Како што знаете, механизмот на чудак (KShM) работи во многу тешки услови - ова е висока температура, големи брзини и нестабилност на лубрикантите () итн., Токму поради тоа оваа единица е првата што пропаѓа. Главните дефекти на KShM вклучуваат: абење на дневниците на главната и поврзувачката прачка, абење на облогите (лежиштата) на главните и дневниците на поврзувачката прачка, абење на ѕидот на клипот, абење на прстените на клипот (компресија и стругалка за масло). абење на ѕидот на цилиндерот и игличките на клипот, кршење или појава на прстени на клипот, прекумерни наслаги на дното на клипот, како и пукнатини, прекини и изгореници.
Сите овие дефекти се манифестираат на различни начини, многу од нив може да се идентификуваат според природата и интензитетот на тропањето и бучавата.
Абење на главните и жлебовите за поврзување на шипката (види слика 1, 2). Со такво абење најчесто се појавуваат прекумерна бучава, тропање и вибрации на моторот во пределот на коленестото вратило. Досаден звук што се зголемува со нагло зголемување на брзината на коленестото вратило укажува на абење на поврзувачката шипка или главните жлебови на коленестото вратило или абење на нивните облоги. Тропањето на дневниците на поврзувачката прачка се разликува од главните - поостри е, а за главните е поглуво. Тропањето на дневниците на коленестото вратило добро се слуша низ ѕидот, така што дневниците на поврзувачката шипка се слушаат во две зони TDC и BDC, кога ударот на главните дневници е само на едно место (поблиску до дното на блокот на цилиндерот) . Ако се слушне силен удар при стартување на ладен мотор, кој исчезнува додека се загрева, тоа укажува на абење на групата на клипови. Сличен звук, што се слуша при сите температурни услови на моторот со внатрешно согорување, укажува на прекумерно абење на иглата на клипот или на горната черупка на поврзувачката прачка (види слика бр. 6). Со критичното абење на главните и (и) дневниците на поврзувачката прачка, звукот станува погласен, се појавува метално ѕвонење, со таквото абење, облогите најверојатно се стопиле поради гладување на нафта.
Значи, ако издувните гасови имаат сина боја, а нивото на моторното масло постојано се намалува, тоа укажува на абење на групата цилиндар-клип. Зголемена потрошувачка на моторно масло, гориво и значително намалување на моќноста може да настане поради појавата на прстени на клипот (и за компресија и за стругање на масло, видете слика бр. 4) и зголемено абење на нив и на цилиндерот (види Сл. бр. 3). Појавата на клипни прстени може да се елиминира без расклопување на моторот со истурање во цилиндрите преку отворот на свеќичката (за дизел мотори - преку отворот на млазницата или преку доводниот колектор) специјален раствор кој се состои од 50% керозин и 50% денатуриран алкохол. . По 8-10 часа неактивност, потребно е да го запалите моторот и да го оставите да работи 10-20 минути, а потоа сменете го моторното масло. Оваа постапка ви овозможува значително да го намалите количеството на јаглеродни наслаги (тоа се јаглеродни наслаги кои не дозволуваат клипните прстени да се движат слободно во жлебовите на клипот) во пределот на прстените на клипот и круната на клипот, со што ослободување и враќање на нивните перформанси.
Неисправностите на KShM може да се појават поради многу различни фактори, но во повеќето случаи виновна е неправилната работа.
Неправилно работење. Неправилното работење вклучува: употреба на неквалитетни лубриканти, нискооктански горива, инсталирање на неквалитетно гориво, воздух итн. Влијанието на сите овие фактори се зголемува многукратно со нивната ненавремена замена. Значи, кога се користи гориво со низок квалитет, треба почесто да се менуваат и свеќите, а наслагите на јаглерод во системот на клипот треба периодично да се „измијат“ со специјални течности. Филтрите со слаб квалитет, исто така, лошо ја вршат својата работа, што доведува до зголемување на абразивот во маслото и, како резултат на тоа, до зголемено абење на деловите. Изборот на моторното масло треба да се направи според пресметаните карактеристики (обично тие се назначени од производителот), токму за нив е дизајниран моторот на вашиот автомобил и не треба да отстапувате од нив. Филтерот за воздух, кога е многу валкан, нагло ја намалува пропусната моќ, поради што се формира висок вакуум во влезниот колектор и се намалува односот на полнење - ова е една од причините за формирање на прекумерни наслаги на јаглерод, намалена моќност на моторот и зголемена потрошувачка на гориво.
Природна облека. Природното абење се одвива многу бавно и, како по правило, зависи од работните услови. Со правилна работа, километражата на моторот може да достигне повеќе од 1.000.000 km, неговиот животен век е повеќе од 10 години, а уште повеќе за современите мотори!
Абење поради продолжено прегревање (види слика 5). Овој тип на абење најчесто се јавува во лето и пролет. Во лето прегревање се јавува поради зголемена температура на околината, а во пролет поради изолација на моторот и значителни флуктуации на температурата на околината. Поради прегревање, може да дојде до топење на клипот, изгорување на издувните вентили и губење на еластичноста на прстените на клипот. Дури и краткотрајното прегревање значително го намалува животниот век на моторот, поради што треба да се посвети големо внимание на системот за ладење на моторот. Сè е важно во системот за ладење: течноста што ја користите и капачето на радијаторот, а да не зборуваме за неговата затегнатост и чистотата на ќелиите на радијаторот.
Во брендираните упатства за работа за дизел мотори, обично се даваат податоци за отфрлање на обвивките на лежиштата. Во отсуство на такви податоци, може да се користат следните препораки.
Дефектите во обвивките на лежиштата најчесто укажуваат на некакви дефекти на дизел моторот, а не на лошата состојба на самите обвивки на лежиштата. Ако поставата работела значително време, тогаш на неа може да се најдат знаци на различни дефекти; за време на периодот на работа во нова лагер, може да се открие специфичен дефект во неговата чиста форма. Сите дефекти на обвивките на лежиштето може условно да се поделат во следните групи: абење, замор, корозија, ризици и гребнатини, ерозија и кавитација; вознемирувачка корозија и дупчење, целосно уништување.
Физичка основна причина носате прекршување на хидродинамичкиот филм за масло и работата на лежиштето во режим на полусуво триење. Полусуво триење се јавува со зголемени оптоварувања на лежиштето, недостаток на масло или неговата висока температура, зголемена грубост на вратот. Полусувото триење е неизбежно при палење на дизел мотор и за време на неговото стопирање.
Да ги разгледаме најкарактеристичните знаци на абење на работниот слој на тенкоѕидните носечки школки:
1 - абење на работниот слој по целата ширина на лежиштето во зоната на максимално оптоварување. Ако абењето се случило долго време, тогаш ова е нормален процес, но ако за кратко време на сите лежишта, тогаш можни причини може да бидат: неусогласеност на лежиштето и дневникот на вратилото, недостаток на масло или неговата висока температура, грубост на дневниците на вратилото. Поставата не е неисправна освен ако слојот за ослободување не е изложен;
2 - на ново лежиште, по кратко време, траги од впуштање во средината на лежиштето поради отстапувања во обликот на дневникот на вратилото или лежиштето;

3 - на горните и долните облоги од различни страни, еднострана ознака за испуштање, која свети на позадината на мат-сивата површина на работниот слој. Причина: Неусогласеност на дневникот на вратилото и лежиштето. Со мало неусогласеност, трагата за испуштање треба постепено да се префрли на средината на лежиштето, а сјајот по должината на рабовите треба да исчезне;

4 - еднострано абење на галванскиот работен слој до целосна длабочина поради прекумерно неусогласување на оските на вратилото и лежиштето на лежиштето;

5 - еднострано абење на горните и долните чаури поради стеснувањето на вратот, грешки во извршувањето на неговите филети, осцилации на крајниот врат. На посредни лежишта, едностраното абење е неприфатливо; дневниците мора да се калибрираат. На крајните лежишта, едностраното абење е дозволено ако пружините на чудак се во прифатливи граници;

6 - двострана ознака за испуштање на двете облоги поради оптоварување на рабовите на двете страни на лежиштето со неправилна форма на вратот или креветот на вратилото. По нејзината корекција, облогите може да се користат ако нема целосно абење на работниот слој на нивните рабови;

7 - локална трага на влегување по кратко време поради непрецизност во обликот на вратот или поставата. Поставата не е неисправна ако, со текот на времето, исчезне трагата на истекот;

8 - локално носење во форма на остро дефинирана сјајна точка по кратко време на работа. Причината е присуството на странска честичка помеѓу креветот и поставата или прекумерно испакнување на иглата за прицврстување. Во такви случаи, обично има отпечаток на задниот дел од влошката. Ако локалната елевација е помала од дебелината на работниот слој, тогаш со текот на времето сјајот ќе исчезне, доколку е поголем, постои опасност од гребење на вратот и неопходно е да се елиминираат причините за локалниот притисок на задниот дел на лагер;

9 - еднострано абење во пределот на конекторот на двете облоги од различни страни поради поместување на капакот на лежиштето. Во пределот на конекторот, рабовите на облогата ја отстрануваат маслената фолија и постои ризик од гребење на вратот. Дефектот на склопување мора веднаш да се поправи, а истрошените облоги треба да се заменат;

10 - билатерално абење во пределот на конекторот поради недоволно растојание. Неопходно е да се провери клиренсот и димензиите на лежиштето. Заменете ги лежиштата со прекумерно абење;

