието на силата врз елементите на запчаникот за време на работата на косиот запченик исто така бараат различни дизајни. Најчестите дизајни на запченици се дискутирани подолу.
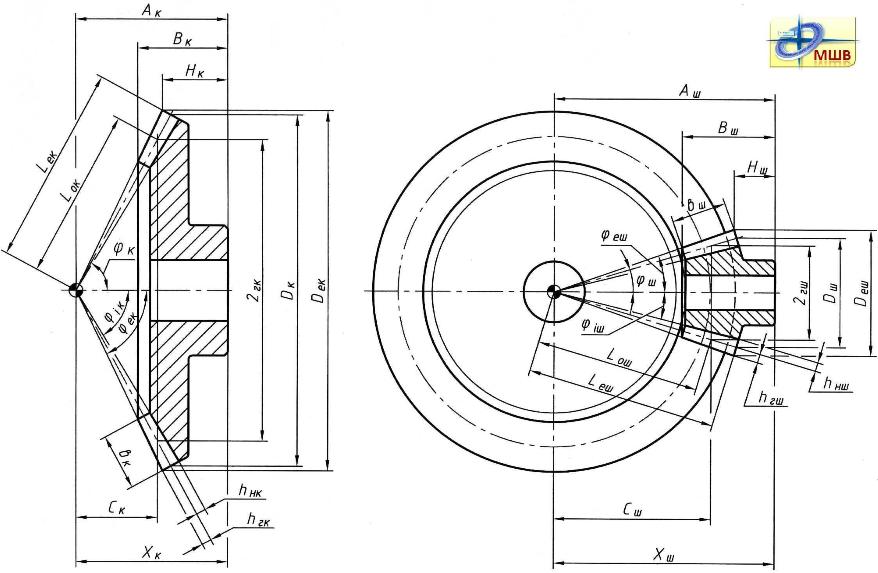
Избор на дизајни на запченици. Дизајните на коси запченици се избираат според табелата. 10.
Овде, како и кај цилиндричните запчаници, се воведени концептите на најмал (d rp) и најголем D gr ограничувачки дијаметар на запчеста запчаница. Ограничувачките дијаметри го одредуваат дизајнот на запчаникот.
За запчаниците со диск, при определување на ограничувачкиот дијаметар, се зема предвид дека во дискот мора да се направат дупки со дијаметар од најмалку 30 mm. За да го направите ова, потребно е растојание од 50 mm помеѓу центарот и раб. Најмалиот граничен дијаметар треба да биде: d rp = 100 + d cm + 2bsinφ. Така, за д д > г гп фалсификуван коси запченицимора да го има дизајнот прикажан на листот 9, сл. 3, кога d d ≤ d gp, менувачот е направен без диск (лист 9, слика 2).
За големи леани запчаници, воведен е концептот на најголемиот граничен дијаметар D gp = d gp + 0,4L, што го одредува дизајнот на лиените косени запчаници со четири и шест ребра.
Во табелата 10 ги прикажува границите на аголот φ, кој ја одредува формата на запчаниците со различен дизајн.
Определување на димензиите на фалсификуваните елементи на запченикот. Формулите што се користат за одредување на димензиите на елементите на фалсификуваните и излеани запченици се дадени во Табела. 11.
Главниот дизајн е запчаник со вертикален диск без попречни ребра. Овој дизајн обезбедува издржливост и изработка.
