Для правильного контроля поломанных пружин нужно следовать указаниям соответствующего раздела предыдущей главы.
Направляющие втулки клапанов
Направляющие втулки для впускных и выпускных клапанов изготовлены из чугуна и различаются по внутреннему диаметру, который больше у втулок выпускных клапанов. Кроме того, направляющие втулки выпускных клапанов короче, что позволяет Легко отличить их.
Даже в случае нового прохода правило состоит в том, что оно должно быть отнесено к качеству. Компенсация за это - качество и пространство. Как и в случае с новыми моделями, следующее поколение имеет более чем что-либо отношение к следующему поколению. Его длина увеличилась на 62 мм, 74 мм створки и высотой 10 мм.
Колесная база автомобиля изменилась незначительно, что значительно увеличило выступы. Доминирующим элементом фронта является хромированная радиаторная маска, которая растягивает все горизонтальные линии на дно бампера. Основные огни следуют контурам маски и хоронят глубоко в крыло. Их нижний край с эллиптическим центральным элементом заточен, что дает динамический характер. Тлеющие огни не являются частью основных огней, но удивительно интегрированы в защитную полоску бампера.
Очистить направляющие втулки с помощью тряпки, смоченной в бензине. Стержни клапанов легче всего очищать проволочной щеткой, вставленной в дрель.
Проверить направляющие втулки на износ с помощью контрольного стержня. Если его закрытая сторона входит в отверстие, то нужно заменить направляющую втулку. Выбить направляющую втулку с помощью подходящего стержня. Если еще можно установить направляющие втулки с нормальным размером 1, то их нужно выбить с помощью специального стержня. Если нужно установить втулки ремонтного размера, то необходимо обработать основное отверстие с помощью ручной развертки. Так как новые втулки перед установкой нужно охладить с помощью сухого льда, то для замены втулок лучше обращаться в мастерскую.
Задняя часть автомобиля стильно проста и гладкая. Ободок багаж получил четкую грань, знак регистрации перемещался в центре бампера, и его место было захвачено большим логотипом автомобиля, служащим кривошипом, чтобы войти в багажник. Доминантой могучих весов являются горизонтально расположенные свечи, которые имитируют передние комбинированные свечи и визуально опалесцирующие.
Профиль залива пассата характеризуется массивными выступами и восходящей линией окон загрузки, которые поддерживают динамический вид. Маленькие окна стрелы покинули пространство столбов и стали частью задней двери, что оказало благоприятное влияние на доступ ко второму ряду сидений.
Перед заменой направляющих втулок нужно проверить общее состояние блока цилиндров. После запрессовки нужно развернуть втулки до диаметра 8,00 - 8,015 мм для впускных клапанов или 9,00 - 9,015 мм для выпускных клапанов.
Перед заменой направляющих втулок нужно также заменить клапаны и перешлифовать седла клапанов. После замены нужно отфрезеровать седла клапанов. Если же они выглядят так, что седла уже нельзя больше перешлифовать, то не следует заменять втулки.
Внутреннее пространство, его размер и исполнение - это валюта пассата нового поколения. Улучшение было замечено внутренним не только пространством, но и внешним видом. Путешественники в обоих направлениях имеют достаточно места во всех направлениях, без проблем сидя и очень долго. Увеличение пространства для экипажа не только приведет к увеличению внешних размеров, но и частичному и продолжительному отложению двигателя по сравнению с суб-фронтом в предшественнике.
Учитывая недостающую шестую передачу - это потребление около 8, 2 литра. Как только удары начнутся в городе или смелее на скамье подсудимых, вы выйдете с восьмилитровым напитком. Однако на коротких маршрутах и расслабляющей поездке это хорошо и, по нашим соображениям, динамичный двигатель. В случае интенсивного движения необходимо отказаться от более высоких темпов или получить дизельную версию.
Седла клапанов
Если подшипники распределительного вала разбиты, то можно установить восстановленную головку блока. В этом случае не нужно проводить никаких работ на седлах клапанов.