11 - Абење како лента во средината на лежиштето поради абење на дневникот на вратилото или недоволно заоблување на рабовите на дупката за подмачкување. Неопходно е да се елиминира дефектот на вратот и да се заменат облогите со многу абење;

12 - траги од влегување по должината на рабовите на жлебот за подмачкување во случај на неточност при изработката на поставата. Неопходно е да се елиминира триењето по должината на рабовите на жлебот за да се избегне нарушување на снабдувањето со масло;

13 - дијагонално лоцирани траги на вдишување или абење на работниот слој поради нерамномерно затегнување на лежиштето или нерамномерно „пропаѓање“ на облогата. Мора да се заменат облоги со многу абење или камерност што не е иста по ширина;


14 - обвивка на металот на работниот слој во насока на ротација на вратот. Металот е „извалкан“, особено во средината на оптоварената зона. Задниот дел на поставата е обично црн поради саѓи од масло или оцрнување. Колапсот на поставата е отсутен или има негативна вредност (рабовите се свиткани навнатре). Причината е работата во режим на полусуво триење поради недоволно пумпање на дизел моторот со масло пред палење, висока температура на маслото или зголемена грубост на вратот на вратилото. Дефектите на вратот мора да се поправат и да се замени влошката.
Под замор на работниот слојлагер (бабит, бронза, алуминиум, галвански) се однесува на појава на пукнатини во него од која било причина. Како што се зголемува бројот и должината на пукнатините, на површината на лежиштето прво се формира мрежа од „калдрма“. Потоа, се измиваат одделни заостанати парчиња метал, ерозивно проширување на пукнатините и на површината се формираат канали кои наликуваат на траги од кора буба (ефект на „кора буба“).
Најчесто пукнатините се јавуваат кај бабити со релативно мала граница на замор. Границата на замор на оловните бронзи е многу повисока, а пукнатините во бронзеното лиење не се јавуваат поради оваа причина. Причината за формирање на пукнатини и „кори бубачки“ во оловната бронзена лиење е локално прегревање на обвивката на лежиштето. Кога температурата се зголемува, се постигнува јачината на излив на оловото и се истиснува од легурата на површината на работниот слој. Вратот на лежиштето почнува да работи на чисто олово, а температурата се намалува. Како што оловото се истроши и се оддалечува од површината на влошката, бакарните кристали се изложуваат, во режимот на полусуво триење температурата повторно се зголемува и процесот се повторува. По одреден број циклуси, содржината на олово во површинскиот слој на бронзата значително се намалува, а меѓу бакарните кристали се формираат микропори. При високи оптоварувања, овие пори се намалуваат, пластичната деформација на бакарните кристали се јавува со формирање на микропукнатини, кои постепено се развиваат во видливи пукнатини.
Со повеќеслојни влошки без слој за одвојување на никел, можно е лупење и чипсување на поцинкуваниот работен слој. Причината може да биде и чист замор на материјалот, но најчесто тоа се должи на дифузијата на калај од облогата во бронзата со формирање на бакар-калај кристали, кои ја намалуваат јачината на врската помеѓу слојот за обложување и бронза (стапката на дифузија нагло се зголемува со зголемување на температурата на обвивката на лежиштето).
Размислете за типични примери за формирање на пукнатини во работниот слој на обвивката на лежиштето:




15 - ретки отворени пукнатини во работниот слој. Причини - надминување на јачината на замор на бабит или галванизиран слој, прегревање на работниот слој од бронза. Лежиштето бара редовно следење, бидејќи со текот на времето, пукнатините можат да добијат состојба на „калдрма“ (тип 16) или „кора буба“ (вид 17). Во овие случаи, како и во случај на раслојување на галванскиот слој (тип 18) облогите мора да се заменат;


19 - пукнатини од замор поради недостаток на поддршка за поставата во областите на дупките за подмачкување и жлебовите во лежиштето; карактеристичен отпечаток е видлив на задниот дел од влошката; влошката мора да се замени;

20 - пукнатини како што се „калдрма“ и „кора буба“ во пределот на конекторот. Причината е дефект на монтирање (поместување на капакот на лежиштето, слабо или нерамномерно затегнување на завртките), што предизвикува циклични деформации на облогата во оваа област. На задната страна на поставата на соодветното место може да се забележи корозијата на нервоза. Вметнувањето треба да се замени.
Хемиска корозијаработниот слој на обвивката на лежиштето е предизвикан од присуството на киселини, алкалии, вода и соли во маслото. Како резултат на оксидација и истекување на оловото од легурата, површинскиот слој на бабит станува лабав и порозен (лесно се отстранува со ноктот), носивоста нагло се намалува и абењето се зголемува. Кога оловната бронза кородира, бакарните кристали остануваат во површинскиот слој и неговата структура станува иста како кога материјалот е заморен. Затоа, можно е да се утврди вистинската причина за дефектот само со помош на специјални металографски студии.
Повеќеслојните носечки обвивки со поцинкуван работен слој обично не кородираат во нормални работни услови (поради додавање на калај или индиум во легурата). Корозија се јавува при покачени температури на маслото; темни дамки со груба или малку порозна површина се појавуваат на рабовите на областа за абење. Потоа, поради абење, дамките се отстрануваат и се појавува сјаен слој; во овој случај, се забележува зголемено абење, иако основната причина е корозија. За да се спречи корозија на лежиштата, од суштинско значење е редовна контрола на квалитетот на маслото за подмачкување.

Типичен пример за хемиска корозија на работниот слој на носечката обвивка е прикажан во форма 21.
Лежичките обвивки на дизел генераторите понекогаш се подложени на електрична корозија поради присуството на потенцијална разлика (не помала од 0,03 V) помеѓу вратилото и лежиштето и појавата на заскитани струи кога лежиштето не е правилно заземјено. Во исто време, на работната површина на влошката се појавуваат груби точки во форма на лузни и лузни лоцирани под одреден агол во однос на насоката на вртење на вратилото (тип 22).

Ризици и гребнатиниобично се случува кога маслото е загадено. Честички на загадувачи помали од клиренсот и цврстината на маслото, помали од тврдоста на работниот слој на облогата, се занесуваат од протокот на масло низ празнината и немаат забележливо влијание врз состојбата на лежиштето.
Честичките поголеми од клиренсот на маслото и со цврстина еднаква или поголема од цврстината на работниот слој се однесени со ротирачкиот врат и ги гребеат површините за триење додека не се притиснат во работниот слој на лежиштето. Траги и гребнатини може да настанат и од корозија на дневникот на вратилото, кога овде се формираат јами со остри рабови.

Според изгледот 23 покажува кружни траги и гребнатини предизвикани од честички од нечистотија во маслото. Ризиците понекогаш завршуваат со брилијантен светлосен прстен околу црната точка; рабовите на гребаниците може да имаат и сјајни светли ленти. Точката во светлосниот прстен на крајот на ризикот е местото каде што се внесува странската честичка. Кога честичката е притисната во работниот слој по должината на рабовите, металот се поместува и потоа се измазнува со вратот на вратилото; овие измазнети рабови изгледаат како сјаен прстен. Поставата мора да се замени ако ширината на ознаките надминува 1 mm и тие достигнале слој од бронза или алуминиумска легура.

Оштетувањето во облик на стрела на работниот слој е последица на внесување на честички од нитридирана шапка на вратило во работната површина на облогата (тип 24). Поставата мора да се замени и вратот да се полира.

Ерозија и кавитација(поглед 25) често се случуваат заедно, и тешко е да се одреди кој од овие процеси довел до оштетување на слојот на абење на лежиштето. Ерозијата се јавува при голема брзина на маслото и присуство на ситни цврсти честички во него; на места каде што се менува насоката на протокот на маслото, честичките удираат на површината на работниот слој и ги рушат (исечат) металните честички од овој слој. Кавитацијата е предизвикана од ненадејна промена на притисокот во протокот на маслото.



Ако површината за миење не е повеќе од 10% од површината и тие се наоѓаат надвор од оптоварената зона, тогаш поставата може да се остави во функција. На приказот е прикажано оштетување од ерозија во форма на грмушести жлебови со остро дефинирани рабови. 26, кавитационо-ерозивно оштетување на поставата поради зголемени вибрации на коленестото вратило - поглед 27, а поради нагло зголемување на притисокот при согорување - погледот 28.
Суштина вознемирувачка корозијае како што следува. Ако две метални површини притиснати една на друга имаат незначителни меѓусебни поместувања, тогаш во нив се јавуваат наизменични напрегања на смолкнување (покрај напрегањата на притисок) и кога ќе ги достигнат граничните вредности, помекиот метал се пренесува на поцврстиот.
Питингслично на корозијата со течење, но двете површини се подложени на променливо оптоварување на притисок (на пр. поради вибрации). При дупчење, на површините се појавуваат траги од метален превез во форма на џепчиња. За да се спречи корозија за време на складирањето, задниот дел на облогите често се обложени со чист калај или со легура на олово од калеј. Таквиот слој истовремено помага да се намали корозијата на нервоза.

Според изгледот 29 прикажана е карактеристична слика на отежната корозија на задниот дел од поставата: метални солзи слични на сипаници на задната страна и лепење на метални честички на креветот. Причините се мало преоптоварување на поставата во лежиштето или недоволно затегнување на завртките. Причината за отежната корозија во областа на конекторот на лежиштето може да биде недостатокот на колапс на облогата или поместувањето на капакот на лежиштето за време на инсталацијата. Поставата мора да се замени ако зоната на корозија на оградување надминува 5% од површината на задната страна на облогата.


