Rice. 49. Reaming the hole in the sleeve
If the bed camshaft worn out, you can use the restored block head. In this case, valve seat preparation is not required.
Check the seat wear on each valve. Minor surface wear can be corrected with a 45° cone cutter. Heavily worn seats must be reground. The values of the geometric parameters of the valve seats are shown in fig. 50 and 51. Design of valve seats in carbureted engines and engines with fuel injection is the same. It should be ensured that the working chamfer is not too deep into the body of the block head. To verify this, you must perform the following steps:
Such systems are recommended for vehicles equipped with so-called. valve valves and plate adjustment, which are more complex than screw and hydraulic adjustment. Lubrication is also recommended for hydraulic valves, which also wear faster when exposed to gas. Their replacement is quite expensive. AT best case users have screw control and convenient access to it. Of course, provided that they remember this, because very often they break away and start on such machines.
We recommend lubrication primarily for vehicles equipped with expensive goggle and plate clearance. We also recommend using the best gas installations in the market that minimize the risk of costly failures and at the same time allow you to work without irritation. In the case of the fifth generation gas installation, additional lubrication is not required, since these systems work very accurately. The same can be said for the right quality and proper care.
Insert the valve into the guide sleeve, pressing the valve head against the seat in the chamfer area;
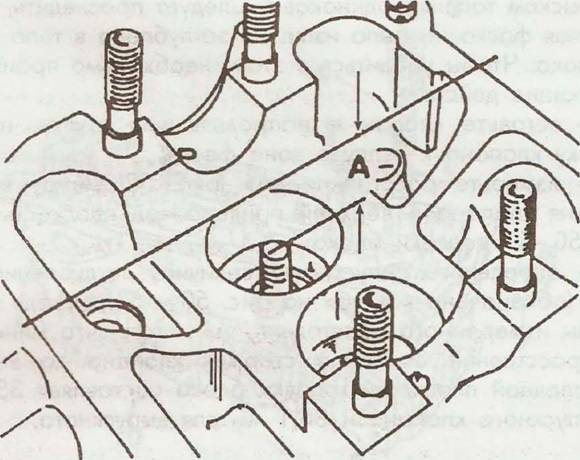
Measure the distance "A" (Fig. 52) between the end of the valve stem and the upper mating plane (see Fig. 50, 51) of the block head.
Determine the allowable valve depth (marked as "b" in Fig. 50 and 51), based on the measured distance "A" and the fact that the minimum distance from the end of the valve stem to the upper mating plane of the block head is 35.8 mm for the inlet valves and 36.1 mm for the exhaust.
Is not it lubricant works? Yes, but it won't always do the job. It depends on many factors, and above all on the effectiveness gas system and car. A bottle of liquid is about $50. Consumption is about 1 ml per liter of fuel. So an engine consuming 10 liters of gasoline per 100 km will consume about 5 ml of gun at that distance, which will cost an additional 50 cents. Taking the principle that it won't hurt and will probably help, because that way you should consider this solution, it's not a high cost of operation.
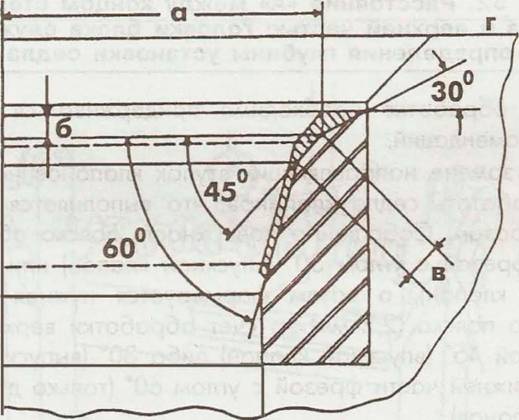
Rice. fifty. Geometric parameters intake valve seats:
a=34.8 mm; b - deepening, c = 2.2 mm, the width of the working chamfer; g - mating plane of the head of the block; 45* - contact angle; 30* - upper correction angle; 60* - bottom corner corrections
a=27.8 mm; b - deepening; h = 2.2 mm, width of the working chamfer; g - mating plane of the head; 45* - contact angle; 30* - upper correction angle
However, the cost is 50 zł for 10 thousand. km can be a concern for extremely economical users. It is sometimes acknowledged that the use of other materials in valve seats by automakers that offer factory gas installations is sometimes acknowledged. If manufacturers do not believe in their own materials, then we must have limited confidence.
Save water if possible, rinse thoroughly when necessary!
