To properly monitor broken springs, follow the instructions in the corresponding section of the previous chapter.
Valve guides
The intake and exhaust valve guides are made of cast iron and vary in internal diameter, which is larger for the exhaust valve guides. In addition, the exhaust valve guides are shorter, making them easy to distinguish.
Even in the case of a new pass, the rule is that it must be classified as quality. The tradeoff for this is quality and space. As with new models, the next generation has more to do with the next generation than anything else. Its length has increased by 62 mm, the sash is 74 mm and the height is 10 mm.
The car's wheelbase has changed slightly, which has significantly increased the overhangs. The dominant element of the front is the chrome radiator mask, which extends all the horizontal lines to the bottom of the bumper. The main lights follow the contours of the mask and bury deep into the wing. Their lower edge with an elliptical central element is sharpened, giving a dynamic character. The smoldering lights are not part of the main lights, but are surprisingly integrated into the bumper skid strip.
Clean the guide bushings using a rag soaked in gasoline. Valve stems are most easily cleaned with a wire brush inserted into a drill.
Check the guide bushings for wear using a check rod. If its closed side fits into the hole, then the guide sleeve must be replaced. Drive out the guide bushing using a suitable rod. If it is still possible to install guide bushings with normal size 1, then they need to be knocked out using a special rod. If you need to install oversize bushings, you need to machine the main hole using a manual reamer. Since new bushings must be cooled with dry ice before installation, it is best to have the bushings replaced by a workshop.
The rear of the car is stylishly simple and sleek. The luggage rim received a clear edge, the registration sign moved in the center of the bumper, and its place was captured big logo car, serving as a crank to enter the trunk. The powerful scales are dominated by horizontally positioned candles, which imitate the front combination candles and are visually opalescent.
The Tradewind Bay profile is characterized by massive overhangs and an ascending line of loading windows that support a dynamic appearance. The small boom windows have left the pillar space and become part of the rear door, which has a beneficial effect on access to the second row of seats.
Before replacing guide bushings, you need to check general state cylinder block. After pressing, you need to expand the bushings to a diameter of 8.00 - 8.015 mm for intake valves or 9.00 - 9.015 mm for exhaust valves.
Before replacing the guides, you must also replace the valves and regrind the valve seats. After replacement, the valve seats need to be milled. If they look like the seats can no longer be reground, then the bushings should not be replaced.
Interior space, its size and execution are the currency of the new generation Passat. The improvement was noticed not only in the interior space, but also appearance. Travelers in both directions have ample space in all directions, sitting without problems for a very long time. Increasing crew space will not only increase external dimensions, but also partial and prolonged engine deposits compared to the sub-front in the predecessor.
Considering the missing sixth gear, this consumption is about 8.2 liters. Once the punches start in the city or braver in the dock, you'll emerge with an eight-liter drink. However, on short routes and a relaxing ride it is good and, in our opinion, a lively engine. In case of heavy traffic, it is necessary to refuse higher speeds or get diesel version.
Valve seats
If the camshaft bearings are broken, you can install a rebuilt cylinder head. In this case, no work needs to be done on the valve seats.
Check all valve seats for signs of wear or nicks. Small signs of wear can be removed with a 45 degree cutter. If the seat is already worn out too deeply, then the valve seat rings need to be replaced.
When we accelerated to hundreds of kilometers, we took into account the manufacturer's data. The rear fender door can be opened up to 180 degrees once unlocked and return to the ramp. In detail and some technical solutions one feels that the automaker's efforts must be very costly and get the lowest price possible.
However, you may miss the car's noise when it comes to the handling of the rear seats, as well as the middle padding of the interior rear doors. But then there is a turn to one of the wonders of things and space. None of the participants have enough space to sit and when taking off rear seats, internal cubic space at the level of three cubic meters.
