Oriz. 49. Reaming një vrimë në tufë
Nëse shtrati bosht me gunga i lodhur, mund të përdorni një kokë cilindri të restauruar. Në këtë rast, nuk kërkohet përgatitje e sediljeve të valvulave.
Kontrolloni çdo vend të valvulës për konsum. Konsumimi i vogël i sipërfaqes mund të korrigjohet me një prerës konik 45°. Vendet e konsumuara shumë duhet të rifillojnë. Vlerat e parametrave gjeometrikë të sediljeve të valvulave tregohen në Fig. 50 dhe 51. Projektimi i sediljeve të valvulave në motorët me karburator dhe motorët me injeksion karburanti është i njëjtë. Duhet të sigurohet që korniza e punës të mos futet shumë në trupin e kokës së bllokut. Për t'u siguruar për këtë, duhet të bëni sa më poshtë:
Sisteme të tilla rekomandohen për automjetet e pajisura me të ashtuquajturat. Valvulat e valvulave dhe rregullimi i pllakës, të cilat janë më komplekse se rregullimi i vidave dhe hidraulike. Lubrifikuesi rekomandohet gjithashtu për valvulat hidraulike, të cilat gjithashtu konsumohen më shpejt kur ekspozohen ndaj gazit. Zëvendësimi i tyre është mjaft i shtrenjtë. NË skenari më i mirë Përdoruesit kanë kontroll të vidhave dhe qasje të lehtë në të. Sigurisht, me kusht që ata ta mbajnë mend këtë, sepse shumë shpesh në makina të tilla ata shkëputen dhe fillojnë.
Ne e rekomandojmë lubrifikantin kryesisht për automjetet e pajisura me pika dhe targa të shtrenjta pastrimi. Ne gjithashtu rekomandojmë përdorimin e më të mirëve instalimet e gazit në treg që minimizojnë rrezikun e dështimeve të kushtueshme dhe në të njëjtën kohë ju lejojnë të punoni pa acarim. Në rastin e një instalimi gazi të gjeneratës së pestë, nuk kërkohet lubrifikimi shtesë, pasi këto sisteme funksionojnë me shumë saktësi. E njëjta gjë mund të thuhet për cilësinë e duhur dhe kujdesin e duhur.
Fusni valvulën në mëngën udhëzuese, duke shtypur kokën e valvulës kundër sediljes në zonën e zgavrës;
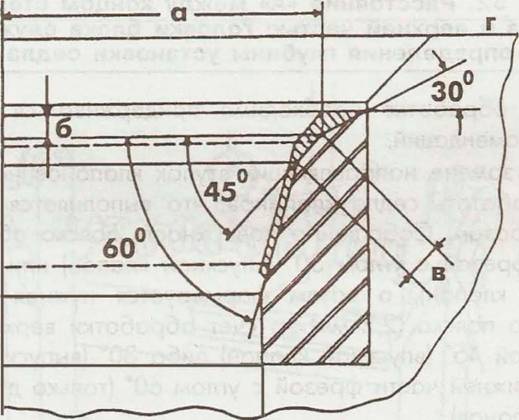
Matni distancën "A" (Fig. 52) midis fundit të shtyllës së valvulës dhe rrafshit të sipërm të çiftëzimit (shih Fig. 50, 51) të kokës së bllokut.
Përcaktoni vlerën e lejuar të thellësisë së valvulës (treguar si "b" në Fig. 50 dhe 51), bazuar në vlerën e distancës së matur "A" dhe faktin që distanca minimale nga fundi i trungut të valvulës deri te çiftëzimi i sipërm rrafshi i kokës së bllokut është 35.8 mm për valvulën e hyrjes dhe 36.1 mm për shkarkimin.