Според изгледот 30 дупчење е прикажано на разделните површини на облогата (поради малите пречки во креветот или недоволното затегнување на завртките), а погледот 31 - на работната површина на поставата (поради вибрации на коленестото вратило).
АЛЕКСАНДАР ХРУЛЕВ, „АБС“
Дефектите и дефектите на деловите на моторот создаваат големи проблеми за сопственикот на автомобилот и резултираат со уредна сума за поправки. Но, ремонтот на моторот може да донесе и многу проблеми на сервисната станица. И не е само сложеноста на дизајнот на некои мотори и сложеноста на работата за поправка. Едноставно грешките се скапи, а санирањето на дефекти под гаранција, ако нешто се случи со моторот по поправка, сервисната станица ќе мора да плати на свој трошок. Такви несреќи понекогаш се случуваат, а често се предизвикани од дефекти на лежиштата на моторот.
Лежиштата во моторот се способни да работат сигурно во текот на стотици илјади километри без никакво оштетување. Сепак, дури и мало отстапување од нормалните работни услови порано или подоцна доведува до дефект на лежиштата и, соодветно, на целиот мотор. Пред да откриеме зошто се случува ова, треба да откриеме ...
Што е лежиште?
Првото нешто што треба да се забележи е дека зборуваме за обичен лежиште, кој се состои од облоги инсталирани во дупката за куќиште - креветот. Работата на обичниот лежиште се заснова на ефектот на „маслениот клин“: додека се ротира, вратилото се поместува во однос на оската на лежиштето под дејство на товарот, што предизвикува маслото да се „влече“ во стеснувачкиот јаз помеѓу вратилото и облогите. Како резултат на тоа, вратилото „се потпира“ на клинот за масло и, при нормално функционирање на лежиштето, не ги допира облогите. Колку е поголем притисокот и вискозноста на маслото во празнината, толку е поголемо оптоварувањето што лежиштето може да го издржи пред површините да дојдат во контакт.
Притисокот на маслото во стеснувачкиот дел на јазот е многукратно поголем од притисокот на доводот и може да достигне 600-900 kg/cm2. Сепак, притисокот на напојувањето е исто така важен параметар: тој ја одредува количината на масло што се пумпа низ лежиштето и, соодветно, условите за негово ладење.
Прекршувањата во системот за подмачкување, предизвикувајќи намалување на притисокот, доведуваат до уништување на маслениот филм што ги одвојува деловите. Во такви случаи, се појавуваат режими на полутечност, па дури и суво триење, придружени со прегревање и оштетување на површините на лежиштето.
Оската и дупката формирана од облогите мора да имаат правилна геометриска форма, во која е обезбедена одредена празнина меѓу нив (обично 0,03-0,08 mm), како и мазна површина. Зголемувањето на јазот повлекува пад на притисокот во системот за подмачкување и влошување на ладењето на лежиштето. Намалувањето на јазот е уште полошо - предизвикува контакт и бодирање на површините.
Грубата обработка на површините на вратилото и дупката доведува до контакт на нивните поединечни делови дури и при релативно мали оптоварувања, што предизвикува загревање на елементите на лежиштето. Ова се заканува со гребење - одземање на материјали и нивно меѓусебно пренесување - по што лежиштето откажува.
Еден од најважните фактори што ја одредуваат работата на лежиштето се материјалите од кои се направени неговите елементи. Најдобрата комбинација на материјали е како што следува: "тврда" површина на вратилото и "меки" - дупки. Оваа комбинација на материјали го намалува ризикот од гребење ако површините ненадејно дојдат во контакт (ова е можно при палење на моторот, кога маслото сè уште немало време да тече до лежиштата). Сепак, и покрај „мекоста“, површината на дупката мора да биде доволно силна, инаку добиените оптоварувања ќе доведат до негово уништување.
Последните барања го одредуваат дизајнот на лежиштето. На пример, за коленестото вратило, каде што оптоварувањата и ротационите брзини се максимални, можно е да се обезбеди изведба на лежиштата само со помош на облоги, кои овозможуваат да се постигне „мека“ површина и низок коефициент на триење со висока јачина на замор. Ова се постигнува со употреба на повеќеслојни облоги, каде што, на пример, главниот материјал против триење (бронза) е покриен со тенок слој од мека легура на бабит преку подслој од никел. И за да можат облогите да останат во кревет долго време со пречки (ова е неопходно за да се обезбеди правилна геометрија и отстранување на топлина), овој „сендвич“ се нанесува на цврста основа - челична лента. Челично-алуминиумските облоги, надалеку познати кај нас, се направени по истиот принцип: легура на алуминиум со калај истовремено поседува и „мекост“ и цврстина и добри својства против триење.
И, конечно, работата на лежиштата во голема мера е одредена од својствата на моторното масло - вискозност, температурна стабилност, пакување адитиви. Меѓутоа, при работа, не треба да се земат предвид само овие параметри: маслото може да се контаминира со цврсти честички поради лошата филтрација. Во такви ситуации, неизбежно е абразивно абење на работните површини, зголемување на клиренсот и, во крајна линија, оштетување на лежиштето.
Забележете дека зголемувањето на клиренсот во лежиштето над критичната вредност, што е во просек 0,12-0,15 mm, предизвикува тропање. Обично се манифестира при поголеми брзини и под оптоварување, интензивирајќи се кога моторот се загрева, кога вискозноста на маслото паѓа. Понатамошното работење на моторот со такво лежиште доведува до зголемување на растојанието слично на лавина поради ударните оптоварувања придружени со силно загревање, топење на материјалот на лежиштето и абење на дневникот на вратилото. Последните, последни фази на овој процес се вртењето на облогите и „исфрлањето“ на нивните остатоци во садот за масло со неизбежно оштетување на површината на креветот.
Од нашата анализа произлегува дека самото лежиште многу ретко откажува. Ако тоа се случи, тогаш едноставна замена на облогите е неопходна - нема да помогне. Затоа, важно е да се најде и елиминира причината за дефектот. За да го направите ова, речиси сигурно ќе треба да го отстраните и расклопите моторот. И внимателно разгледајте ги сите негови детали, пред сè - облогите. Ова е единствениот начин да се инсталира...
Зошто штракаше поставата?
И покрај различните причини за дефект на лежиштето, тие можат да се поделат во две групи. Првиот е поврзан со прекршување на правилата за работа - тука одговорноста е целосно на возачот на автомобилот. Но, втората група се очигледните грешки на механичарите кои го поправале моторот. Згора на тоа, тешко е да се каже која од групите е побројна. Сепак, проценете сами.
Абразијата е многу честа причина за дефект на лежиштето. Абразивните честички предизвикуваат забрзано абење ако маслото и филтерот за масло не се менуваат долго време. Тогаш елементот на филтерот еден ден ќе биде толку валкан што поголемиот дел од маслото ќе почне да тече во моторот преку отворениот бајпас вентил без чистење.
Процесот на абразивно абење е нагло забрзан ако во моторот се инсталирани неквалитетни елементи на абење (бреместо вратило, подигачи на вентили итн.). Чипсот, кој влегува во маслото во зголемени количини, го затнува филтерот за масло за само неколку стотици километри.
А сепак, главната причина за абразивното абење е неквалитетното склопување на поправен мотор. Ако деловите не се измијат пред склопување, облогите ќе траат многу помалку од пропишаниот период.
Абразивните честички лесно се откриваат - тие навлегуваат во мекиот работен слој на облогите во форма на „шпангли“, гребејќи ги површините на облогата и вратилото - особено во близина на дупките за подмачкување. Како резултат на неквалитетно склопување, облогите ќе имаат таков „блед“ изглед по неколку часа работа, што нема да го најдете дури и по илјадници часа нормално работење.
Корозијата на работниот слој на поставата е последица на долготрајното работење на моторот со повеќеслојни облоги во „стареното“ масло. Тој е способен хемиски да делува на материјалот на облогите, оксидирајќи ја и уништувајќи ја работната површина. Корозијата го „јаде“ горниот слој, потоа подслојот од никел и доаѓа до главниот антифрикционен слој, оставајќи бројни пори на површината.
Во пракса, овој вид на оштетување е резултат на таканаречената тетежна корозија (корозија на стрес), која се јавува кога лежиштата се силно натоварени. Оваа слика е потипична за дизел моторите, и тоа не само поради неправилно менување на маслото, туку и при користење на несоодветни масла.
Чипењето и уништувањето на работниот слој е типичен пример за последиците од неквалитетните поправки на моторот. Се манифестира во форма на локално раслојување на материјалот од основата.
Чипењето обично се случува во два случаи:
Прво, ако се користат облоги кои не одговараат во однос на оптоварувањето и брзината. Ова доведува до распрснување на замор на работниот слој, што обично се забележува кај горниот лежиште на поврзувачката прачка. Слична ситуација е можна при инсталирање на облоги од бензински мотор на дизел мотор или кога се користат облоги дизајнирани за дизел мотор со атмосферска вителска комора на дизел мотор со директно вбризгување и полнење;
Второ, ако цврста честичка влезе помеѓу поставата и креветот, тогаш уништувањето на лагер ќе се случи поради многу големи локални оптоварувања. На чипнувањето му претходи локално уништување на подмачкувачката фолија и локално прегревање на облогата. Последната околност е клучот за наоѓање на причината - црна точка на прегревање ќе биде испечатена на задната страна од влошката.
Недостатокот на подмачкување е можеби најчеста причина за дефект на лежиштето. И започнува со уништување на маслениот филм. Има повеќе од доволно причини за ова.
Наједноставниот и најчестиот е нарушување на снабдувањето со масло. Ако маслото истече од дупната карпа, погонските шипки на пумпата за масло се отсечени или приемникот за масло е затнат, резултатот ќе биде ист - уништување на фолијата за масло, површините што допираат, зголемување на температурата и топење на материјалот на облогите. Недоволното растојание во лежиштето, неусогласеноста и неправилната форма на креветот, исто така, доведуваат до сличен резултат - сето тоа предизвикува нагло зголемување на оптоварувањата и „стискање“ на маслото од јазот помеѓу лежиштето и вратот на вратилото. Сличен ефект се забележува и кога маслото се разредува со гориво или течност за ладење, како и при палење на мотор исполнет со густо летно масло при силен мраз.
Лежиштата кои доживеале гладување на нафта во рана фаза имаат сјајни стопени области. Понатамошното работење на лежиштето во овој режим доведува до брзо проширување на оштетените области, абење, гребење, топење и целосно уништување на работниот слој.
Прегревањето на облогите обично го придружува гладувањето на нафтата. Сепак, тоа може да се случи и со тешко подмачкување. На пример, кога креветот е деформиран, кога облогите немаат добра затегнатост и термички контакт со потпорите на блокот или со поврзувачката шипка. При поправка на моторот, истиот резултат се добива со недоволно затегнување на завртките на капакот на лежиштето или навлегување на честички од нечистотија помеѓу рамнините на расцепот на капакот.
При прегревање на облогите, покрај сјајните стопени површини, ќе се забележи чипсување и пукање на работниот слој, затемнување на задната страна на облогите, деформација на челичната основа на облогите. Во овој случај, влошката што е инсталирана во креветот не се држи во неа и испаѓа.
Абењето на работ на поставата се јавува поради различни причини. Значи, кога оските на креветот и вратилото се искривени, се забележува дијагонално абење на рабовите. Овој модел често се јавува во поврзувачка прачка со деформирана прачка.
Абењето на рабовите на облогите често се случува поради премногу големи филети направени на жлебовите на коленестото вратило за време на неговата поправка. Таквото абење е можно и на едната и на двете страни на влошките, во зависност од обликот на филетите.
Неусогласеноста на оските доведува до топење на рабовите на облогите, додека филетите обично предизвикуваат ризици на рабовите на облогите, отстранувајќи го „дополнителниот“ метал.
Оштетувањето на облогите од големи честички се забележува главно при инсталирање шахти обновени со различни методи на тврдост и тврдост. Во некои случаи, се јавува раслојување на металот наталожен на вратилото, а неговите честички, отцепувајќи се од вратот, ги оштетуваат облогите, оставајќи карактеристични траги во облик на V на нив. Бидејќи реставрацијата на шахтите ретко се користи, овој тип на дефекти речиси никогаш не се појавуваат во пракса.
Имајќи ги предвид причините за оштетување и неуспех на облогите, можете лесно да составите список на мерки кои помагаат, ако не се елиминираат, тогаш се минимизираат веројатноста за дефекти. Во секој случај, превенцијата ќе биде многу полесна и попрофитабилна од поправката. Значи, останува да дознаеме...
Како да избегнете поправка?
Првото нешто што треба да се забележи е дека правилата за превенција се очигледни, но поради некоја причина многу луѓе забораваат на нив (веројатно, се надеваат на озлогласеното „можеби“?).
При работа, гаранција за непроблематична работа на лежиштата е услужливоста на системот за подмачкување на моторот. Тоа значи дека треба да користите висококвалитетно масло, навремено да го контролирате неговото ниво и навреме да го менувате заедно со филтерот за масло. И секој дефект во работата на моторот треба веднаш да се отстрани, а не да се одложува за „подоцна“.
Комплексот правила за „поправка“ е пообемно. Главната работа е чистотата на сите делови, нивната внимателна контрола, и визуелно и со помош на мерни инструменти. Посебно внимание треба да се посвети на геометријата на креветите на облогите, изобличувањата или непаралелизмот на оските на креветите и вратот.
Се разбира, поправката или реставрацијата на поединечни делови (блок на цилиндри, коленесто вратило, поврзувачки прачки) мора да се изврши со висок квалитет. Ова мора да се потврди со соодветни мерења. При склопување, треба да се користат само висококвалитетни компоненти погодни за овој конкретен мотор. И, се разбира, не смееме да заборавиме на „златното правило“ на миндерот - подобро е да има јаз од 0,03 mm повеќе од 0,01 mm помалку. Само тогаш можете да бидете сигурни дека поставата нема да пропадне - нема да се истроши, да се стопи или да штрака.
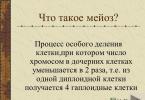
Проверка на состојбата на главните и лежиштата за поврзување на коленестото вратило
Проверка на состојбата на главните и лежиштата за поврзување на коленестото вратило
А - изгребани од туѓи честички - видливи се зрна, потопени во работниот слој на облогата
Б - недостаток на масло - горниот слој е истрошен
В - Влошките се неправилно поставени за време на инсталацијата - има сјајни (полирани) области
Г - Вратот е заострен - горниот слој се отстранува од целата површина
Е - Абење на работ на поставата
F - Расед на замор - формирани кратери или џебови
Иако е задолжително да се заменат главните и обвивките на лежиштата за поврзување при ремонт на моторот, состојбата на старите обвивки на лежиштето мора внимателно да се испита, бидејќи тоа може да даде многу корисни информации за општата состојба на моторот. Обвивките на лежиштата се градирани во дебелина и нивната припадност на една или друга класа на големина се одредува со кодирање на боја.
Неуспехот на лежиштето може да настане како резултат на недостаток на подмачкување, навлегување на нечистотија или туѓи честички, преоптоварување на моторот, развој на корозија и други негативни ефекти. Примери за најтипичните дефекти на обичните обвивки за лежиште се прикажани на илустрацијата Типични примери на абење на обвивката на лежиштето на коленестото вратило . Без оглед на природата на дефектот, причината за неговото појавување мора да се идентификува и елиминира пред да се состави моторот за да се избегнат повторувања.
За проверка, извадете ги облогите од нивните кревети во блокот на цилиндрите / картерот, капачињата на главните и поврзувачките прачки и долните глави на поврзувачките прачки. Поставете ги отстранетите облоги на чиста, рамна работна површина по редоследот по кој се поставени на моторот, така што нивната состојба може да биде во корелација со состојбата на соодветните жлебови на коленестото вратило. Избегнувајте да ги допирате работните површини на слушалките со рацете за да избегнете случајно оштетување на мекиот материјал.
Нечистотијата и туѓите честички влегуваат во моторот на различни начини. Тие може да се остават внатре откако ќе заврши голем ремонт, тие можат да поминат низ филтри или системот за вентилација на картерот. Честопати, нечистотијата прво влегува во моторното масло и веќе со неа продира во лежиштата. Не треба да се заборави дека металните филови неизбежно се формираат при нормално абење на моторот. Ако, по извршувањето на реставраторските работи, не се посвети должно внимание на постапката за чистење на моторот, во него сигурно ќе останат абразивни честички. Без оглед на начинот на навлегување во моторот, сите туѓи честички порано или подоцна се наоѓаат вметнати во меката површина на обичните обвивки на лежиштето и лесно се препознаваат со визуелна проверка на вторите. Најголемите честички обично не се заглавуваат цврсто во облогите, туку оставаат длабоки жлебови и гребнатини на нивните работни површини и на површините на соодветните жлебови на вратило. Најдобрата одбрана од овие типови дефекти е да бидете совесни за чистење на моторот по завршувањето на ремонтот и да инсталирате само апсолутно чисти компоненти за време на склопувањето. Исто така, не заборавајте на потребата од редовно и честа промена на импелентното масло.
Гладувањето од нафта може да биде предизвикано и од неколку причини, често тесно поврзани една со друга. Тие вклучуваат: прегревање на моторот (што доведува до разредување на маслото), преоптоварување (што резултира со исфрлање на маслото од лежиштата), истекување на масло (поврзано со прекумерно растојание на лежиштето, абење на пумпата за масло или прекумерна брзина на моторот) итн. Проблемите со протокот на маслото, најчесто поврзани со невнимателна инсталација на компонентите за време на склопувањето, што доведува до погрешно усогласување на дупките за масло, исто така предизвикува намалување на снабдувањето со масло до лежиштата и, на крајот, до дефект на облогите. Карактеристичен знак за гладување на нафта е бришењето и поместувањето на мекиот работен слој на облогите од нивната челична подлога. Понекогаш температурата се зголемува до тој степен што на челичната подлога се формираат виолетови дамки како резултат на прегревање.
Треба да се запомни дека стилот на возење има значително влијание врз работниот век на лежиштата. Зголемувањето на оптоварувањето на моторот е олеснето со честото целосно отворање на вентилот за гас, движење при мали брзини итн. Како резултат на тоа, маслениот филм е принуден да излезе од работниот јаз на лежиштата, што доведува до омекнување на обвивките на лежиштето и формирање на мали пукнатини на нивната работна површина (деформација на замор). На крајот, одделни фрагменти од материјалот на работниот слој се лупат и се извлекуваат од подлогата.
Стилот на возење, исто така, има значајно влијание врз издржливоста на животот. Возењето со широко отворен вентил за гас, возењето со мала брзина доведува до сериозни преоптоварувања на лежиштата и истиснување на маслениот слој од работните празнини. Во овој случај, материјалот на облогите омекнува, а работниот слој пука. Ваквата модификација на површините на лежиштето се нарекува деформација на замор. Како резултат на тоа, со текот на времето, работниот слој почнува да се одвојува од подлогата во фрагменти и лежиштата стануваат неупотребливи.
Работата на автомобилот во урбаниот циклус често се поврзува со многу кратки патувања, што доведува до развој на корозија на лежиштата, бидејќи недоволното загревање на моторот придонесува за формирање на кондензат во него и формирање на корозивни гасови. Агресивните производи се акумулираат во моторното масло, формирајќи тиња и киселина, а како што маслото континуирано влегува во лежиштата, тие на крајот го напаѓаат носечкиот материјал на второто, предизвикувајќи негово оксидација и распаѓање.
Неправилната инсталација на облогите за време на склопувањето на моторот, исто така, доведува до нивно брзо уништување. Ако спојувањето е премногу тесно, работниот клиренс е неприфатливо намален, што предизвикува гладување на маслото на лежиштата. Навлегувањето помеѓу задниот дел на облогите и креветите на лежиштата на туѓи честички доведува до формирање на области на издигнување на работната површина и уништување на второто за време на нормалното функционирање на моторот.
Како што беше споменато погоре во овој дел, замената на облогите за време на ремонт на моторот мора да се изврши без неуспех, без оглед на нивната состојба (видете Инсталирање на коленестото вратило и проверка на работните празнини на главните лежишта) - обид да се игнорира ова барање може само доведе до очигледни заштеди.
Моторот со внатрешно согорување е сложен механизам кој се состои од повеќе од сто делови. И сите до еден се важни за урамнотежено и правилно функционирање на сложен систем, до еден или друг степен. Но, во исто време, во никој случај не може подеднакво да се оцени степенот на важност на секоја од нив. Еден од најважните елементи, се разбира, е коленестото вратило и сите негови делови што се спојуваат со него, што ја пренесува енергијата на запаленото гориво на тркалата, а со тоа ги ротира. Понатаму ќе разговараме за компонентите на овој механизам, имено облогите на коленестото вратило, кои се мали полу-прстени направени од мек метал со облога против триење. За време на долгата работа на моторот на машината, тие треба да бидат првите што ќе ја напуштат својата позиција, а не списанијата на коленестото вратило.
Кои се облогите за поправка на коленестото вратило, нивните типови