Проверить все седла клапанов на наличие следов износа или образование зазубрин. Небольшие следы износа можно удалить 45-градусной фрезой. Если седло выработано уже слишком глубоко, то нужно заменить кольца седел клапанов.
Когда мы ускорялись до сотен километров, мы учитывали данные производителя. Дверь заднего крыла можно открыть до 180 градусов после разблокировки и вернуться к рампе. В деталях и некоторых технических решениях чувствуется, что усилия автопроизводителя должны быть очень дорогостоящими и получить минимально возможную цену.
Тем не менее, вы можете пропустить шум автомобиля, когда речь заходит об обращении с задними сиденьями, а также о средней прокладке внутренней части задних дверей. Но тогда есть поворот к одному из чудесных вещей и пространства. Ни у одного из участников не хватает места для сидения и при снятии задних сидений, внутреннего кубического пространства на уровне трех кубических метров.
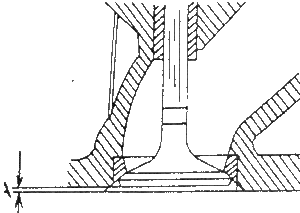
Кольца седел клапанов запрессованы в головку блока цилиндров, и старое кольцо лучше удалить, высверлив его или вывернуть его с помощью приспособления для обработки седел клапанов. При этом нужно обязательно следить за тем, чтобы не повредить головку блока цилиндров. Основное отверстие (D1) нужно измерить и, если нужно, развернуть до следующего ремонтного размера. Разворачивать кольца седел клапанов ремонтных размеров до тех пор, пока не будет достигнуто перекрытие в 0,068 - 0,10 мм. Кольца седел клапанов для впускных клапанов больше по диаметру.
Наклонение задних сидений вперед создает равную опорную поверхность. Тем не менее, для полного снятия сидений он все еще монтируется. Принимая во внимание пространство, полезный вес 618 килограммов кажется довольно низким, потому что он занимает много автомобилей. Возможно, поэтому шасси в не тронутом автомобиле тяжелее.
В пользу двухсторонних раздвижных дверей сзади, стороны испорченного автомобилиста остаются немного флешами. Конечно, двигатель имеет две грани, а в динамической динамике это говорит турбо. Здесь невозможно соблазнить отсутствие власти. Наконец, навигация и мультимедийная система сдвигают Доккера на приятного путешественника. Мы ничего не пропустили в машине, кроме того, как сиденье водителя отрегулировано на высоту сиденья водителя и навигацию на низком уровне.
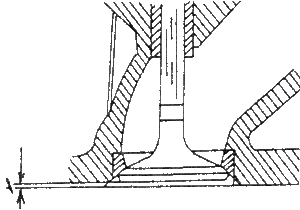
Размеры колец седел клапанов D. Наружный диаметр кольца седла клапана; D1. Внутренний диаметр кольца седла клапана; D2. Посадочное отверстие в головке цилиндров; Н. Высота кольца седла клапана; Т. Расстояние между поверхностью головки и верхней стороной кольца седла клапана. D=40,100-40,084 мм для впускного клапана, 37,100-37,084 мм для впускного клапана; D2=40,000-40,016 мм для впускного клапана, 37,000-37,016 мм для выпускного клапана; Н=6,97-7,00 мм для всех клапанов; Т=2,37-2,25 мм для впускных клапанов, 2,44-2,25 для выпускных клапанов.
Высокие цифры приходят к ним
В дополнение к деловым людям, Доккер может порадовать экономистов и старших активных людей или спортивных клубов. Горло точилок было довольно неровным. Во-первых, это довольно далеко от края автомобиля и вне капота закрытого пространства. Зимой здесь много морозного снега.