By changing the standard ring installed in the valve seat, the flow pressure can be increased later. If overflow occurs, it can of course be reduced. Save water with dual action technology Use in construction with load-bearing structures and brick walls Easy to assemble. For many years, the most important manufacturers of ceramic pots have supplied a special toilet bowl that saves 4.5 liters of water for a complete cleaning. But since the corresponding dual action technology is not available, simple system drive.
Rice. 52. Distance "A" between the end of the valve stem and the top of the block head is used to determine the installation depth of the seat
When processing, you must adhere to the following recommendations.
When replacing valve guides, the valve seats must be machined, which is done as follows. The surface of the belt itself is processed with a cutter with an angle of 30 * (inlet valve) or 45 * (exhaust valve), and then the desired width of the working belt (2.2 mm) is formed by processing the upper part with a cutter 45 * (inlet valve) or 30 * ( outlet valve) and the bottom with a 60* angle cutter (only for intake valves).
You can not only reduce the flow pressure, but also increase it
As a result, the disk always requires 4.5 liters of water, regardless of the level of "your business", and the water saved by the complete cleaning is again scattered. The washing pressure can be flexibly adapted to the requirements of any toilet, regardless of the ceramic vessel used. Example: After installing the toilet bowl, the ceramic bowl does not flush properly. With conventional flush valves, the flush pressure can only be reduced later rather than increased. Of course, it can be reduced in case of excessive flow.
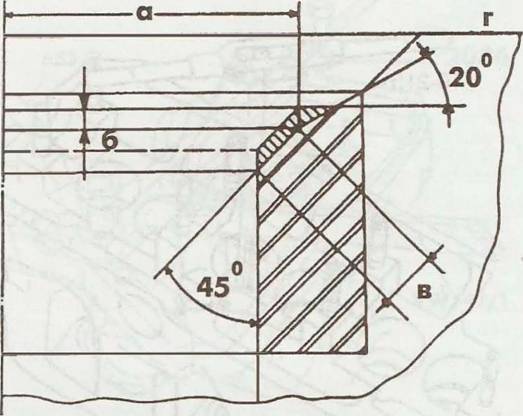
Rice. 51. Geometric parameters of the exhaust valve seat:
After processing the working chamfers of the seats, the valves should be ground to them. To do this, coat the surface of the seat with lapping paste mixed with engine oil, and insert the valve into place, lubricating its stem with engine oil. Attach a lapping tool to the valve and rotate the valve in both directions (fig. 53) while lightly pressing the valve against the seat. Work at the initial stage can be facilitated if the valve is rotated with a drill. Finish lapping using only clean engine oil.
By changing the flush valve seat ring, the flush pressure can be lowered or increased. Maintenance as easy as assembly. When the valve is replaced, the individual parts must not be removed or detached. The valve forms a unit in which all parts are permanently attached to each other.
The tank must be opened only for installation throttle valve and commissioning. Post-construction: Reinforced hose attaches to filling valve without the need for tools. The skid plate is a compact unit consisting of splash guard, drive and fasteners.
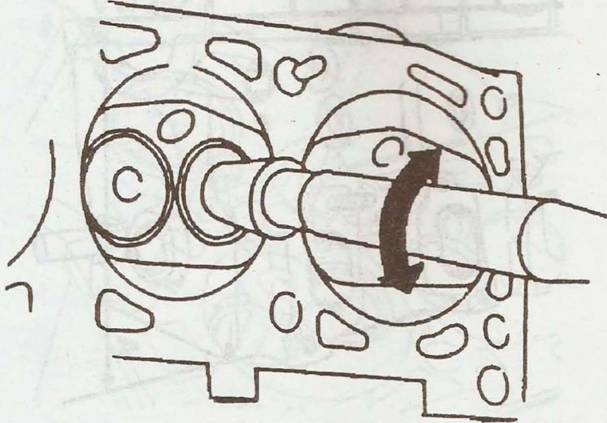
Rice. 53. Lapping the valve to the seat using a tool
After lapping is complete, remove the paste and clean all surfaces. Inspect seat and valve seat surfaces. On both surfaces there should be a continuous opaque ring with a width equal to the width of the working bevel.
Easy installation of valves, despite the small inspection hole. Drive shafts can be inserted quickly and accurately using the alignment marks. Can be removed for maintenance technical block including drive, cover and mounting plate. The universal valve for intelligent service technicians.
If the tank is defective, the customer expects the problem to be resolved quickly. Thanks to the new filling valve, the installer does not need to go to the warehouse or wholesaler and can help the customer quickly and competently. Soundproofing - with technology borrowed from jet aircraft.