Всушност, Лежиштата на коленестото вратило се обични лежишта за поврзувачки шипки кои го ротираат коленестото вратило.Оваа ротација е резултат на микро-експлозија во коморите за согорување на цилиндрите на моторот. Во овој систем доминираат голема брзина и тешки товари, како резултат на што е неопходно да се минимизира триењето на деловите, бидејќи во спротивно моторот едноставно ќе откаже, и тоа веднаш. За да се намали триењето колку што е можно, сите значајни делови на моторот со внатрешно согорување се облечени во таканаречениот „превез на масло“ - тенок микрон филм, кој е обезбеден со посебен систем за подмачкување за автомобилски мотор. Појавата на филм што ги обвива металните делови е можна само ако притисокот на маслото е доволно силен. И помеѓу вратот на коленестото вратило и неговите облоги, исто така има сличен слој на масло. И само благодарение на тоа, силата на триење е минимизирана колку што е можно повеќе. Од ова можеме да заклучиме дека облогите на коленестото вратило претставуваат одредена заштита, чие дејство го зголемува животниот век на толку важен дел за моторот.
За почеток, облогите на коленестото вратило мора да се поделат во две категории: поврзувачка прачкаи автохтони. Лежиштата за поврзување, како што рековме погоре, се наоѓаат помеѓу поврзувачките шипки на коленестото вратило и неговите вратови.Главните, пак, играат слична улога, но тие се наоѓаат помеѓу коленестото вратило и местата на неговото поминување низ куќиштето ICE.
За различни мотори, фабриките произведуваат облоги на коленестото вратило, кои се разликуваат по нивниот внатрешен дијаметар. Влошките за поправка се разликуваат едни од други и, се разбира, од новите инсталирани на новоотворениот автомобил. Нивната минимална разлика се пресметува од ознаката четвртина милиметар и се зголемува со сличен чекор. Така, имаме опсег на големини на облоги за поправка на коленестото вратило со чекор од 0,25 mm долж внатрешниот дијаметар: 0,25; 0,5; 0,75; 1 мм итн.
Зошто да ги замените лежиштата на коленестото вратило?
 Во услови на екстремна температура и физички стрес, кој постојано го пренесува коленестото вратило, тие му помагаат да остане на оската, обезбедувајќи функционирање на механизмот на коленестото вратило, само облогите на коленестото вратило. Главните и списанијата за поврзување на шипката работат на принципот на внатрешни штипки, а облогите на коленестото вратило ја извршуваат функцијата на надворешните, соодветно. Во системот на моторниот блок е обмислена цела мрежа на нафтоводи преку кои под висок притисок се доставува моторното масло до облогите. Потоа го создава самиот микроскопски филм што беше споменат погоре, што му овозможува на коленестото вратило да ротира.
Во услови на екстремна температура и физички стрес, кој постојано го пренесува коленестото вратило, тие му помагаат да остане на оската, обезбедувајќи функционирање на механизмот на коленестото вратило, само облогите на коленестото вратило. Главните и списанијата за поврзување на шипката работат на принципот на внатрешни штипки, а облогите на коленестото вратило ја извршуваат функцијата на надворешните, соодветно. Во системот на моторниот блок е обмислена цела мрежа на нафтоводи преку кои под висок притисок се доставува моторното масло до облогите. Потоа го создава самиот микроскопски филм што беше споменат погоре, што му овозможува на коленестото вратило да ротира.
Примарната причина за замена на облогите на коленестото вратило е нивното физичко абење.. Без оглед на желбата да се заштитат облогите од абење, но физиката е физика. Површините на дневниците на облогите на коленестото вратило се бришат со текот на времето, зголемувајќи го јазот меѓу нив, што доведува до слободно работење на коленестото вратило и помало снабдување со масло поради нагло намалување на притисокот. И ова веќе води до дефекти на автомобилските мотори.
Втората причина за присилната поправка е ротацијата на облогите на коленестото вратило. Веројатно секој сопственик на автомобил слушнал за такви ситуации, но, за жал, не секој знае за причините за ваквата состојба. Па, како и зошто се случува ова? Најтенката плоча на поставата лежи во импровизиран кревет. Надворешните ѕидови на половините се врамени со посебни испакнатини, кои кај новиот мотор се надоврзуваат на предните делови на блокот. Под одредени услови, антените едноставно не можат да ја издржат поставата и таа почнува да се врти, прилепувајќи се на дневникот на коленестото вратило. Ако тоа се случи и поставата се сврти, моторот едноставно престанува да функционира. Типични причини за таков дефект се:
- крајниот вискозитет на лубрикантот, навлегувањето на абразивни соединенија во него или неговото целосно исчезнување;
Недоволна затегнатост на поставените капачиња на лежиштата;
Премногу течно подмачкување и работа на моторот во режими на постојано преоптоварување.
Како да се одреди абењето на облогите на коленестото вратило и да се помогне механизмот?
 Откако се случи поправката на моторот веќе да е неизбежна, се поставува прашањето како дополнително да се одреди абењето на облогите на коленестото вратило и каква големина ќе треба да се купат за следната замена? Во суштина, микрометар се користи за мерења, но сепак се пресметува сосема точно визуелно, како што велат „со око“. Веднаш проценете ја можноста за следно досадување на коленестото вратило.
Откако се случи поправката на моторот веќе да е неизбежна, се поставува прашањето како дополнително да се одреди абењето на облогите на коленестото вратило и каква големина ќе треба да се купат за следната замена? Во суштина, микрометар се користи за мерења, но сепак се пресметува сосема точно визуелно, како што велат „со око“. Веднаш проценете ја можноста за следно досадување на коленестото вратило.
Неопходна е итна замена во случај на ротација на облогите на коленестото вратило. Показател за овој проблем ќе биде силно тропање на коленестото вратило и постојани обиди да се запре моторот.Ако се заглават вратовите, тогаш нема да можете да одите понатаму. Во секој случај, треба да се изврши детална проверка на механизмите. Ако најдете брановидни бразди на вратовите кои се прилично опипливи со вашите раце, тогаш не можете да избегнете здодевност на коленестото вратило и потоа инсталирање на облоги за поправка со соодветна големина. Силно препорачуваме да купувате облоги само кога се здодевни. На крајот на краиштата, многу абење може да доведе до спроведување на оваа постапка со една или дури две големини.
Како да ставите облоги на коленестото вратило - процедура?
Во повеќето случаи, возачите одат на сервисни пумпи за да ги заменат облогите на коленестото вратило. Но, со силна желба, секој од вас, кој има вештини за поправка и добро ракување со алатката, може целосно да се справи со задачата што му е доделена во оваа ситуација. За да го направите ова, само треба да ја следите низата од следниве чекори:
 1.
Првата и најважна работа е да го проверите растојанието помеѓу коленестото вратило и неговата постава.За да го направите ова, мора да користите калибрирана пластична жица, која се наоѓа на соодветниот врат. После тоа, инсталирајте го капакот со влошката и затегнете го со потребната сила, која е еднаква на 51 Nm (оваа вредност може да се измери со помош на вртежен клуч). Откако ќе се отстрани капакот, големината на јазот ќе биде еднаква на степенот на израмнување на жицата. За да го оцените овој параметар, мора да ја користите номиналната празнина, што одговара на секоја марка на автомобил. И ако степенот на израмнување на жицата покажува дека јазот е повеќе од номинален, тогаш е неопходно да се инсталира влошка за поправка.
1.
Првата и најважна работа е да го проверите растојанието помеѓу коленестото вратило и неговата постава.За да го направите ова, мора да користите калибрирана пластична жица, која се наоѓа на соодветниот врат. После тоа, инсталирајте го капакот со влошката и затегнете го со потребната сила, која е еднаква на 51 Nm (оваа вредност може да се измери со помош на вртежен клуч). Откако ќе се отстрани капакот, големината на јазот ќе биде еднаква на степенот на израмнување на жицата. За да го оцените овој параметар, мора да ја користите номиналната празнина, што одговара на секоја марка на автомобил. И ако степенот на израмнување на жицата покажува дека јазот е повеќе од номинален, тогаш е неопходно да се инсталира влошка за поправка.
2. Откако ќе се проверат сите празнини, поврзувачките шипки треба да се отстранат од сите вратови, коленестото вратило треба да се демонтира и да се досадува. Мелењето на коленестото вратило се врши на центрипетала, со чие присуство, се разбира, не може секој да се пофали. Затоа, овој дел од постапката најдобро го прави мајсторот. Откако ќе се досади коленестото вратило, можете да започнете да избирате облоги за поправка. Овде повторно, микрометар ќе дојде до спасување и дополнително монтирање на облогите за поправка на коленестото вратило.
3. Кога облогите се конечно избрани, коленестото вратило треба да се монтира во обратен редослед. Кога елементите се вметнати во нивните седишта, затегнете ги капачињата на главните лежишта.
4. Следно, го решаваме прашањето за инсталирање на облогите на коленестото вратило и поврзувачките шипки на нивните места. За да го направите ова, едноставно подмачкајте ги облогите со моторно масло и завртете ги нивните капаци. Значи, како што можете да видите, нивната инсталација трае многу малку време, за разлика од подготвителните работи и подготовките.
 Запомнете дека коленестото вратило е еден од најскапите делови на секој автомобил. Покрај тоа, тој е под огромен притисок. Затоа, вреди да се преземат сите можни мерки за да се продолжи неговиот оперативен период. И вистинското дејство ќе биде навремено здодевно на коленестото вратило, кое ќе игра фундаментална улога. По извршувањето на оваа процедура, сите вратови повторно се совршено мазни и подготвени за следните „работни денови“.
Запомнете дека коленестото вратило е еден од најскапите делови на секој автомобил. Покрај тоа, тој е под огромен притисок. Затоа, вреди да се преземат сите можни мерки за да се продолжи неговиот оперативен период. И вистинското дејство ќе биде навремено здодевно на коленестото вратило, кое ќе игра фундаментална улога. По извршувањето на оваа процедура, сите вратови повторно се совршено мазни и подготвени за следните „работни денови“.
Важно!А автомобилски мотор - единицата е прилично сложена и специфична. Многу возачи и занаетчии целосно го расклопуваат, поправаат и склопуваат, може да се каже со затворени очи. Но, инсталацијата на облоги на коленестото вратило бара дополнителни посебни вештини. Подобро е да се довери оваа работа на искусен чувар. Ова е неопходно за да се избегне недоволна или прекумерна затегнатост, што може да доведе до вртење на облогите.
Како да ги изберете вистинските лежишта на коленестото вратило?
Без оглед на причината за демонтирање на моторот на автомобилот и замена на облогите на коленестото вратило, неговото мелење е неопходно. Новите облоги се монтирани или на ново коленесто вратило или веќе досадно. Дури и ако само еден врат е оштетен, тогаш сите други мора да се подложат на мелење.
 При склопување на моторот на транспортерот, се поставуваат стандардни облоги на коленестото вратило. На пример, за моделите ВАЗ, облогите се произведуваат во четири варијации за поправка. Затоа, ќе биде можно да се дупне коленестото вратило не повеќе од четири пати. За моторите што се инсталирани на GAZ и Moskvich, достапни се петти и шести отвори до 1,25 и 1,50 mm.Димензиите на облогите на коленестото вратило ги определува само оној што го носел коленестото вратило. Во зависност од длабочината на оштетувањето на вратот, мелењето може да оди две големини напред. Облогите се продаваат комплетни за секого, и за главните и за клиновите.
При склопување на моторот на транспортерот, се поставуваат стандардни облоги на коленестото вратило. На пример, за моделите ВАЗ, облогите се произведуваат во четири варијации за поправка. Затоа, ќе биде можно да се дупне коленестото вратило не повеќе од четири пати. За моторите што се инсталирани на GAZ и Moskvich, достапни се петти и шести отвори до 1,25 и 1,50 mm.Димензиите на облогите на коленестото вратило ги определува само оној што го носел коленестото вратило. Во зависност од длабочината на оштетувањето на вратот, мелењето може да оди две големини напред. Облогите се продаваат комплетни за секого, и за главните и за клиновите.
Облогите на коленестото вратило и поврзувачките шипки се најважните делови на секој мотор, и покрај нивната мала големина. Оваа статија, која повеќе е наменета за почетници, ќе наведе детално за овие делови, нивната инсталација, празнините, ударите, кога да ги смените и многу повеќе.
Општо земено, издржливоста на обичните лежишта, наречени облоги, и главната и приклучната шипка, многу зависи од состојбата и празнините помеѓу облогите и деловите што се спојуваат со нив, имено од главните и сврзувачките жлебови на коленестото вратило. Ќе зборуваме за правилните (дозволени) работни празнини на облогите и дневниците на коленестото вратило малку подоцна, но прво ќе разгледаме кои делови како што се главните и поврзувачките шипки се и каква улога играат тие.
Не е тајна дека моторот со внатрешно согорување работи така што согорува гориво во коморите за согорување и ги шири гасовите што се појавуваат при процесот на согорување, кои го туркаат моторот под висок притисок, а тие, пак, туркаат со голема сила.
Па, приклучните шипки со нивните долни отвори (долните глави) се спуштаат и со голема сила го туркаат вратот на коленестото вратило кое има облик на коленесто вратило и коленестото вратило истовремено го претвора клипното движење на клиповите и поврзувачките прачки во ротационо движење на замаецот, кое ја пренесува ротацијата на погонските тркала на автомобилот преку менувачот (мотоцикл, итн.). Лесно е да се погоди дека во овој случај, се појавуваат огромни оптоварувања и триење помеѓу дупките во долните глави на поврзувачките шипки и жлебовите на коленестото вратило.
А тоа се главните и лежиштата за поврзување, кои се обичните лежишта на поврзувачките шипки и вратовите, кои се инсталирани помеѓу дупките во главите на поврзувачката прачка и дневниците на коленестото вратило, и од нив се бара да го намалат триењето и да издржат огромни оптоварувања помеѓу поврзувачката шипка и дневникот на коленестото вратило.
За да се намали триењето, (освен за снабдување со моторно масло под притисок со помош на) облогите на современите мотори имаат облога против триење, а исто така се направени од еластични легури (обично алуминиум) за да издржат тешки товари и да не се рушат.
Дополнително, пластичниот и материјалот против триење на облогите не дозволува брзо трошење на дневниците на коленестото вратило. Облогите постепено сами се истрошуваат, не дозволувајте брзо да се истрошат дневниците на коленестото вратило, бидејќи облогите се помеки од самите површини на вратовите. Се разбира, кога моторот работи на површините на жлебовите на коленестото вратило, филмот за масло создаден од системот за подмачкување не дозволува формирање на гребнатини, лепење (или дури и колапс), но квалитетниот материјал на самите облоги е исто така големо значење.
Облоги се автохтони и поврзувачка прачка.
 Автохтони облоги —
местото на нивното вградување во моторниот блок на посебни места (легла), а местата на нивното вградување и триење со главните жлебови на коленестото вратило кај четирицилиндричните мотори се наоѓаат на пет места (потпори) во долниот дел од блокот на моторот.
Автохтони облоги —
местото на нивното вградување во моторниот блок на посебни места (легла), а местата на нивното вградување и триење со главните жлебови на коленестото вратило кај четирицилиндричните мотори се наоѓаат на пет места (потпори) во долниот дел од блокот на моторот.
Главните лежишта на коленестото вратило обично имаат жлебови и отвори за подобро подмачкување (види слика) и всушност тие се потпори за коленестото вратило кога е поставено во моторниот блок и, се разбира, тие се носачи и лежишта на коленестото вратило кога коленестото вратило се ротира во блокот на моторот.
И, се разбира, главните лежишта се обични лежишта за главните жлебови на коленестото вратило. Општо земено, целото коленесто вратило на моторот се потпира и ротира на главните лежишта, и од ова важноста на овие делови и нивната техничка состојба е сосема јасна.
Лежишта за поврзување нивната локација е јасна од името и секако тие се поставени во долните глави на поврзувачките шипки, а спојните прачки, пак, се монтираат преку лежиштата на поврзувачката прачка на жлебовите на шипката на коленестото вратило.
 Лежиштата за поврзување, по правило, имаат поедноставен уред и се потпори и обични лежишта за долните глави на поврзувачките шипки и дневниците на поврзувачката шипка на коленестото вратило. Преку лежиштата на поврзувачката шипка, големите оптоварувања се пренесуваат од поврзувачките шипки (нивните долни глави) до дневниците на поврзувачката прачка на коленестото вратило. И секако важноста на овие детали е сосема јасна.
Лежиштата за поврзување, по правило, имаат поедноставен уред и се потпори и обични лежишта за долните глави на поврзувачките шипки и дневниците на поврзувачката шипка на коленестото вратило. Преку лежиштата на поврзувачката шипка, големите оптоварувања се пренесуваат од поврзувачките шипки (нивните долни глави) до дневниците на поврзувачката прачка на коленестото вратило. И секако важноста на овие детали е сосема јасна.
Се разбира, по одредено работа на моторот, дури и со најквалитетниот и услужлив систем за подмачкување, и главниот и лежиштата на поврзувачката прачка постепено се истрошуваат и треба да се менуваат (повеќе за замена подоцна). Како по правило, возачот се известува за абењето на облогите со удари и загуби.
Тропањата на поврзувачката шипка и главните истрошени облоги се разликуваат по звук и искусен возач или механичар може лесно да одреди која од облогите чука.
Тропање на главните облогиобично метален, досаден тон. Лесно се открива кога моторот работи во лер со нагло снабдување со гас (нагло зголемување на брзината на коленестото вратило). И фреквенцијата на тропање се зголемува со зголемување на брзината на коленестото вратило.
Тропање на лежиштата за поврзувањепоостар од ударот на главните и исто толку добро се слуша при вртежи на моторот во мирување со нагло снабдување со гас и нагло зголемување на брзината на коленестото вратило. И облогите чиишто поврзувачка прачка се истрошени и чукаат, лесно е да се одредат со исклучување еден по еден или (ако ударот исчезне кога ќе се исклучи цилиндерот, тогаш во овој цилиндар се истрошени облогите на поврзувачката прачка ).
Што се однесува до падот на притисокот на маслото, тоа се случува не само од абењето на облогите, туку и од други причини, на пример, од, или од, добро, или од абење на парење.
Затоа, пред да ги промените облогите, прво треба да се уверите во точната причина за падот на притисокот, можно е облогите на главната и на поврзувачката прачка да не се причина за падот на притисокот на маслото (особено ако работат без бучава и удари) .
Замена на облогите на коленестото вратило со поправки.
Како што споменавме погоре, со зголемување на вкупната километража на моторот, облогите постепено се истрошија, празнините меѓу нив и жлебовите на коленестото вратило се зголемуваат, се појавува бучава (тропање), притисокот на маслото опаѓа и истрошените облоги треба да се заменат со нови. Покрај облогите, постепено се истрошуваат и жлебовите на коленестото вратило, додека е потребно брусење на коленестото вратило и веќе се потребни облоги за поправка, кои имаат дебелина поголема за 0,25 mm.
Веќе пишував за сето ова (како и за мерење и избор на облоги за поправка, мелење вратови и други нијанси) во написот „Мелење на коленестото вратило“. Но, дури и во овој напис, треба да се опишат главните важни точки во врска со облогите на коленестото вратило, и главната и поврзувачката шипка.
За почеток, треба да се каже дека поправките за повеќето автомобили и мотоцикли се произведуваат со зголемена дебелина од 0,25 mm (0,25; 0,5; 0,75; и 1 mm) и тоа овозможува да се направат четири поправки за повеќето мотори. Меѓутоа, во некои случаи, на пример, кога, по невнимателно работење на моторот, се појавуваат лепење, гребење, длабоки гребнатини на дневниците на коленестото вратило, откако ќе ги отстраните овие дефекти со мелење на дневниците, понекогаш треба да ја прескокнете големината на поправката.
Односно, по подлабоко мелење на дневниците на коленестото вратило (за да се ослободат од дефектите на вратовите), неопходно е да се постават облоги за поправка кои не се подебели 0,25 mm, но веќе 0,5 mm подебели.
Или пак се случува обратно, со мала километража на моторот и превентивно одржување на моторот (на пример, замена), некој да одлучи да ги замени обете обвивки, а во нормална состојба на журналот на коленестото вратило, облогите се заменет не со поправки, туку само со нови со стандардна големина.
Сите овие нијанси и големината на облогите на коленестото вратило треба да се утврдат со мерење на жлебовите на коленестото вратило и мерење на работното растојание помеѓу облогите и жлебовите на коленестото вратило. Општо земено, работниот клиренс (кој има одредени дозволени вредности што треба да се следат) е главната почетна точка кога се одлучува што да се прави со моторот (поточно, со коленестото вратило и облогите) за време на поправките.
Затоа, откако ќе го расклопите моторот, првиот чекор е да ги прегледате дневниците на коленестото вратило и да ги измерите, како и да го измерите работното растојание помеѓу облогите и дневниците на коленестото вратило. Но, прво при преглед на вратовите внимаваме на нив да нема гребнатини, траги, траги од лепење.
Следно, користете микрометар за да го измерите дијаметарот на вратот во две дијаметрално спротивни рамнини за да ја идентификувате овалноста на вратот, а ако има овалност што ја надминува толеранцијата, тогаш неопходно е да се елиминира со мелење на вратот ( За толеранциите за овалноста на вратовите ќе пишувам малку пониско).