A nuk është ajo lubrifikant punon? Po, por jo gjithmonë do ta bëjë punën e vet. Varet nga shumë faktorë dhe mbi të gjitha nga efikasiteti sistemi i gazit dhe një makinë. Një shishe lëngu kushton rreth 50 dollarë. Konsumi është rreth 1 ml për litër karburant. Kështu, një motor që konsumon 10 litra benzinë për 100 km do të konsumojë rreth 5 ml armë në atë distancë, e cila do të kushtojë 50 cent shtesë. Duke marrë parimin se nuk do të dëmtojë dhe ndoshta do të ndihmojë, sepse kështu duhet ta konsideroni këtë vendim, nuk është një kosto e lartë për të drejtuar.
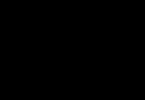
Oriz. 50. Parametrat gjeometrikë sediljet e valvulave të marrjes:
a=34,8 mm; b - thellësia, c = 2.2 mm, gjerësia e zgavrës së punës; g - rrafshi i çiftëzimit të kokës së bllokut; 45* - këndi i kontaktit; 30* - këndi i sipërm i korrigjimit; 60* - këndi i poshtëm korrigjimet
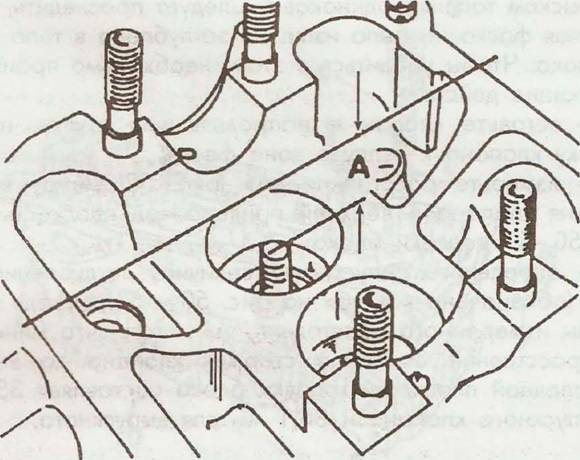
a=27,8 mm; b - thellësia; h=2,2 mm, gjerësia e kames së punës; g - rrafshi i çiftëzimit të kokës; 45* - këndi i kontaktit; 30* - këndi i sipërm i korrigjimit
Sidoqoftë, kostoja është 50 zloty për 10 mijë. km mund të jetë një shqetësim për përdoruesit jashtëzakonisht ekonomik. Përdorimi i materialeve të tjera në sediljet e valvulave nga prodhuesit e automjeteve që ofrojnë instalime gazi në fabrikë ndonjëherë pranohet. Nëse prodhuesit nuk kanë besim në materialet e tyre, atëherë ne duhet të kemi besim të kufizuar.
Kurseni ujë nëse është e mundur, shpëlajeni tërësisht kur është e nevojshme!
Duke ndryshuar unazën standarde të instaluar në sediljen e valvulës, presioni i rrjedhës mund të rritet më vonë. Nëse ndodh tejmbushja, sigurisht që mund të reduktohet. Kursimi i ujit duke përdorur teknologji me veprim të dyfishtë Përdorimi në ndërtim me struktura mbajtëse dhe mure me tulla Lehtë për t'u montuar. Për shumë vite, prodhuesit më të rëndësishëm të tenxhereve qeramike kanë furnizuar një tualet të veçantë që kursen 4,5 litra ujë për pastrim të plotë. Por meqenëse teknologjia e duhur me veprim të dyfishtë nuk është e disponueshme, sistem i thjeshtë makinë.
Oriz. 52. Distanca "A" midis fundit të kërcellit të valvulës dhe majës së kokës së bllokut shërben për të përcaktuar thellësinë e instalimit të sediljes
Gjatë përpunimit, duhet t'i përmbaheni rekomandimeve të mëposhtme.
Kur zëvendësoni udhëzuesit e valvulave, është e nevojshme të përpunohen sediljet e valvulave, gjë që bëhet si më poshtë. Sipërfaqja aktuale e rripit përpunohet me prerës me kënd 30* (valvula e hyrjes) ose 45* (valvula e shkarkimit), dhe më pas formohet gjerësia e kërkuar e rripit të punës (2.2 mm) duke përpunuar pjesën e sipërme me një prestar 45* (valvula e marrjes) ose 30* (valvula e shkarkimit) dhe pjesa e poshtme me një prerës me kënd 60 * (vetëm për valvulat e marrjes).
