Рис. 49. Развертывание отверстия во втулке
Если постель распределительного вала изношена, то можно воспользоваться восстановленной головкой блока. В этом случае не требуется подготовка седел клапанов.
Проверьте степень износа седла каждого клапана. Небольшой износ поверхности можно исправить конической фрезой с углом 45°. Сильно изношенные седла необходимо перешлифовать. Значения геометрических параметров седел клапанов показаны на рис. 50 и 51. Конструкция седел клапанов в карбюраторных двигателях и двигателях с впрыском топлива одинакова. Следует проследить, чтобы рабочая фаска не была излишне заглублена в тело головки блока. Чтобы убедиться в этом, необходимо произвести следующие действия:
Такие системы рекомендуются для автомобилей, оборудованных так называемыми. Клапанные клапаны и регулировка пластины, которые более сложны, чем винтовая и гидравлическая регулировка. Смазка также рекомендуется для гидравлических клапанов, которые также изнашиваются быстрее под воздействием газа. Их замена довольно дорога. В лучшем случае пользователи имеют винтовой контроль и удобный доступ к нему. Разумеется, при условии, что они помнят об этом, потому что очень часто на таких машинах отрываются и начинаются.
Мы рекомендуем смазку в первую очередь для автомобилей, оборудованных дорогостоящим зазором очков и пластин. Мы также рекомендуем использовать лучшие газовые установки на рынке, которые минимизируют риск дорогостоящих сбоев и в то же время позволяют работать без раздражения. В случае газовой установки пятого поколения дополнительная смазка не требуется, так как эти системы работают очень точно. То же самое можно сказать о правильном качестве и надлежащей заботе.
Вставьте клапан в направляющую втулку, прижав головку клапана к седлу в зоне фаски;
Измерьте расстояние «А» (рис. 52) между концом стержня клапана и верхней привалочной плоскостью (см. рис. 50, 51) головки блока.
Определите допустимую величину заглубления клапана (обозначена как «б» на рис. 50 и 51), исходя из величины измеренного расстояния «А» и того, что минимальное расстояние от конца стержня клапана до верхней привалочной плоскости головки блока составляет 35,8 мм для впускного клапана и 36,1 мм для выпускного.
Действительно ли смазочный материал работает? Да, но он не всегда будет выполнять свою работу. Это зависит от многих факторов, и прежде всего от эффективности газовой системы и автомобиля. Бутылка жидкости составляет около 50 долларов. Расход составляет около 1 мл на литр топлива. Таким образом, двигатель, потребляющий 10 литров бензина на 100 км, будет тратить около 5 мл ружья на этом расстоянии, что будет стоить дополнительно 50 центов. Принимая принцип, что это не повредит и, вероятно, поможет, потому что таким образом вы должны рассматривать это решение, это не высокая стоимость эксплуатации.
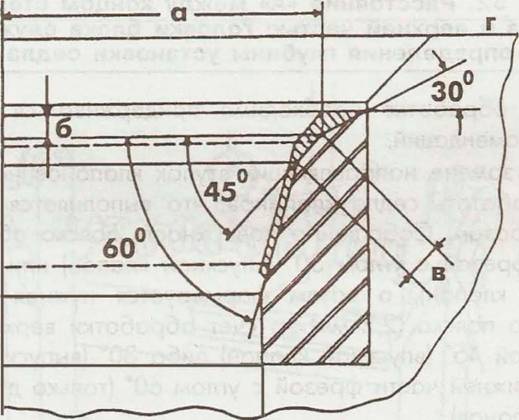
Рис. 50. Геометрические параметры седла впускного клапана:
а=34,8 мм; б - заглубление, в=2,2 мм, ширина рабочей фаски; г - привалочная плоскость головки блока; 45* - угол прилегания; 30* - верхний угол коррекции; 60* - нижний угол коррекции
а=27,8 мм; б - заглубление; в=2,2 мм, ширина рабочей фаски; г - привалочная плоскость головки; 45* - угол прилегания; 30* - верхний угол коррекции
Однако стоимость 50 злотых за 10 тысяч. км может беспокоить чрезвычайно экономичных пользователей. Иногда признается, что иногда признают использование других материалов в седлах клапанов автопроизводителями, которые предлагают заводские газовые установки. Если производители не верят в свои собственные материалы, то мы должны иметь ограниченную уверенность.