Табела 10
Избор на дизајн на запчеста опрема
Табела 11
Формули за определување на димензиите на елементите на фалсификувани и лиени коси запчаници
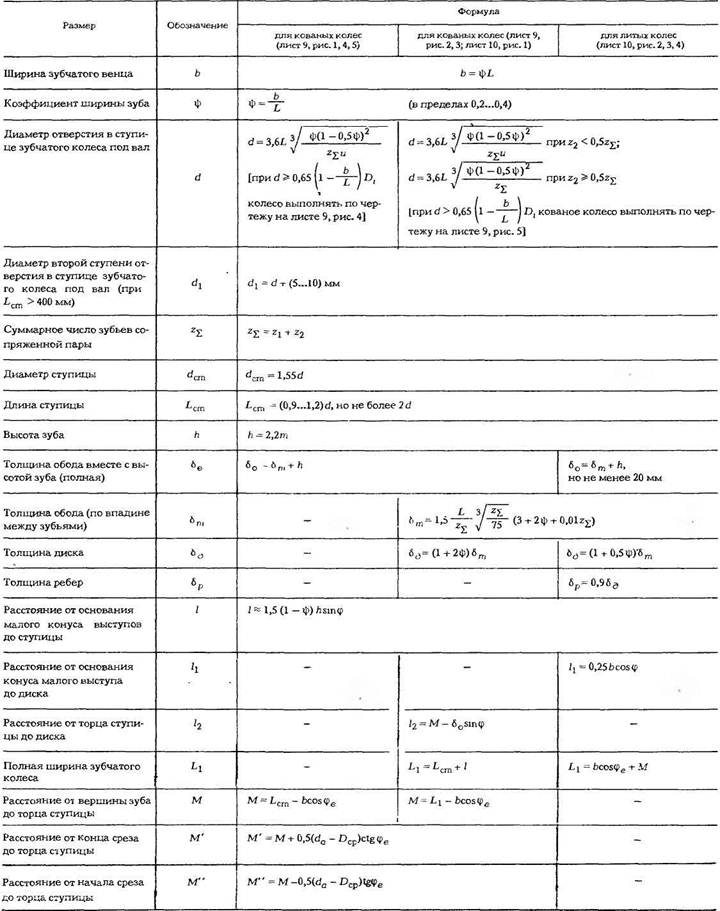
Продолжение на табелата. 11

Кованите запчаници со мали дијаметри се направени без дискови.
Ако, според барањата за дизајн или условите за јачина на вратилото, дијаметарот d е избран така што нееднаквоста
![]()
тогаш запченикот се прави интегрален со вратилото (лист 9, сл. 4, 5) и се нарекува вратило за запченик.
Ако, според барањата на дизајнот, дискот на фалсификуван запченик мора да биде поставен на одредено растојание од краевите на главината (лист 10, слика 1), тогаш главината не треба да излегува надвор од конусот на вдлабнатините, кои се определува со условите за сечење заби на машината.
Во коси запченици направени без дупки во дискот и со краток испакнат дел од главината, за полесно прицврстување на работното парче на машината при вртење, од крајот на големиот конус, врвовите на забите се сечат по дијаметарот D cp со следните соодноси помеѓу масата на работното парче и должината на испакнатите цилиндрични делови од главините:
При сечење на врвовите на забите (лист 9, сл. 1.2), дијаметарот D cp се пресметува на b av = m Потоа добиената вредност D cp се заокружува надолу и ширината на сечењето на врвовите на забите b av е определена со формулата
![]()
При сечење на врвовите на забите на менувачот (лист 9, слика 3) со агол φ ≥ 45° (лист 9, слика 2), ширината на сечењето b cf се одредува со истата формула со D cp = d d.
Определување на димензиите на излеаните елементи на запченикот.Димензиите на елементите на лиените запчаници зависат не само од јачината, туку и од потребните односи меѓу нив, утврдени технолошки процесодлеаноци Во зависност од големината, се произведуваат запчаници со еден диск со четири, шест и осум ребра. Изборот на парен број ребра се објаснува со најповолната локација на добивката и отстранувањето на дефектите во форма на шуплини итн. Формулите за одредување на димензиите на елементите на излеаните косени запчаници се дадени во Табела. 11. За да се пресмета дебелината на бандажот δ 0 на лиените и кованите коси запченици, се усвојува истата формула како и за пресметување на дебелината на раб на лиени цилиндрични запчаници, земајќи го предвид влијанието на коефициентот на ширината на забот ψ ba и вкупниот број на заби z ∑ . Кај запчениците со коси, како што се намалува аголот φ, се зголемува големината на радијалното оптоварување и се зголемува растојанието од точката на примена на ова оптоварување до оската на симетрија на дискот. Да се намали влијанието на моментите од радијални и аксијални оптоварувањарастојанието l X од крајот на кругот на испакнувања на мал конус до дискот се одредува во зависност од аголот φ. Во табелата 11 покажува формули за прелиминарно определување на дупката во главината на тркалото за вратило. Земајќи ја предвид технологијата на леење на местата означени со буквата N (лист 10, сл. 2, 3, 4), раб може да се задебели до висината на ребрата. Во производството на фалсификувани и лиени коси запченици, се користат истите челици како и за цилиндричните запчаници.
Развој компјутерски програмиза дизајнирање на коси парови со кружен заб.