Ju jo vetëm që mund të zvogëloni presionin e rrjedhës, por edhe ta rrisni atë
Si rezultat, 4,5 litra ujë kërkohen gjithmonë për disk, pavarësisht nga niveli i "biznesit tuaj" dhe uji i kursyer nga pastrimi i plotë shpërndahet përsëri. Presioni i larjes mund të përshtatet në mënyrë fleksibël me kërkesat e çdo tualeti, pavarësisht nga ena qeramike e përdorur. Shembull: Pas instalimit të një tualeti, tasi prej qeramike nuk pastrohet siç duhet. Me valvulat konvencionale të shpëlarjes, presioni i shpëlarjes mund të reduktohet vetëm më vonë sesa të rritet. Sigurisht, mund të reduktohet në rast të rrjedhjes së tepërt.
Oriz. 51. Parametrat gjeometrikë të sediljes së valvulës së shkarkimit:
Pas përpunimit të anëve të punës të sediljeve, valvulat duhet të bluhen në to. Për ta bërë këtë, lyejeni sipërfaqen e sediljes me paste mbështjellëse të përzier me të vaj motori, dhe futeni valvulën në vend, duke lubrifikuar kërcellin e saj me vaj motori. Ngjitni një mjet mbulues në valvul dhe rrotulloni valvulën në të dy drejtimet (Fig. 53), duke e shtypur lehtë valvulën kundër sediljes. Puna në fazën fillestare mund të bëhet më e lehtë nëse valvula rrotullohet duke përdorur një stërvitje. Përfundoni procesin e bluarjes duke përdorur vetëm vaj të pastër motori.
Duke ndryshuar unazën nga sedilja e valvulës së shkarkimit, presioni i shpëlarjes mund të ulet ose rritet. Mirëmbajtja aq e lehtë sa montimi. Kur valvula ndërrohet, pjesët individuale nuk duhet të hiqen ose shkëputen. Valvula formon një njësi në të cilën të gjitha pjesët janë të lidhura përgjithmonë me njëra-tjetrën.
Rezervuari duhet të hapet vetëm për instalim valvula e mbytjes dhe vënien në punë. Pas fazës së ndërtimit: zorra e përforcuar ngjitet në valvulën e mbushjes pa pasur nevojë për mjete. Pllaka e rrëshqitjes është një njësi kompakte e përbërë nga një mbrojtës spërkatës, aktivizues dhe pajisje montimi.
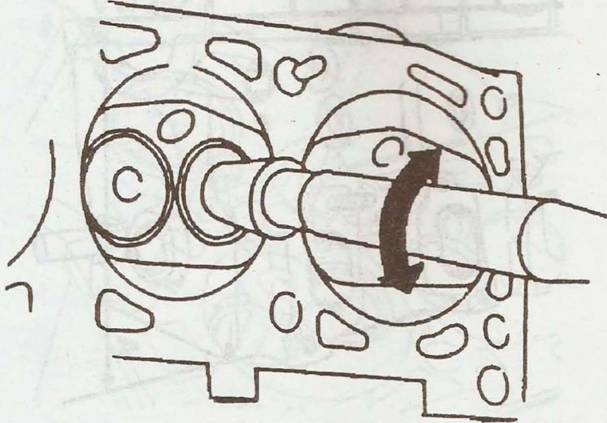
Oriz. 53. Bluarja e valvulës në sedilje duke përdorur një mjet
Pasi të keni përfunduar bluarjen, hiqni pastën dhe pastroni të gjitha sipërfaqet. Inspektoni sipërfaqet e punës të sediljes dhe valvulave. Në të dy sipërfaqet duhet të ketë një unazë të vazhdueshme mat me gjerësi të barabartë me gjerësinë e anës së punës.