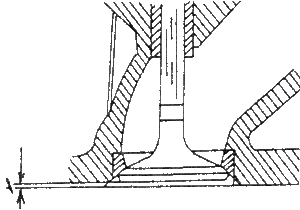
The valve seat rings are pressed into the cylinder head, and it is best to remove the old ring by drilling it out or removing it using a valve seat tool. In this case, you must be careful not to damage the cylinder head. The main hole (D1) must be measured and, if necessary, reamed to the next repair size. Unfold valve seat rings of repair sizes until an overlap of 0.068 - 0.10 mm is achieved. The valve seat rings for the intake valves are larger in diameter.
Tilting the rear seats forward creates an equal seating surface. However, it is still mounted to completely remove the seats. Taking into account the space, the payload weight of 618 kilograms seems quite low because it takes up a lot of cars. This may be why the chassis in an untouched car is heavier.
In favor of two-way sliding doors at the rear, the spoiled motorist's sides remain a bit flush. Of course, the engine has two sides, and when it comes to dynamic performance, it's the turbo that speaks. Here it is impossible to seduce the lack of power. Finally, navigation and multimedia system shift Docker to a pleasant traveler. We didn't miss anything about the car other than the way the driver's seat is adjusted to the driver's seat height and navigation at a low level.
Valve seat ring sizes D. Valve seat ring outer diameter; D1. Valve seat ring inner diameter; D2. Mounting hole in the cylinder head; H. Valve seat ring height; T. Distance between the surface of the head and the top side of the valve seat ring. D=40.100-40.084 mm for inlet valve, 37.100-37.084 mm for inlet valve; D2=40,000-40,016 mm for inlet valve, 37,000-37,016 mm for exhaust valve; H=6.97-7.00 mm for all valves; T=2.37-2.25 mm for intake valves, 2.44-2.25 for exhaust valves.
High numbers are coming to them
In addition to business people, Docker can please economists and senior active people or sports clubs. The throat of the sharpeners was quite uneven. Firstly, it is quite far from the edge of the car and outside the hood of an enclosed space. In winter there is a lot of frosty snow.
We often receive questions from readers about how to resolve new family car up to 300 thousand crowns, and get space. We'll tell you what materials and technologies we work with, walk you through how production occurs at individual stages, and ultimately you may be amazed at where you might find our valves. This is where the story begins, in the processing department. We have a total of 33 machines, ranging from conventional lathes to 5-axis machining center.
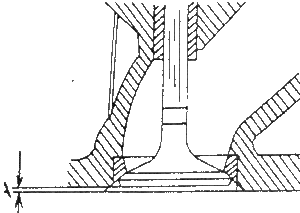
Heat the cylinder head in a water bath to approximately 90°C and cool the valve seat ring with dry ice. Drive the valve seat ring with a suitable rod. Process the valve seat ring using a special tool or a grinding machine. Using the valve, measure distance (A). It should be 0.1-0.5 mm on the new valve and the new valve seat ring. The wear limit is 1.0 mm.
For low temperature applications, standard carbon steel is more often used, for those less common critical applications where a large alloy of special alloy steels is required. For this reason, we have a large number of welding options for materials and their combinations.
We can weld both cryogenic materials and titanium and others. Due to welding and due to special customer requirements or requirements resulting from the design code, the machine must be subjected to several non-destructive tests. We have all these exams and can do them internally as per the requirements given by our quality engineers.
After processing, measure the width of the valve seat. If it is not 2.5 mm for the intake valves and 3.5 mm for the exhaust valves, then it is necessary to process the seat at the top with a 15-degree cutter, and at the bottom with a 60-degree cutter.
Milling work should be completed when the saddle has the desired width. Treated valve seats need to be ground in. To do this, lubricate the surface of the valve seat with grinding paste and insert the valve into the corresponding seat. Clamp the valve stem in a suitable manner and rotate the valve back and forth. Gradually turn the valve a quarter turn and then grind it in again. Add sanding paste if necessary.
The following process involves the assembly of valves, which are handcrafted according to manufacturing and installation documentation based on specifications, in accordance with strict quality standards, ensuring uninterrupted operation sometimes in extreme conditions, which reduces the efficiency to 050 bar.