Овалноста на главните дневници на коленестото вратило може лесно да се идентификува не само со микрометар, туку и со помош на, при поставување на коленестото вратило на две призми (види слика) и скролување со рака.
Општо земено, две призми и индикатор за бирање ви овозможуваат целосно да ја проверите коленестото вратило за истекување, чии толеранции се прикажани на сликата лево и кои не треба да надминуваат:
- главните дневници и површината за седење на коленестото вратило под погонската опрема на пумпата за масло - не повеќе од 0,03 mm.
- површина за слетување на коленестото вратило за замаец - не повеќе од 0,4 mm.
- површина за слетување на коленестото вратило под макарите и површините за триење на рабовите - не повеќе од 0,05 mm.
Сите толеранции опишани погоре се прикажани на слика 1.
 Исто така (како што е споменато погоре), неопходно е да се измерат дијаметрите на жлебовите на коленестото вратило, и главната и приклучната шипка, со помош на микрометар. И ако за време на мерењата се покаже дека абењето на вратовите е повеќе од 0,03 mm (побарајте ја стандардната големина на новите вратови во прирачникот на вашиот мотор), а исто така и ако има гребнатини, ризици, гребнатини на вратот, тогаш вратовите мора да се сомелат до најблиската големина за поправка.
Исто така (како што е споменато погоре), неопходно е да се измерат дијаметрите на жлебовите на коленестото вратило, и главната и приклучната шипка, со помош на микрометар. И ако за време на мерењата се покаже дека абењето на вратовите е повеќе од 0,03 mm (побарајте ја стандардната големина на новите вратови во прирачникот на вашиот мотор), а исто така и ако има гребнатини, ризици, гребнатини на вратот, тогаш вратовите мора да се сомелат до најблиската големина за поправка.
Вратите ги мериме и со микрометар на дијаметрално спротивни места, а доколку при мерењата се покаже дека овалноста на вратовите ја надминува толеранцијата од 0,03 mm, тогаш потребно е да се ослободиме од овалноста на вратовите со мелење на најблиската големина за поправка.
Овалноста и заостреноста на поврзувачката шипка и главните жлебови на коленестото вратило по нивното мелење не треба да надминуваат 0,005 mm. И поместувањето на оските на дневниците на поврзувачката прачка од рамнината што минува низ оските на поврзувачката шипка и главните жлебови по мелењето треба да биде во рамките на ± 0,35 mm. - имајте го ова на ум кога го земате коленестото вратило од мелницата.
За да ги провериме толеранциите опишани погоре за компетентно мелење, повторно го инсталираме коленестото вратило со екстремни главни жлебови на две призми и го поставуваме коленестото вратило така што оската на дневникот на поврзувачката шипка на првиот цилиндар е во хоризонтална рамнина што минува низ оските на главни списанија. После тоа, со индикатор за бирање, го проверуваме вертикалното поместување на дневниците за поврзување на вториот, третиот и четвртиот цилиндри во однос на дневникот за поврзување на првиот цилиндар на моторот.

