Kompleksiteti
Mjet6 - 12 orë
Mjetet:
Pjesë dhe materiale harxhuese:
- Filter vaji
- Vaj makine
- lecka
Mjetet:
- Sonda e sheshtë
- Kalibrat
- Mikrometër
- Mbytës Loctite 270
Pjesë dhe materiale harxhuese:
- Bulonat e kokës së cilindrit
Shënime:
Sa herë që hiqni kokën e cilindrit, duhet të zëvendësoni bulonat e montimit të saj
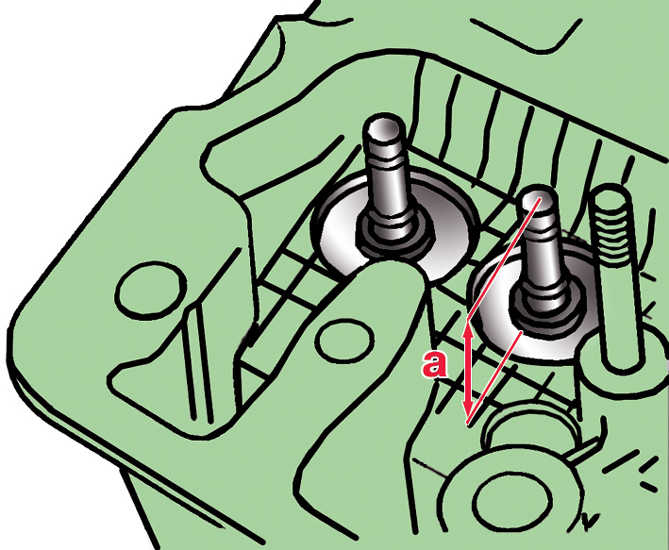
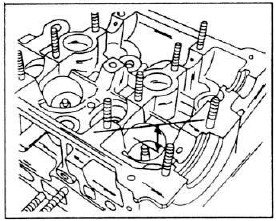
Pjesë të kokës së cilindrit për motorët 1.0 l, 37 kW dhe 1.4 l, 50 kW
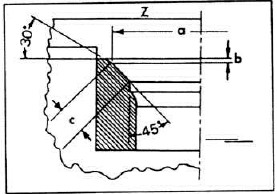
Selia e valvulës

a- diametri i sediljes;
b- maksimale madhësia e lejuar përpunim;
c- gjerësia e kames së punës;
z- rrafshi i poshtëm i kokës së bllokut.
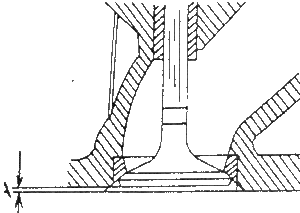
Matja e zgjatjes së valvulës mbi sipërfaqen mbajtëse të sustës në kokën e bllokut të motorit
A- madhësia nga fundi i valvulës deri te sipërfaqja mbështetëse e sustës së valvulës në kokën e bllokut.