Depending on the required development code, the device in question must be subjected to several functional tests to verify its functionality. This is mainly a pressure test, a valve seat leak test or a functional test. For the idea, the test pressure is set to simulate real-life conditions in a power plant. In most cases we are talking about 1.5 times the design pressure, which corresponds to deep pressure 5 km below sea level.
After grinding in, thoroughly clean all parts from dirt and grinding paste and check the fit of the valve to the seat. Both parts should show a continuous matte ring that gives the width of the valve seat. Using a pencil, make several strokes on the valve plate ring so that the distance between them is about 1.0 mm. After this, let the valve fall into the guide and onto the seat and rotate the valve 90°, applying a slight force to it.
Our company is unique due to its cryogenic testing technology, where proven valves are cooled with liquid nitrogen. The laboratory is equipped with the most modern technologies, including a robot for uninterrupted and safe work. We work with both regular and specialty colors to withstand the most extreme weather without affecting surface quality and corrosion requirements.
Even an island nation needs reliable electricity
The proposal included so-called dump tubes, a device specifically designed to reduce the steam pressure to the required condenser pressure. The device is designed to output parameters so that condensation of other technologies occurs without the slightest problem.
Remove the valve and check that the pencil marks on the seat ring have been removed. If the width of the valve seats is within the required limits, then the head can be installed. Otherwise, modify the valve seats or, as a last resort, install a restored head. In this case, rearrange the old parts to the new head. Valves
To protect turbines, to supply process steam for desalination plants, where seawater is gradually evaporated to produce drinking water. Here we can consider a system with output parameters very low pressures and temperatures. The scope of delivery includes various drives, both electric and pneumatic, as well as hydraulic drives, including hydraulic units and control cabinets. In total, we are talking about the supply of 100 units of special equipment. This M-block in Jebel Ali is capable of producing 530 million liters of drinking water per day, which corresponds to the consumption of almost 4 million inhabitants of the Czech Republic.
Because of the use of hydraulic equalizers to adjust valve lash, the ends of the intake and exhaust valve stems must be specifically inspected to maintain high performance.
Minor damage to the valve plate surface can be repaired by grinding the valves into the seats in the cylinder head as described above. If the valves on the sealing surfaces do not look perfect, they can be sanded using a grinding machine. For a lapped and ground valve that is in good condition, the thickness of the valve plate edge should be 0.5 - 0.7 mm for intake valves and 0.5 - 0.6 mm for exhaust valves.
Jebel Ali Desalination Plant M-Extension. This replacement of competing valves had to be done due to the previous valves' lack of ability to handle these high parameters and steam flow when the bottom valves opened. The high risk is primarily due to mechanical adjustment valve clearance. In addition, even if the drive is hydraulically compensated, it does not guarantee perfect operation.
Opinions about the effectiveness and, above all, cost-effectiveness of use special means Valve seat protections are separated, but in many cases significantly extend engine life. Here are the most common ways to attach valve seats. This is undoubtedly the least complex form of valve seat mounting and does not require additional equipment installed in the car. Moreover, such an operation can be performed at any time.
The valves are filled with sodium, like other Mercedes engines.
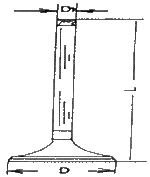 Measure the valves. The dimensions must correspond to the dimensions given in the table. Replace any valves that do not meet this condition.
Measure the valves. The dimensions must correspond to the dimensions given in the table. Replace any valves that do not meet this condition.