Instalim i lehtë i valvulave pavarësisht nga vrima e vogël e inspektimit. Boshte lëvizëse mund të futet shpejt dhe saktë duke përdorur shenjat e shtrirjes. Për mirëmbajtje, mund të hiqni të gjithë bllok teknik duke përfshirë makinën, kapakun dhe pllakën e montimit. Valvula gjithëpërfshirëse për teknikët inteligjentë të shërbimit.
Nëse rezervuari është i gabuar, klienti pret që problemi të zgjidhet shpejt. Falë valvulës së re mbushëse, instaluesi nuk ka nevojë të shkojë në një depo ose shitës me shumicë dhe mund të ndihmojë klientin shpejt dhe me kompetencë. Izolimi i zërit - me teknologji të huazuar nga avionët reaktiv.
Në faqen e punës të valvulës, bëni disa shenja në një rreth me një laps në intervale afërsisht 1 mm. Fusni valvulën në tufa dhe shtypni atë në sedilje. Shtypni lehtë valvulën dhe kthejeni atë 90°.
Hiqeni valvulën dhe sigurohuni që shenjat e lapsit në rripin e punës janë zhdukur. Vazhdoni me montimin e kokës. Përndryshe, duhet të vazhdoni të përpunoni sipërfaqet e çiftëzimit dhe, si mjet i fundit, të instaloni një kokë cilindri të re ose të restauruar.
Tualetet pa korniza dominojnë tregun për shkak të lehtësisë së tyre të pastrimit dhe rritjes së higjienës. Dizenjot dhe skicat e reja të tenxhereve qeramike gjithmonë shfaqen. Si pasojë, kërkesat e rezervuarit janë rritur gjithashtu pasi dizajni i kornizës ndikon në rezistencën e larjes dhe rezistencën e rrjedhjes. Prandaj, ndonjëherë efektet zanore ose zhurmat e ndikimit mund të dëgjohen kur valvula e ndalimit mbyllet.
Një truk i industrisë së hapësirës ajrore u përdor për të optimizuar nivelet e zhurmës. Gryka zigzag, e ngjashme me një turbinë avioni, është projektuar për të optimizuar rrjedhën e daljes. Kjo siguron kushte të qëndrueshme të rrjedhës dhe nivel i ulët zhurmë pa tinguj të fortë.
- Valvulat Dimensionet e valvulave janë dhënë në tabelën 2.2 dhe janë paraqitur në fig. 2.49. Tabela 2.2. Dimensionet e valvulës Parametrat Valvula hyrëse Valvula e shkarkimit Diametri “a” i pllakës së valvulës, mm...
- Kontrollimi i hapësirës boshtore të boshtit me gunga është treguar në Fig. 4 23. Hapësira e lejuar boshtore: 0.16 mm. Oriz. 4.23. Kontrollimi i hapësirës boshtore të boshtit me gunga. Valvulat Dimensionet e valvulave janë dhënë...
- Mekanizmi i shpërndarjes së gazit është paraqitur në Fig. 4.14. Oriz. 4.14. Mekanizmi i shpërndarjes së gazit: 1.19 - Rondele me shtytje; 2 - bosht me gunga; 3, 32 - Gishtat e pranverës; 4, 9, 12,…
- Kontrolli i kompresimit 1. Shkëputni lidhësin nga valvula mbyllëse/valvula e nisjes së karburantit. pompë e karburantit. 2. Shkëputni lidhësin nga rregulluesi i sasisë së karburantit në pompën e karburantit. 3. Shkëputni...
Vendi është vendi ku valvula e mbyllur (hyrja ose shkarkimi) kontakton kokën e cilindrit.
Shalja duket si një unazë metalike mjaft masive me një profil të brendshëm konik. Ai shtypet në kokën e cilindrit në pikën ku futet dhe kanalet e shkarkimit. Vendet janë instaluar sipas parimit të ndryshimit të temperaturës. Koka e bllokut nxehet në mënyrë që diametri i kanaleve të rritet pak. Përkundrazi, vetë sediljet ftohen në një enë me azot të lëngshëm në mënyrë që diametri të ulet. Selia e ftohur më pas vendoset në mandrelë dhe me kujdes, pa shumë përpjekje, futet me çekiç vend në kokën e cilindrit.