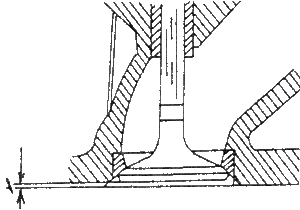
Matja e distancës midis skajit të valvulës dhe rrafshit të sipërm të kokës së bllokut të një motori me naftë 1,9 l, 74 kW

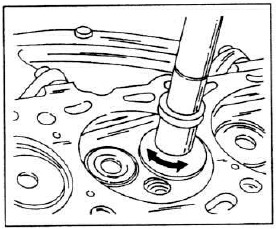
Matja e hendekut midis valvulës dhe mëngës udhëzuese

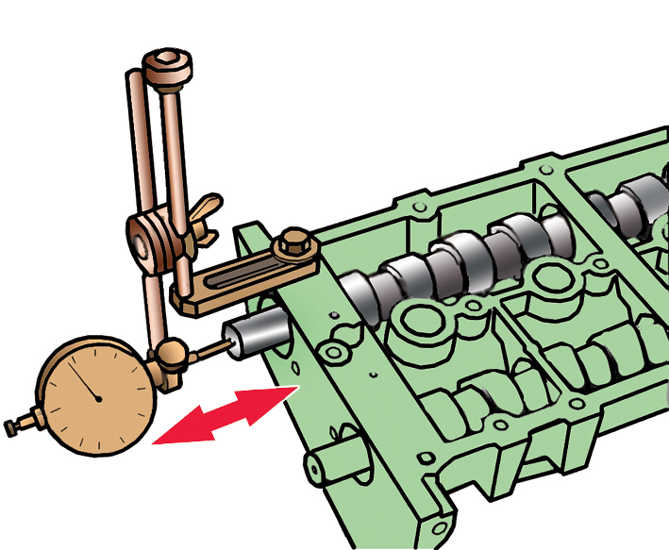
Matja e hapësirës boshtore bosht me gunga
Kontrollimi i rrafshësisë së kokës së cilindrit
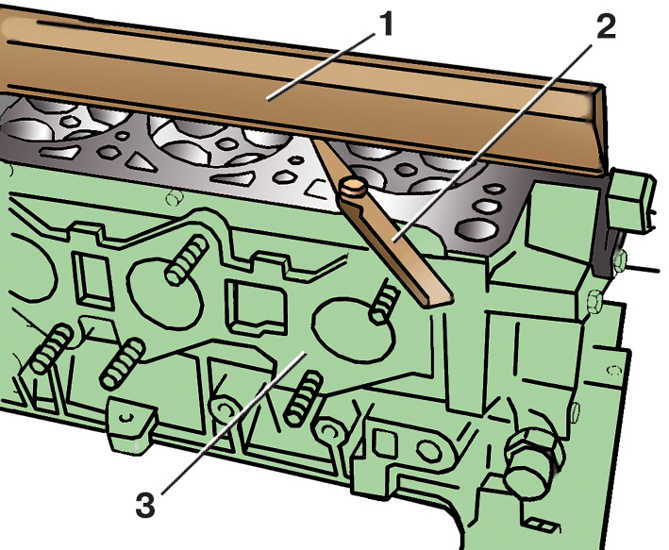
1 - sundimtar;
2 - dipstick;
3 - kokë blloku.
Matja e lartësisë së kokës së cilindrit të një motori 1.4L

Dimensionet e valvulave
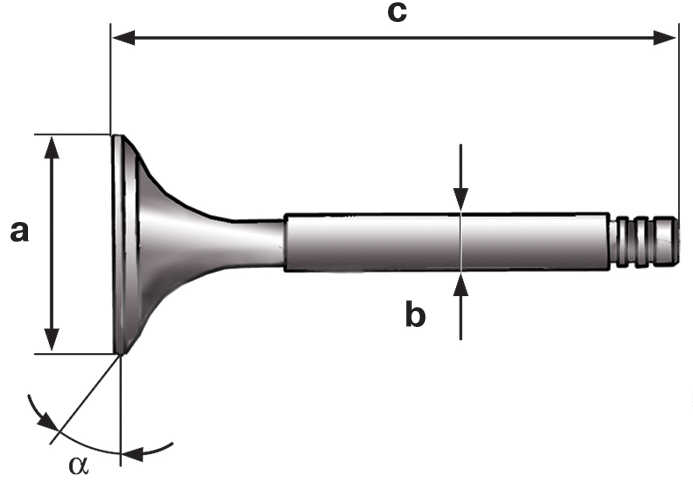
A- diametri i pllakës;
b- diametri i shufrës;
c- gjatësia e valvulës.
Urdhri i ekzekutimit
1. Pas çmontimit, pastroni të gjitha pjesët nga papastërtitë, depozitat e karbonit, vaji, etj.
2. Kontrolloni rrafshimin e sipërfaqes së kokës së cilindrit ngjitur me bllokun e cilindrit. Për ta bërë këtë, vendosni një vizore metalike me buzën e tij në sipërfaqen e kokës, fillimisht në mes përgjatë boshtit të kokës, dhe më pas diagonalisht, dhe përdorni një matës ndijues për të matur hendekun midis rrafshit të kokës dhe vizore, siç tregohet në figurë (shih Fig. Kontrollimi i rrafshësisë së kokës së cilindrit). Jashtëzakonisht pastrimi i lejuar Për motorët me benzinëështë 0,05 mm, për motorët me naftë - 0,1 mm.