When purchasing valves, you should always indicate that they are being used on a diesel engine and whether the valves required are intake or exhaust. Sometimes it is possible to replace only the intake valves when they are, for example, burnt around the edges. Cylinder head
Thoroughly clean the surfaces of the head and cylinder block and check the surface of the head for deformation. To do this, attach a ruler to the head and use a flat feeler gauge to check the gap between the ruler and the surface of the head in the longitudinal, transverse and diagonal directions. If it is possible to push in a probe with a thickness of more than 0.1 mm when measuring in the longitudinal direction, then the head should be ground in a workshop. Various pads are available for minimum height cylinder heads. If the block head is measured across the head, then there should be no gap between the ruler and the surface of the head. The head can be reground until the valve installation height (A) is within acceptable values.
You should also check the size of the diesel injection pre-chamber protrusion. The end of the antechamber should protrude 7.6 - 8.1 mm. The workshop adjusts this size by placing O-rings of varying thicknesses under the antechamber so that it protrudes the desired amount. Camshaft
This section covers only the checks performed on the camshaft.
» Place the shaft with both end journals into the prisms or clamp it between the ends of the lathe and install the dial indicator on the middle journal. 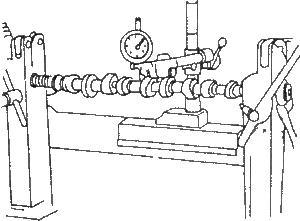 » Rotate the shaft slowly and monitor the indicator readings. If they exceed 0.01 mm, then the shaft is bent and must be replaced.
» Rotate the shaft slowly and monitor the indicator readings. If they exceed 0.01 mm, then the shaft is bent and must be replaced.
When replacing valves or valve seats, an operation called valve trimming must be performed. The tool required for this (one and the same) is called a reamer, countersink, countersink, and sometimes a roller cutter. Judging by the conical shape, it is more like a countersink. Cutting valves is a simple but important operation when repairing an engine. And if you don’t want to bother with repairs, it’s easier to sell or buy a car on car.ru.
The required cutting angles are in every repair manual. Of these, the only strictly required angle is the angle of the chamfer itself for the valve. For VAZ engines it is 45. The angles that should be on the new cylinder head seats are shown in this figure.
The minimum set of countersinks contains one countersink for the inlet, one for the outlet and a guide. In practice, such a repair kit is useless.
It is clear that when the valve seat is modified, the size of the conical surface will increase and the chamfer will become larger than optimal. Therefore, valve seats processed during repairs are made according to the following figure.
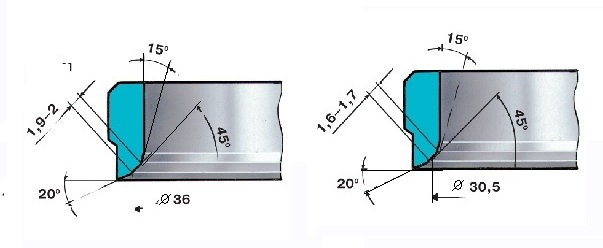
To make this shape of seats, you need a set that contains six countersinks: three for the intake valve and three for the exhaust valve. Countersinks can be solid from high-speed steel or with carbide inserts. In Tolyatti you can buy a set of 6 countersinks, with soldered carbide plates for 1300 rubles.
The chamfer surface on the valve seat must be aligned with the control sleeve. Therefore, the kit must include a guide. In the simplest case, the guide is also a countersink spindle. The countersink is placed on the guide and secured with a key or other method. The end of the guide is lubricated with oil and inserted into the valve bushing. When processing, the guide slides along the bushing. This is not always convenient, but it is acceptable if you only need to repair your engine.
A more complex option is when the guide is inserted into the bushing and fixed motionless. A separate handle is used to rotate the cutter. In this case, the guides, also called pilots, can be for different bushing diameters with the same cutter size. Universal imported tool set including several countersinks different sizes, a knob and several guides can cost up to a thousand dollars.
The operating procedure is as follows. First, use a countersink with an angle of 45 degrees to process the chamfer of the seat until a neat conical surface is obtained. In this case, all defects and blackness must be removed. Next, a countersink is used with an angle of 75, and then 20 degrees. As a result, a chamfer with an angle of 45 degrees must be reduced to a width of one and a half millimeters.