Мы часто получаем от читателей вопросы о том, как разрешить новый семейный автомобиль до 300 тысяч крон, и получить пространство. Мы расскажем вам, какие материалы и технологии мы работаем, расскажем о том, как производство происходит на отдельных этапах, и в конечном итоге вы можете быть поражены тем, где вы можете встретить наши клапаны. Здесь начинается история, в отделе обработки. У нас есть в общей сложности 33 машины, начиная от обычных токарных станков и заканчивая 5-осевым обрабатывающим центром.
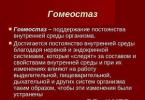
Нагреть головку блока цилиндров в водяной бане примерно до 90°С, а кольцо седла клапана охладить с помощью сухого льда. Вбить кольцо седла клапана подходящим стержнем. Произвести обработку кольца седла клапана с помощью специального приспособления или с помощью шлифовальной машинки. Используя клапан, измерить расстояние (А). Оно должно составлять на новом клапане и новом кольце седла клапана 0,1-0,5 мм. Граница износа составляет 1,0 мм.
Для низкотемпературных применений чаще используется стандартная углеродистая сталь, для тех менее распространенных критически важных применений, где требуется крупный сплав из специальных легированных сталей. По этой причине у нас имеется большое количество возможностей сварки для материалов и их комбинаций.
Мы можем сваривать как криогенные материалы, так и титан и другие. Из-за сварки и из-за особых требований заказчика или требований, вытекающих из кода конструкции, машина должна быть подвергнута нескольким неразрушающим испытаниям. У нас есть все эти экзамены, и мы можем делать их внутренне в соответствии с требованиями, предъявляемыми нашими инженерами по качеству.
После обработки измерить ширину седла клапана. Если она у впускных клапанов не составляет 2,5 мм и у выпускных - 3,5 мм, то необходимо обработать седло вверху 15-градусной фрезой, а внизу - 60-градусной фрезой.
Фрезерные работы нужно закончить, когда седло будет иметь нужную ширину. Обработанные седла клапанов нужно притереть. Для этого смазать поверхность седла клапана шлифовальной пастой и вставить клапан в соответствующее седло. Зажать стержень клапана подходящим способом и вращать клапан туда-сюда. Постепенно проворачивать клапан на четверть оборота и затем снова притирать его. При необходимости добавить шлифовальной пасты.
Следующий процесс включает сборку клапанов, которые изготавливаются вручную в соответствии с производственной и монтажной документацией на основе спецификации, в соответствии со строгими стандартами качества, обеспечивая бесперебойную работу иногда в экстремальных условиях, что снижает эффективность до 050 бар.
В зависимости от требуемого кода разработки рассматриваемое устройство должно быть подвергнуто нескольким функциональным испытаниям для проверки его функциональности. Это в основном испытание под давлением, испытание на герметичность через седло клапана или функциональное испытание. Для идеи испытательное давление настроено на симуляцию реальных условий на электростанции. В большинстве случаев мы говорим о 1, 5-кратном расчетном давлении, которое соответствует глубинному давлению на 5 км ниже уровня океана.
После притирки тщательно очистить все детали от грязи и шлифовальной пасты и проверить прилегание клапана к седлу. На обеих деталях должно быть видно непрерывное матовое кольцо которое дает ширину седла клапана. С помощью карандаша нанести несколько штрихов на кольце тарелки клапана, чтобы расстояние между ними было около 1,0 мм. После этого дать клапану упасть в направляющую и на седло и повернуть клапан на 90°, приложив к нему небольшое усилие.
Наша компания уникальна благодаря технологии криогенных испытаний, где проверенные клапаны охлаждаются жидким азотом. Лаборатория оснащена самыми современными технологиями, в том числе роботом для бесперебойной и безопасной работы. Мы работаем как с обычными, так и с особыми цветами, чтобы выдерживать самые экстремальные погодные условия, не влияя на качество поверхности и требования к коррозии.
Даже островное государство нуждается в надежном электричестве
Предложение включало так называемые самосвальные трубы, устройство, специально разработанное для снижения давления пара до требуемого давления конденсатора. Устройство предназначено для вывода параметров, так что конденсация других технологий происходит без малейшей проблемы.