Главните димензии за поправка на мелење на коленестото вратило ВАЗ 2108-09
Откако ќе ги мелете дневниците на коленестото вратило до најблиската големина за поправка, можете да инсталирате нови облоги за поправка на коленестото вратило. За повеќето мотори, направени се челично-алуминиумски тенкоѕидни облоги. И, по правило, горните облоги (за домашни автомобили ВАЗ со погон на предните тркала) на првиот, вториот, четвртиот и петтиот лежишта имаат жлеб на внатрешната површина, а долните облоги немаат жлебови. И горните и долните облоги на третата потпора немаат жлеб. Па, сите лежишта за поврзување (и горните и долните) немаат жлебови.
Треба да се запомни дека не може да се направи работа за прилагодување на облогите на коленестото вратило. И ако вашите искористени облоги имаат гребнатини, ризици или раслојување на слојот против триење, тогаш секако таквите облоги треба да се заменат со нови.
Работното растојание помеѓу облогите и дневниците на коленестото вратило може да се провери со пресметка по мерењето на деловите со микрометар. Но, многу е полесно да се провери јазот со специјално дизајнирана пластична калибрирана жица (како риболов линија).
Откако ја купивме жицата и ги отстранивме капаците на обичните лежишта, пред да провериме, внимателно ги чистиме работните површини на облогите и дневниците на коленестото вратило и поставивме парче жица помеѓу проверениот врат и поставата. Следно, инсталираме поврзувачка прачка со капа или капа на главниот обичен лежиште (во зависност од тоа кој клиренс на вратот го проверувате), а потоа останува да ги затегнете навртките или завртките на капачињата на лежиштата.
Навртките за завртките за поврзување треба да се затегнат на 51 N m (5,2 kgf m). Па, завртките на капачињата на главните лежишта треба да се затегнат со вртежен момент од 80,4 N m (8,2 kgf m). Ова се податоците за потребниот вртежен момент на затегнување за автомобилите ВАЗ со погон на предните тркала, а за моторите на странски автомобили и други автомобили, треба да ги проверите податоците во прирачникот на одреден (ваш) мотор.
 По затегнување до моментот опишан погоре, капакот повторно се отстранува, зарамнетата жица се отстранува и со помош на специјална вага прикажана на фотографијата 3 лево (вагата е вклучена со жицата), работниот јаз помеѓу поставата и коленестото вратило дневникот е проверен.
По затегнување до моментот опишан погоре, капакот повторно се отстранува, зарамнетата жица се отстранува и со помош на специјална вага прикажана на фотографијата 3 лево (вагата е вклучена со жицата), работниот јаз помеѓу поставата и коленестото вратило дневникот е проверен.
За повеќето мотори со зафатнина не повеќе од 1,5 литри, номиналниот дизајн на работното растојание треба да биде во опсег од 0,02 - 0,07 mm за дневниците на поврзувачката прачка и 0,026 - 0,073 mm за главните дневници на коленестото вратило. Сепак, ве советувам да ги разјасните овие податоци во прирачникот за одреден (ваш) мотор.
Ако јазот е помал од максимално дозволените 0,1 mm за поврзувачката шипка и 0,15 mm за главните жлебови, тогаш овие облоги може повторно да се користат. Доколку работниот јаз измерен со жица е поголем од максимално дозволениот, тогаш облогите на овие вратови може да се постават со стандардни нови. Меѓутоа, ако јазот е повеќе од максимално дозволеното, тогаш ве советувам да го измерите абењето на вратот, можеби е време да ги мелете. Во принцип, секој врат треба прво да се провери за абење и овалност.
Ако дневниците на коленестото вратило се истрошени (толеранциите беа опишани погоре), тогаш тие треба да се мелеат до најблиската големина за поправка и соодветно да се инсталираат нови поправни лежишта со зголемена дебелина.
Секако, пред да ги извадите шипките и капачињата (и шипката и главните), сте означиле каде е кој дел и сега останува да се постават сите делови на нивните места, но со нови облоги (се разбира, старите истрошени облоги се извлекуваат).
Треба да се запомни дека поврзувачките шипки во автомобилските фабрики се обработуваат заедно со затегнатото капаче и затоа е невозможно да се заменат капаците и поврзувачките прачки, а исто така не се препорачува менување на главните капачиња на лежиштата (тие исто така се обработуваат заедно со блокот). Затоа, пред расклопување, ги означуваме сите делови со маркер или таблик и ги поставуваме строго на нивните места за време на склопувањето.