Сохраните воду, если это возможно, тщательно промойте, когда это необходимо!
Изменяя стандартное кольцо, установленное в седле клапана, давление потока может быть увеличено позже. Если происходит переполнение, его можно, конечно, уменьшить. Экономия воды с использованием технологий двойного действия Использование в строительстве с несущими конструкциями и кирпичными стенами Простота сборки. На протяжении многих лет самые важные производители керамических горшков снабжали специальную унитаз, которая позволяет сэкономить 4, 5 литра воды для полной очистки. Но поскольку соответствующая технология двойного действия недоступна, использовалась простая система привода.
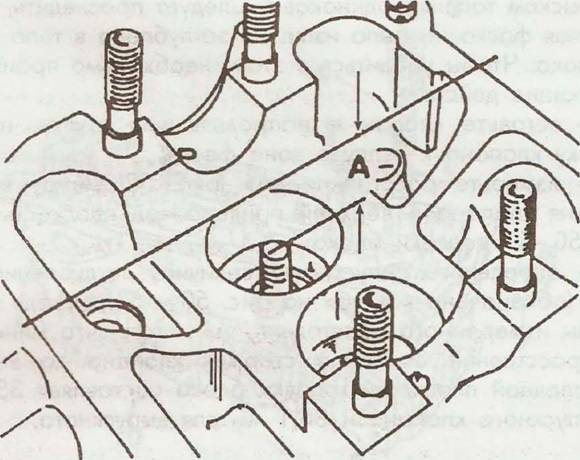
Рис. 52. Расстояние «А» между концом стержняклапана и верхней частью головки блока служит дляопределения глубины установки седла
При обработке необходимо придерживаться следующих рекомендаций.
При замене направляющих втулок клапанов необходимо обработать седла клапанов, что выполняется следующим образом. Собственно поверхность пояска обрабатывается фрезой с углом 30* (впускной клапан) или 45* (выпускной клапан), а затем формируется нужная ширина рабочего пояска (2,2 мм) за счет обработки верхней части фрезой 45* (впускной клапан) либо 30* (выпускной клапан) и нижней части фрезой с углом 60* (только для впускных клапанов).
Вы можете не только уменьшить давление потока, но и увеличить его
В результате на диск всегда требуется 4, 5 литра воды, независимо от уровня «своего бизнеса», а вода, сэкономленная полной очисткой, снова разбрасывается. Давление на стирку можно гибко адаптировать к требованиям любого туалета, независимо от используемого керамического сосуда. Пример: после установки унитаза керамическая чаша не вымывается надлежащим образом. С обычными промывочными клапанами давление промывки можно уменьшить только позже, а не увеличивать. Разумеется, его можно уменьшить в случае чрезмерного потока.
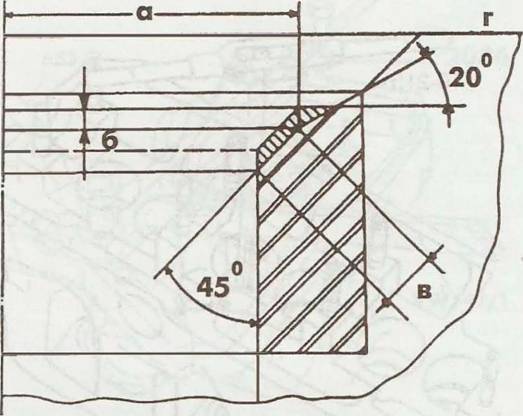
Рис. 51. Геометрические параметры седла выпускного клапана:
После обработки рабочих фасок седел следует притереть к ним клапаны. Для этого покройте поверхность седла притирочной пастой, смешанной с моторным маслом, и вставьте клапан на место, смазав его стержень моторным маслом. Прикрепите к клапану приспособление для притирки и вращайте клапан в обоих направлениях (рис. 53), несильно прижимая клапан к седлу. Работу на начальном этапе можно облегчить, если клапан вращать при помощи дрели. Окончание притирки проводите с использованием лишь чистого моторного масла.