Во Поправка (Единечно) производство на конусни парови со кружен и хипоиден заб, кога се зема како основадостапни,но веќе истрошени, оштетени и пропаднати парови, пресметка и определување Геометриски параметрине бара посебни мачни пресметки за цврстина, носивост или оперативна издржливост. Сето тоа, во догледно време, веќе во фазата на проектирање на единиците и машините за кои беа наменети, веќе беше изведено. Затоа, не треба да се „мачите“ и да губите време на ова.Сè е ограничено на изборот на соодветниот материјал за паровите и видот на термичка обработка. И ова може да се реши едноставно - Ако сакате нешто појако, одберете го соодветниот материјал, зацементирајте го, нитрирај го, стврднете го. Не е потребно - користете обичен обичен конструктивен челик. И понекогаш изборот на материјал е ограничен од можностите на претпријатието во моментот - би сакал подобро, но нема што да користам. Примарната задача е едноставно брзо и прецизно да се репродуцираат параметрите на парот и да се произведе со висок квалитет.
Исто така во Ремонтното производство е решено прашањето за користење на алатка за градење форма за сечење (глави за сечење запчаници) што се користи за сечење конусни парови. Користете ја алатката што ви стои на располагање. Затоа, при пресметките на геометриските параметри, алатката исто така не може да се земе предвидвнимание.Тоа, се разбира, ќе биде препорачано од програмата, но конечно ќе биде утврдено и прифатено при понатамошни пресметки на соодветните картички за поставување.
Значи, предноста на нашите програми: Тие не бараат да работат со нивпрелиминарнитеобука, со вклучување на релевантни специјалисти. Програми за време на дијалог, внесување на почетни податоци, постојано корегирајте ги постапките на корисникот, предлагајќи граници прифатливи вредности, што не дозволува внесување на неточни вредности, кои на крајот доведуваат до апсурдност и враќање на почетокот на пресметките, како што се случува во другите предложени програми. Тие не содржат непотребни, како што е наведено погоре, почетни податоци, кои одземаат многу драгоцено време и на крајот збунуваат и не ги даваат потребните резултати (Distracts calculations). Во исто време, нашите програми произведуваат поголема конечна пресметана количина на информации, вклучително и за распоредот и параметрите за инсталација на пресметаните конусни парови со кружен и хипоиден заб. Што не е од мала важност за нивното производство и перформанси.
Програми за дизајнирање на конусни парови
со кружни забни форми бр.1 и бр.2.
Овие програми ви дозволуваат да внесете p при дизајнирањемандрели земајќи ги предвид западните стандарди за парови за пренос. Ова овозможува да се обноват и пресметаат, од кои било истрошени и оштетени парови на запчаници, сите геометриски параметри неопходни за нивно производство.
Образец бр. 1
Пример за пресметка со програмата:
Страница 1
Кружен заб се наоѓа долж лакот на круг по кој се движи алатот при сечење на забите. Аголот на наклон на кружниот заб е променлив.
Кружните заби обично се прават на таков начин што тангентата на линијата на забот во средниот дел А (Сл.
Кружните заби се сечат со методот на тркалање на специјални машини со високи перформанси со глава за сечење.
Во однос на цврстината, кружните заби се разликуваат од правите и коси заби поради нивниот лак и почетен контакт во една точка.
Од гледна точка на јачината, кружните заби се разликуваат од правите и коси заби по нивниот лак и почетен контакт во одредена точка.
Во однос на јачината, кружните заби се разликуваат од правите заби по нивната форма на лак и почетен контакт во одредена точка. Влијанието на овие способности не е доволно проучено, меѓутоа, врз основа на експериментални податоци, утврдено е дека запчениците со кружни заби можат да пренесат оптоварување од 1 до 45 пати поголемо од правите запченици со исти димензии.
Кружни заби може да се користат со растојание од конус L 6 - - - 420 mm.
Кружен заб се наоѓа по кружен лак a, по кој се движи алатот при сечење на забите.
| Шема за геометриско пресметување на коси запченици.| Форми на запци на запчеста опрема. |
Кружни заби се сечат со не-модуларен алат, кој овозможува обработка на забите во одреден опсег на модули. Затоа, дозволено е користење на преноси со нестандардни и фракциони модули.
Во однос на цврстината, кружните заби се разликуваат од правите и коси заби поради нивниот лак и почетен контакт во одредена точка. Затоа, во СССР и во странство, широко се користат специјални пресметки на коси запченици со кружни заби AGMA, развиени од компанијата за машини за сечење запчаници Gleason, која има долгогодишно искуство во дизајнирање, производство и тестирање на запченици за запци. запчаници. Овие пресметки ја имаат истата основа како и наведените, но имаат и некои специфични карактеристики.
Кружен заб се наоѓа по кружен лак a, по кој се движи алатот при сечење на забите. Аголот на наклон на кружниот заб е променлив. Како пресметан агол се зема аголот на кругот на просечниот дијаметар на тркалото.