3. Nëse hendeku i matur tejkalon maksimumin e lejuar, koka e bllokut duhet të zëvendësohet. Për motorët me benzinë 1.4 l, 55 dhe 74 kW, lejohet bluarja sipërfaqësore, por lartësia "a" e kokës nuk duhet të jetë më e vogël se 108.25 mm (shih Fig. Matja e lartësisë së kokës së cilindrit të një motori 1.4 l) . Nëse, si rezultat i bluarjes, lartësia e kokës zvogëlohet, ajo duhet të zëvendësohet.
Paralajmërim:
Pas bluarjes së kokës së cilindrit, është e nevojshme të bluani sediljet e valvulave në të njëjtën sasi sa është bluar koka për të siguruar që valvulat të qëndrojnë më thellë, përndryshe ato do të godasin pistonët.
4. Për motorët 1.0 l, 37 kW dhe 1.4 l, 50 kW, kontrolloni nëse spina 7 është vendosur mirë (shih Fig. Pjesët e kokës së cilindrit për motorët 1.0 l, 37 kW dhe 1.4 l, 50 kW), nëse jo, zëvendësojeni. Për ta bërë këtë, hiqni spinën e vjetër. Aplikoni Loctite 270 rreth perimetrit të spinës së re dhe shtypeni atë në kokën e cilindrit.
5. Inspektoni kokën: nëse ka të çara ose shenja djegie në dhomat e djegies, koka duhet të zëvendësohet. U motorët me naftëÇarje të vogla midis sediljeve të valvulave lejohen nëse gjerësia e tyre nuk kalon 0,5 mm. Zëvendësoni valvulat me gërvishtje dhe gërvishtje të thella në gamën e punës, me çarje, deformim të shufrës, deformim të pllakës dhe gjurmë djegieje. Shenjat dhe gërvishtjet e cekëta në zgavrën e punës mund të hiqen.
6. Në një punishte të specializuar, kapakët e punës të valvulave me dëmtime që nuk mund të hiqen me mbështjellje mund të bluhen në një makinë speciale. Gjatë bluarjes, është e nevojshme të ruani dimensionet e specifikuara në parametrat e madhësisë së valvulës dhe të treguara në figurë (shih Fig. Dimensionet e valvulave).
7. Kontrolloni gjendjen e sustave të valvulave: zëvendësoni ato të përkulura, të thyera ose të plasaritura.
8. Inspektoni ngritësit hidraulikë të valvulave nëse ka gërvishtje, patate të skuqura ose patate të skuqura në sipërfaqet e tyre të punës. gërvishtje të thella, shenjat e konsumimit të shkallëzuar ose të pabarabartë, zëvendësoni rubinetat.
9. Inspektoni boshtet me gunga, nëse ka shenja konsumimi, gërvishtje, gërvishtje, shenja të thella, etj., boshtet duhet të zëvendësohen.
10. Kontrolloni gjendjen e sediljeve të valvulave. Nuk duhet të ketë shenja konsumimi, vrima, korrozioni, etj. Në krahët e punës të sediljeve Dëmtime të vogla (shenja të vogla, gërvishtje, etj.) mund të hiqen me bluarje në valvula.
11. Në një punishte të specializuar, kapakët e punës të sediljeve me dëmtime që nuk mund të hiqen nga mbështjellja e valvulave mund të bluhen ose bluhen. Në Fig. Parametrat e sediljes së valvulës dhe madhësisë së sediljes së valvulës tregojnë përmasat e sediljeve të motorëve 1,0 l, 37 kW dhe 1,4 l, 50 kW që duhet të mirëmbahen gjatë përpunimit. Së pari ju duhet të llogaritni madhësinë maksimale të lejueshme për përpunimin e shalave.