Sipërfaqja e brendshme e sediljes ka një profil konik, të “mprehur” për përshtatje sa më të ngushtë me valvulën e mbyllur. Pas instalimit të sediljeve të reja dhe/ose valvulave të reja në motor, ato duhet të tokëzohen së bashku (LINK) për të siguruar mbylljen maksimale.
Versioni klasik i profilit të brendshëm është një zgavër mbyllëse qendrore 1,5-2 milimetra e gjerë në një kënd prej 45 gradë në lidhje me boshtin përgjatë të cilit lëviz valvula, dhe dy kapakë ngjitur me anët në kënde 30 dhe 60 gradë. Megjithatë, ka profile të tjera, më komplekse të shalës.
![]()
Çfarë karakteristikash duhet të kenë sediljet e valvulave?
- Balancimi midis fortësisë dhe butësisë së materialit. Fortësia është e nevojshme për qëndrueshmëri, dhe butësia është e nevojshme në mënyrë që me kontakt me valvulën të mos deformojë këtë të fundit.
- Përçueshmëri e mirë termike. Siç e dini, valvulat funksionojnë në kushte shumë të vështira. kushtet e temperaturës, ngrohja deri në 900 gradë, kështu që sedilja duhet të transferojë nxehtësinë në kokën e bllokut.
Materialet klasike të sediljeve të valvulave janë gize, bronzi ose çeliku rezistent ndaj nxehtësisë, megjithëse ka shumë opsione të ndryshme të lidhjeve ekzotike - bakër-nikel, bakër-beril, krom-kobalt etj.
Duke qenë se ato konsumohen në mënyrë të pabarabartë, sediljet nuk përshtaten më fort në pllakat e valvulave. Përkatësisht, valvola të mbyllura fillojnë të mungojnë përzierje karburant-ajër nga jashtë në goditjen e dytë të motorit (LINK), kur pistoni ngrihet lart, duke e ngjeshur atë. Si rezultat, ngjeshja zvogëlohet dhe fuqia bie. Për më tepër, gazrat e nxehtë të shkarkimit depërtojnë nëpër kanalet e valvulave të marrjes të mbyllura lirshëm, duke lënë depozita karboni, duke përshpejtuar korrozionin dhe duke i deformuar ato.

Vendet e valvulave janë të përpunuara ose të zëvendësuara. Duke bluar, nivelet master sipërfaqe e brendshme sediljet, duke siguruar një përshtatje të ngushtë të valvulës. Kur vendosni të bëni brazdë, duhet të keni parasysh dy gjëra: së pari, kjo është një procedurë komplekse që kërkon një makinë bluarjeje dhe saktësi të lartë. Së dyti, në një vend të mërzitur, valvula do të ulet më thellë - kjo do të zgjerojë pak dhomën e djegies dhe do të ulë raportin e ngjeshjes.
Zgjidhja më e mirë kur një sedilje konsumohet është zëvendësimi i saj me një të re duke shtypur nxehtësinë, për të cilën folëm në fillim të artikullit.
Jo të gjithë motorët kanë sedilje valvulash në formën e unazave që shtypen në kokën e cilindrit. Për shembull, në Motorët Toyota Seritë ZZ (1ZZ-FE dhe 2ZZ-GE) në vend të unazave, përdoret depozitimi i hollë me lazer i metalit. Teknologjia ka përmirësuar shpërndarjen e nxehtësisë nga valvulat përmes mbajtësve të tyre të valvulave dhe i ka bërë portat e marrjes dhe shkarkimit më të mëdha në diametër, duke e mbajtur diametrin e dhomës së djegies relativisht të vogël. Disavantazhi i shalave "të spërkatura" është i dukshëm - pamundësia e plotë e riparimit të tyre pa përdorimin e disa teknologjive të zgjidhjes.