Вынуть клапан и проверить, удалены ли карандашные штрихи на кольце седла. Если ширина седел клапанов находится в нужных пределах, то можно устанавливать головку. В противном случае доработать седла клапанов или, в крайнем случае, установить реставрированную головку. В этом случае переставить старые детали на новую головку.Клапаны
Для защиты турбин, для подачи технологического пара для опреснительных установок, где морская вода постепенно испаряется для производства питьевой воды. Здесь можно рассмотреть систему с выходными параметрами очень низких давлений и температур. В комплект поставки входят различные приводы, как электрические, так и пневматические, а также гидравлические приводы, включая гидравлические агрегаты и шкафы управления. В целом, мы говорим о поставке 100 единиц специального оборудования. Этот М-блок в Джебель-Али способен производить 530 миллионов литров питьевой воды в день, что соответствует потреблению почти 4 миллионов жителей Чешской Республики.
Из-за использования гидравлических уравнительных элементов для регулировки клапанного зазора концы стержней впускных и выпускных клапанов должны специально проверяться, чтобы поддерживать высокую эффективность их работы.
Небольшие повреждения поверхности тарелки клапана можно устранить притиркой клапанов в седлах в головке блока цилиндров, как описано выше. Если клапаны на уплотняемых поверхностях выглядят небезупречно, то их можно перешлифовать в шлифовальной машинке. У притертого и перешлифованного клапана, который находится в хорошем состоянии, толщина кромки тарелки клапана должна составлять у впускных клапанов 0,5 - 0,7 мм и у выпускных 0,5 - 0,6 мм.
Джебель-Али, опреснительный завод, М-расширение. Эта замена конкурирующих клапанов должна была быть выполнена из-за отсутствия способности предыдущих клапанов обрабатывать эти высокие параметры и потока пара при открытии нижних клапанов. Высокий риск в первую очередь объясняется механической регулировкой зазора клапана. Кроме того, даже если привод имеет гидравлическую компенсацию, он не гарантирует безупречную работу.
Мнения о эффективности и, прежде всего, экономичности использования специальных средств защиты седла клапана разделены, но во многих случаях значительно продлевают срок службы двигателя. Вот наиболее распространенные способы крепления седел клапанов. Это, несомненно, наименее сложная форма крепления седел клапанов, которая не требует дополнительного оборудования, установленного в автомобиле. Более того, такая операция может быть выполнена в любое время.
Клапаны заполнены натрием, как и у других двигателей фирмы Mercedes.
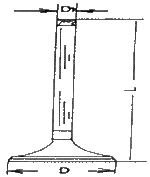 Измерить
клапаны. Размеры должны соответствовать
размерам, приведенным в таблице. Заменить
все клапаны, не удовлетворяющие данному
условию.
Измерить
клапаны. Размеры должны соответствовать
размерам, приведенным в таблице. Заменить
все клапаны, не удовлетворяющие данному
условию.
При приобретении клапанов нужно всегда сообщать, что они используются на дизельном двигателе, и какие клапаны требуются впускные или выпускные. Иногда возможно заменить только впускные клапаны, когда они, к примеру, обгорели по краям.Головка блока цилиндров
Тщательно очистить поверхности головки и блока цилиндров и проверить поверхность головки на деформацию. Для этого приложить линейку к головке и проверить с помощью плоского щупа зазор между линейкой и поверхностью головки в продольном, поперечном и в диагональном направлениях. Если возможно вдвинуть щуп толщиной более 0,1 мм при измерениях в продольном направлении, то следует перешлифовать головку в мастерской. Имеются различные подкладки для минимальной высоты головки цилиндров. Если головка блока измеряется поперек головки, то зазора между линейкой и поверхностью головки быть не должно. Головку можно перешлифовывать, пока высота установки клапана (А) не будет иметь допустимые значения.