On the working chamfer of the valve, make a few marks in a circle with a pencil in about 1 mm. Insert the valve into the sleeve and push it into the seat. Slightly pressing on the valve, turn it 90 °.
Remove the valve and make sure that the pencil marks on the work belt are gone. Start assembling the head. Otherwise, you should continue processing the mating surfaces, and as a last resort, install a new or restored cylinder head.
Frameless toilets dominate the market due to their ease of cleaning and increased hygiene. New designs and contours of ceramic pots are always emerging. As a consequence, tank requests have also increased as frame design affects wash resistance and flow resistance. Therefore, sometimes sound effects or percussive noises can be heard when stop valve closes.
A technical trick in the aerospace industry was used to optimize the noise level. The zigzag nozzle, similar to an aircraft turbine, is designed to optimize the output flow. This ensures stable flow conditions and low level noise without loud sounds.
- Valves Valve dimensions are given in table 2.2 and shown in fig. 2.49. Table 2.2. Valve dimensions Parameters Inlet valve Outlet valve Diameter “a” of the valve disc, mm…
- Check of an axial backlash of a camshaft is shown on fig. 4 23. Permissible axial clearance: 0.16 mm. Rice. 4.23. Checking the axial clearance of the camshaft. Valves Valve dimensions are given…
- The gas distribution mechanism is shown in fig. 4.14. Rice. 4.14. Gas distribution mechanism: 1.19 - Thrust washers; 2 - Camshaft; 3, 32 - Spring pins; 4, 9, 12,…
- Compression Check 1. Disconnect the connector from the shut-off/fuel start valve at fuel pump. 2. Disconnect the connector from the fuel quantity regulator on the fuel pump. 3. Disconnect...
The seat is where the closed valve (inlet or outlet) contacts the cylinder head.
The saddle looks like a rather massive metal ring with a tapered internal profile. It is pressed into the cylinder head at the point where the intake and exhaust channels. Seats are installed according to the principle of temperature difference. The head of the block is heated so that the diameter of the channels slightly increases. The saddles themselves, on the contrary, are cooled in a container with liquid nitrogen so that the diameter decreases. The cooled saddle is then put on the mandrel and carefully, without much effort, hammered into seat in the cylinder head.

The inner surface of the seat has a tapered profile, "sharpened" for the tightest possible fit with a closed valve. After installing new seats and / or new valves in the engine, they must be lapped together (LINK) so that the fit is maximum.
The classic version of the internal profile is a central sealing chamfer 1.5-2 mm wide at an angle of 45 degrees relative to the axis along which the valve runs, and two chamfers adjoining from the sides at angles of 30 and 60 degrees. However, there are other, more complex saddle profiles.
![]()
What properties should valve seats have?
- Balance between hardness and softness of the material. Hardness is needed for the resource, and softness - in order not to deform the latter upon contact with the valve.
- Good thermal conductivity. As you know, valves operate in a very harsh environment. temperature regime, heating up to 900 degrees, so the saddle must remove heat to the head of the block.
The classic valve seat materials are alloy cast iron, bronze or heat resistant steel, although there are many different exotic alloy options - cupro-nickel, copper-beryllium, chrome-cobalt, and so on.
Wearing out unevenly, the seats no longer fit snugly against the valve plates. Respectively, closed valves start to miss fuel-air mixture out on the second stroke of the engine (LINK), when the piston goes up, compressing it. As a result, compression decreases and power drops. In addition, hot exhaust gases break through the channels of loosely closed intake valves, leaving carbon deposits, accelerating corrosion and deforming them.

Valve seats are either machined or replaced. Turning, the master aligns inner surface seats to ensure a tight fit of the valve. When deciding on a groove, you need to consider two things: firstly, this is a complex procedure that requires a milling machine and high accuracy. Secondly, in a bored seat, the valve will sit deeper - this will slightly increase the combustion chamber and lower the compression ratio.
The best solution when the seat is worn out is to change it to a new one by temperature pressing, which we talked about at the beginning of the article.
Not all motors have valve seats made in the form of rings that are pressed into the block head. For example, on Toyota engines in the ZZ series (1ZZ-FE and 2ZZ-GE), thin laser metal deposition is used instead of rings. The technology made it possible to improve heat removal from the valves through their plates and to make the intake and exhaust ports large in diameter, while keeping the diameter of the combustion chamber relatively small. The disadvantage of "sprayed" saddles is obvious - the complete impossibility of repairing them without the use of some kind of bypass technology.