Për këta motorë, kjo madhësi përcaktohet si më poshtë:
- futni valvulën në kokë dhe shtypeni në sedilje. Duhet të futni valvulën që do të instalohet në këtë vend;
- mat dimensionin “a” (shih Fig. Matja e zgjatjes së valvulës mbi sipërfaqen mbajtëse të sustës në kokën e bllokut të motorit) nga fundi i valvulës deri te sipërfaqja mbështetëse e sustës së valvulës në kokën e bllokut;
- llogaritni madhësinë maksimale të lejueshme të përpunimit të shalës duke përdorur formulën:
"b = a max - a", ku:
- b - madhësia maksimale e lejuar e përpunimit të shalës, mm;
- një zgjatje maksimale - maksimale e lejueshme e valvulës (shih parametrat më poshtë Zgjatja maksimale e lejueshme e valvulës) mbi sipërfaqen mbështetëse të sustës në kokën e bllokut, mm;
- a - madhësia e matur nga fundi i valvulës deri në sipërfaqen mbështetëse të sustës në kokë, mm.
Për shembull, për valvulën e marrjes së një motori 1.0 litërsh, distanca e matur "a" është 42.7 mm, pastaj "b" = 43.1 - 42.7 = 0.4 mm, d.m.th. Thellësia maksimale e përpunimit të sediljes është 0,4 mm.
12. Nëse llogaritja rezulton në "b" të barabartë me 0, matja duhet të përsëritet me një valvul të re; Nëse në këtë rast rezultati është zero, duhet të zëvendësoni kokën.
13.
Për motorët me naftë 1,4 l, 74 kW, distanca "a" (shih Fig. Matja e distancës midis skajit të valvulës dhe rrafshit të sipërm të kokës së bllokut të një motori me naftë 1,9 l, 74 kW) nga fundi i valvulës në rrafshin e sipërm e kokës së bllokut përcaktohet si më poshtë:
- futni valvulën në kokën e bllokut dhe shtypeni në sediljen. Duhet të futni valvulën që do të instalohet në këtë vend;
- masë madhësinë "a";
- llogarit madhësia maksimale përpunimi i shalëve sipas formulës: "b = a - a min",
Ku:
- b - madhësia maksimale e përpunimit të sediljeve, mm;
- a - madhësia e matur, mm;
- një min është madhësia maksimale e lejuar nga fundi i valvulës deri në rrafshin e sipërm të kokës së bllokut.
14. Madhësia maksimale e lejuar është 43.4 mm për valvulën e marrjes dhe 43.2 mm për valvulën e shkarkimit.
15. Për shembull, për valvulën e marrjes distanca e matur "a" është 44.1 mm, pastaj "b" = 44.1 - 43.4 = 0.7 mm, d.m.th. Thellësia maksimale e përpunimit të sediljes është 0,7 mm.
16. Nëse llogaritja rezulton në "b" të barabartë me zero, përsërisni matjen me një valvul të re; nëse në këtë rast rezultati është zero, ju duhet të zëvendësoni kokën e bllokut.
17.
Kontrolloni hapësirat ndërmjet udhëzuesve të valvulave dhe valvulave si më poshtë:
- futni valvulën në tufa udhëzuese në mënyrë që fundi i shufrës së saj të jetë në të njëjtin nivel me fundin e mbështjellësit. Ju duhet të futni valvulën që do të instalohet në këtë mëngë;
- sigurojeni treguesin në mënyrë që këmba e tij të mbështetet në pllakën e valvulës, siç tregohet në Fig. Matja e hendekut midis valvulës dhe mëngës udhëzuese. Shtypni valvulën drejt treguesit derisa të ndalojë dhe vendoseni treguesin në zero në këtë pozicion. Pastaj zhvendoseni valvulën në anën e kundërt gjatë gjithë rrugës dhe përdorni treguesin për të përcaktuar sasinë e lëvizjes së valvulës. Lëvizja maksimale e lejuar e valvulës për motorët me benzinë është 0,5 mm për valvulën e marrjes dhe 0,6 mm për valvulën e shkarkimit; për motorët me naftë - 1.3 mm për marrjen dhe valvulat e shkarkimit. Nëse vlera e matur tejkalon dimensionet e specifikuara, matja duhet të përsëritet me një valvul të ri; nëse e kalon përsëri, zëvendësoni kokën e cilindrit.