облоги на коленестото вратило - места за инсталација на бравата
Исто така, треба да обрнете внимание дека има засеци на седиштата - таканаречените брави (тие се означени со жолти стрелки на фотографијата лево). Овие вдлабнатини се користат за поставување на бравите на облогите и ви овозможуваат да не правите грешки при монтажата, а исто така го спречуваат вртењето на облогите.
При монтажата, ги подмачкуваме сите дневници на коленестото вратило и новите облоги со ново моторно масло и ги поставуваме на нивните места. Па, останува да ги затегнете сите капачиња на лежиштата со потребниот вртежен момент, со помош и можете да инсталирате други делови од моторот на место (веќе напишав за расклопување и склопување на моторот, на пример).
Па, замената на облогите може јасно да се види на видеото подолу, користејќи го примерот на автомобил Ford Transit.
Се надевам дека овој напис за облоги на коленестото вратило ќе биде корисен за почетниците возачи и мајстори, и ако нешто не му е јасно, тогаш поставувајте прашања во коментарите, со среќа на сите.
Абењето на облогите доведува до намалување на притисокот на маслото во системот за подмачкување на моторот. Ова можеме да го видиме кога го читаме манометарот за притисок на маслото во моторот. Ако приклучната шипка или главните лежишта се истрошени, тие мора да се заменат со нови, бидејќи тоа може да доведе до значително абење на коленестото вратило.
Ако коленестото вратило е оштетено од абење, тогаш мора да се отстрани и да се даде за мелење на машината. Најчестите причини за абење на лежиштата се метални чипови, нечистотија, остатоци, нормално стареење на лежиштата, лошо подмачкување на маслото на системот итн.
Влошките не се обновуваат, едноставно се заменуваат со нови. Можете сами да ги замените облогите доколку имате искуство за поправка на моторот и вистинската алатка за ова.
Облогите се обични лежишта, има два вида од нив, главна и поврзувачка прачка. Тие издржуваат тешки товари за време на работата на моторот. Облогите се направени од калај-алуминиумски легури.