Изменяя кольцо из седла промывочного клапана, давление промывки можно понизить или увеличить. Техническое обслуживание так же просто, как и сборка. Когда клапан заменен, отдельные детали не должны удаляться или отсоединяться. Клапан образует единицу, в которой все части постоянно прикреплены друг к другу.
Бак должен быть открыт только для установки дроссельной заслонки и ввода в эксплуатацию. После стадии строительства: усиленный шланг прикрепляется к заправочному клапану без необходимости в инструментах. Защитная пластина представляет собой компактный блок, состоящий из защиты от брызг, привода и крепежа.
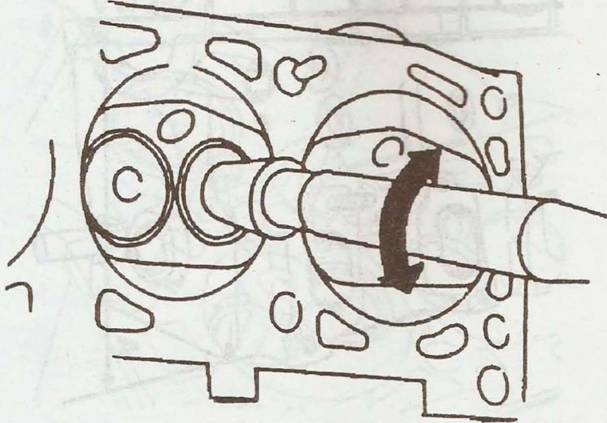
Рис. 53. Притирка клапана к седлу с помощью приспособления
После окончания притирки удалите пасту и очистите все поверхности. Осмотрите рабочие поверхности седла и клапана. На обеих поверхностях должно быть непрерывное матовое кольцо шириной, равной ширине рабочей фаски.
Легкая установка клапанов, несмотря на небольшое смотровое отверстие. Приводные валы можно быстро и точно вставлять с помощью меток выравнивания. Для обслуживания можно снять весь технический блок, включая привод, крышку и монтажную панель. Универсальный клапан для интеллектуальных сервисных техников.
Если бак неисправен, клиент ожидает, что проблема будет решена быстро. Благодаря новому заправочному клапану, установщику не нужно идти на склад или оптовик и может помочь клиенту быстро и грамотно. Звукоизоляция - с технологией, заимствованной из реактивных самолетов.
На рабочей фаске клапана сделайте карандашом несколько меток по кругу примерно через 1 мм. Вставьте клапан во втулку и утопите его в седло. Несильно надавив на клапан, проверните его на 90°.
Выньте клапан и убедитесь, что следы карандаша на рабочем пояске исчезли. Приступите к сборке головки. В противном случае следует продолжить обработку сопрягаемых поверхностей, а в крайнем случае установить новую или реставрированную головку блока цилиндров.
Туалеты без рамы для мытья доминируют на рынке из-за их легкости очистки и повышенной гигиены. Новые образцы и контуры керамических горшков всегда появляются. Как следствие, запросы танков также увеличились, поскольку конструкция рамы влияет на сопротивление стирки и сопротивления потоку. Поэтому иногда звуковые эффекты или ударные шумы можно услышать, когда запорный клапан закрывается.
Для оптимизации уровня шума применялся технический трюк в аэрокосмической промышленности. Сопло для зигзага, похожее на турбину самолета, предназначено для оптимизации выходного потока. Это обеспечивает стабильные условия потока и низкий уровень шума без сильных звуков.