Следует также проверить размер выступания предкамеры для впрыска дизельного топлива. Конец предкамеры должен выступать на 7,6 - 8,1 мм. В мастерской корректируют этот размер путем подкладывания уплотнительных колец различной толщины под предкамеру, чтобы она выступала на нужную величину.Распределительный вал
Настоящий раздел описывает только проверки, производимые на распределительном валу.
»
Вложить вал обоими концевыми шейками
в призмы или зажать между концами
токарного станка и установить стрелочный
индикатор на среднюю шейку. »
Медленно вращая вал, следить за показаниями
индикатора. Если они превышают 0,01 мм,
то вал изогнут, и его надо заменить.
»
Медленно вращая вал, следить за показаниями
индикатора. Если они превышают 0,01 мм,
то вал изогнут, и его надо заменить.
При замене клапанов или седел клапанов необходимо выполнить операцию, которую называют прирезкой клапанов. Необходимый для этого инструмент (один и тот же) называют разверткой, зенковкой, зенкером, а иногда шарошкой. Судя по конической форме, это скорее зенковка.Прирезка клапанов это несложная но ответственная операция при ремонте двигателя. А если вам неохота возиться с ремонтом проще продать или купить машину на car.ru .
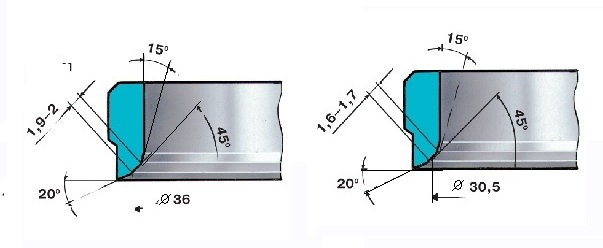
Необходимые углы прирезки есть в каждом руководстве по ремонту. Строго обязательный из них только угол самой фаски для клапана. Для двигателей ВАЗ это 45. Углы, которые должны быть на новых седлах головки блока цилиндров, показаны на этом рисунке.
Минимальный набор зенковок содержит одну зенковку для впускного, одну для выпускного и направляющая. На практике такой набор для ремонта бесполезен.
Понятно, что при доработке седла клапана, размер конической поверхности будет расти и фаска станет больше оптимальной. Поэтому гнезда клапанов, обрабатываемые при ремонте, делают по следующему рисунку.
Чтобы выполнить такую форму седел, нужен набор, в котором шесть зенковок: три для впускного и три для выпускного клапана. Зенковки могут быть цельные из быстрорежущей стали или с пластинами из твердого сплава. В Тольятти можно купить набор из 6 зенковок, с напаяными твердосплавными пластинами за 1300 рублей.
Поверхность фаски на седле клапана должна быть соосна управляющей втулке. Поэтому состав комплекта обязательно входит направляющая. В самом простом случае направляюкщая одновременно является шпинделем для зенковки. Зенковка одевается на направляющую и фиксируется шпонкой или другим способом. Конец направляющей смазывают маслом, вставляют во втулку клапана. При обработке направляющей скользит по втулке. Это не всегда удобно, но допустимо если вам нужно отремонтировать только свой двигателя.
Более сложный вариант, когда направляющая вставляется во втулку и крепится неподвижно. Для вращения фрезы используется отдельная рукоятка. В таком случае направляющие, их еще называют пилот, могут быть под разные диаметры втулок при одинаковом размере фрез. Универсальный импортный набор инструментов включающий несколько зенковок разного размера, вороток и несколько направляющих может стоить до тысячи долларов.
Порядок работы следующий. Сначала зенковкой с углом 45 градусов обрабатывают фаску седла до тех пор пока не получат аккуратную конусную поверхности. При этом надо убрать все дефекты и черноту.Следующей применяют зенковку с углом 75, а затем 20 градусов. В результате фаску с углом 45 градусов нужно уменьшить до ширины один полтора миллиметра.