Вметнувањето се состои
челична основа му дава на влошката цврстина и цврсто вклопување во креветот, ја одржува формата на високи температури.
Среден слој
се состои од оловна бронза, наменета за подлога за премачкување против триење, а служи и за спречување на боење на работниот слој на облогата.
Никел долен слој лежи на врвот на средниот слој. Неговата дебелина е 1-2 микрони. Подслојот од никел има антикорозивни карактеристики за да не рѓосува облогата.
Облога против триење - ова е работната површина на поставата, каде што се јавува триење на површините на колената на вратилото и облогите. Овој слој има низок коефициент на триење. Изработен е од легура на олово.

Откривање на абење на лагер
За да го одредите абењето на обвивките на лежиштата со тенкоѕиди, користете месингана плоча за да го проверите клиренсот помеѓу обвивките на лежиштето и дневниците на коленестото вратило. Капакот се отстранува од лежиштето што се тестира и се чисти од маснотии, а на облогата се става месингана плоча подмачкана со масло.
Потоа капакот се става на место и се затегнува до дефект со завртки. Завртките на преостанатите капаци мора да се олабават, коленестото вратило се врти со рачката. Со празнина со нормална големина, вратилото тешко се врти или воопшто не се врти.
Ако вратилото лесно се ротира, тогаш облогите се предмет. замена. По замена на облогите, завртките се затегнуваат со вртежен клуч. Дозволениот јаз помеѓу дневникот на вратилото и лежиштето се обезбедува со избирање на лежиштето според големината на дневникот. Невозможно е да се намали јазот со отсекување на капачињата на лежиштата или со поставување на дихтунзи помеѓу облогите и приклучоците.
Исто така, невозможно е да се зголемат празнините со стругање на облогите; ова може да ја изложи челичната лента на облогата и да го оштети дневникот на коленестото вратило. Конусот и овалноста на дневниците на коленестото вратило, како и присуството на гребнатини и гребнатини на нив над дозволената вредност, се елиминираат со мелење до димензиите за поправка со поставување на облоги со соодветните димензии за поправка.
Знаци на абење на облогите
Влегување на туѓи тела. Странските тела можат да влезат во моторот во повеќето случаи кога го поправаме, а не гледаме кога нешто случајно ќе влезе во картерот на моторот. Ова обично добива нечистотија, песок, остатоци. Нечистотијата брзо ќе се прошири низ моторот и ќе му нанесе голема штета. Честичките од песок ќе се изгребат во сите области на триење на моторот, а моторот може брзо да откаже.
Методи на елиминација.
Ако нечистотијата се навлезе на површината на поставата, има гребење, бодење, потребно е да се исцеди маслото и да се смени. Проверете ги интегритетот на филтрите за масло и воздух. Исплакнете го моторот со течност за испирање за да ги отстраните сите честички од нечистотија.
Корозивно абење
Абразијата од корозија се јавува на задната површина на облогата. Во овој случај, може да има неколку причини.
1 При поправка на моторот, завртките за монтирање беа лабаво затегнати
2 Моторот често работеше со големи брзини
3 Странските тела се наоѓаат на површината на потпирачот на облогите
4 Поставени слушалки со погрешна големина

Методите за решавање проблеми се исто така различни.
1 Затегнете ги завртките со манометриски клуч до потребниот вртежен момент.
2 Обидете се да го зачувате моторот и да не ги цедите последните сокови од него при големи брзини.
3 Секогаш проверувајте ја чистотата на склопот на облогите.
4 Вметнувањата користат соодветна големина.
метален замор
Знаци. Со метален замор, разложеноста на металните честички во средината на поставата, каде што се јавува максималното оптоварување, ќе биде јасно видлива на поставата. Истото ќе се случи и со долготрајна употреба.

Постојат неколку причини.
1 Нерамномерно оптоварување на облогите кога работи моторот.
2 Вметнувањата не ги задоволуваат барањата на производителот (брак).
3 Троете го моторот, неговата нерамномерна работа.
4 Вибрации на моторот.
Метод на елиминација
1 Проверете ја визуелната состојба на влошките.
2 Проверете го коленестото вратило, земете мерења, заменете ги облогите.
3 Елиминирајте ги причините за нерамномерно работење на моторот.
4 Измерете ја компресијата во цилиндрите на моторот.
ПОГЛЕДНЕТЕ ГО ВИДЕОТО