- Клапаны Размеры клапана приведены в таблице 2.2 и показаны на рис. 2.49. Таблица 2.2. Размеры клапана Параметры Впускной клапан Выпускной клапан Диаметр «а» тарелки клапана, мм…
- Проверка осевого зазора распределительного вала показана на рис. 4 23. Допустимый осевой зазор: 0.16 мм. Рис. 4.23. Проверка осевого зазора распределительного вала. Клапаны Размеры клапана приведены…
- Газораспределительный механизм показан на рис. 4.14. Рис. 4.14. Газораспределительный механизм: 1,19 - Упорные шайбы; 2 - Распределительный вал; 3, 32 - Пружинные пальцы; 4, 9, 12,…
- Проверка компрессии 1. Отсоедините разъем от отсечного клапана/клапана начала подачи топлива на топливном насосе. 2. Отсоедините разъем от регулятора количества топлива на топливном насосе. 3. Отсоедините…
Седло - это место, где закрытый клапан (впускной или выпускной) контактирует с головкой блока цилиндров.
Седло выглядит как довольно массивное металлическое кольцо с коническим внутренним профилем. Оно запрессовывается в головку блока цилиндров в месте, где заканчиваются впускные и выпускные каналы. Устанавливают седла по принципу разности температур. Головку блока разогревают, чтобы диаметр каналов слегка увеличился. Сами седла, напротив, охлаждают в емкости с жидким азотом, чтобы диаметр уменьшился. Охлажденное седло затем одевают на оправку и аккуратно, без особых усилий, забивают в посадочное место в ГБЦ.

Внутренняя поверхность седла имеет конический профиль, «заточенный» под максимально плотное прилегание с закрытым клапаном. После установки в двигатель новых седел и/или новых клапанов их необходимо притереть между собой (ССЫЛКА), чтобы плотность прилегания была максимальной.
Классический вариант внутреннего профиля - центральная уплотнительная фаска шириной 1.5-2 миллиметра под углом 45 градусов по отношению к оси, по которой ходит клапан, и две примыкающие с боков фаски под углами 30 и 60 градусов. Впрочем, встречаются и другие, более сложные профили седел.
![]()
Какими свойствами должны обладать седла клапанов?
- Баланс между твердостью и мягкостью материала. Твердость нужна для ресурса, а мягкость - для того, чтобы при контакте с клапаном не деформировать последний.
- Хорошая теплопроводность. Как известно, клапаны работают в очень суровом температурном режиме, нагреваясь до 900 градусов, поэтому седло должно отводить тепло на головку блока.
Классические материалы для седел клапанов - легированный чугун, бронза или жаропрочная сталь, хотя встречается множество разных экзотических вариантов сплавов - медно-никелевый, медно-бериллиевый, хром-кобальтовый и так далее.
Изнашиваясь неравномерно, седла перестают плотно прилегать к тарелкам клапанов. Соответственно, закрытые клапаны начинают пропускать топливо-воздушную смесь наружу на втором такте работы двигателя (ССЫЛКА), когда поршень идет наверх, сжимая ее. Как следствие - снижается компрессия и падает мощность. Кроме того, раскаленные отработавшие газы прорываются сквозь каналы неплотно закрытых впускных клапанов, оставляя нагар, ускоряя коррозию и деформируя их.

Седла клапанов либо протачивают, либо меняют. Протачивая, мастер выравнивает внутреннюю поверхность седла, обеспечивая плотное прилегание клапана. Решаясь на проточку, нужно учитывать две вещи: во-первых, это сложная процедура, требующая фрезерного станка и высокой точности. Во-вторых, в расточенном седле клапан будет сидеть глубже - это немного увеличит камеру сгорания и понизит степень сжатия.
Лучшее решение при износе седла - поменять его на новое путем температурной запрессовки, о котором мы говорили в начале статьи.
Не на всех моторах седла клапанов выполнены в виде колец, которые запрессовываются в головку блока. Например, на моторах Toyota серии ZZ (1ZZ-FE и 2ZZ-GE) вместо колец применено тонкое лазерное напыление металла. Технология позволила улучшить отвод тепла от клапанов через их тарелки и сделать впускные и выпускные каналы большими по диаметру, сохраняя диаметр камеры сгорания относительно небольшим. Минус «напыленных» седел очевиден - полная невозможность их ремонта без применения каких-то обходных технологий.