18.
Kontrolloni hapësirën e fundit të boshtit me gunga. Për ta bërë këtë, për motorët me benzinë 1.4 l, 55 dhe 74 kW:
- vendosni boshtet me gunga 27 (shih Fig. Pjesët e kokës së cilindrit të motorëve 1.4 l, 55 dhe 74 kW) në kushinetën 5 dhe instaloni kapakët e pasmë 7 dhe 11, duke shtrënguar bulonat 8 të fiksimit të tyre me një çift rrotullues prej 10 Nm;
- sigurojeni treguesin në mënyrë që këmba e tij të mbështetet në fund të boshtit me gunga, siç tregohet në Fig. Matja e hapësirës boshtore të boshtit me gunga.
Lëvizni bosht me gunga drejt treguesit derisa të ndalet dhe në këtë pozicion vendoseni treguesin në zero. Pastaj lëvizni boshtin me gunga në drejtim të kundërt derisa të ndalojë - treguesi do të tregojë sasinë e hapësirës boshtore.
19. Në të njëjtën mënyrë, matni hapësirën boshtore të boshtit tjetër me gunga. Hapësira boshtore e motorëve me naftë matet në mënyrë të ngjashme, por boshti i tyre me gunga është i instaluar në kokën e cilindrit (me ngritësit e valvulave të hequra) dhe është i siguruar me kapakët e kushinetëve të parë, të tretë dhe të pestë. Hapësira boshtore për të gjithë motorët nuk duhet të kalojë 0,15 mm.
Dimensionet e valvulave (valvula hyrëse / shkarkimi), mm
- Diametri i pllakës "a" - 34.0 / 27.0
- Gjatësia e valvulës "c" - 104.0 / 104.0
- Diametri i pllakës "a" - 34.0 / 30.0
- Diametri i shufrës "b" - 7.0 / 7.0
- Gjatësia e valvulës "c" - 101.0 / 101.0
Motorë benzine 1.4 l, 55 dhe 74 kW
- Diametri i pllakës "a" - 29.5 / 26.0
- Diametri i shufrës "b" - 5.973 / 5.953
- Gjatësia e valvulës "c" - 100.9 / 100.5
Motor dizel 1.9 l, 74 kW
- Diametri i pllakës "a" - 35,95 / 31,45
- Diametri i shufrës "b" - 6.980 / 6.956
- Gjatësia e valvulës "c" - 89,95 / 89,95
Dimensionet e sediljes së valvulës (valvula hyrëse/shkarkimi), mm
Motor benzine 1.0 l, 37 kW
- Diametri i sediljes së valvulës - 33,4 ± 0,1 / 26,4 ± 0,1
- Gjerësia e zgavrës së punës - 1.3 - 1.6 / 1.3 - 1.6
Motor benzine 1.4 l, 50 kW
- Diametri i sediljes së valvulës - 32,9 ± 0,1 / 29,6 ± 0,1
- Gjerësia e zgavrës së punës - 1,45 - 1,75 / 1,65 - 1,95
Zgjatja maksimale e lejueshme e valvulës (valvula e hyrjes / shkarkimit), mm
Motor benzine 1.0 l, 37 kW - 43.1 / 43.0
Motor benzine 1.4 l, 50 kW - 42.7 / 42.8
Artikulli mungon:
- Foto e instrumentit
- Foto të pjesëve dhe materialeve harxhuese
- Foto me cilësi të lartë të riparimeve
Kur ndërroni valvulat ose sediljet e valvulave, duhet të kryhet një operacion i quajtur shkurtimi i valvulave. Mjeti i kërkuar për këtë (një dhe i njëjti) quhet reamer, countersink, countersink, dhe nganjëherë një prerës rul. Duke gjykuar nga forma konike, ka më shumë të ngjarë që valvulat e prerjes të jenë një operacion i thjeshtë por i rëndësishëm kur riparoni një motor. Dhe nëse nuk doni të shqetësoheni me riparime, është më e lehtë të shesësh ose të blesh një makinë në car.ru.
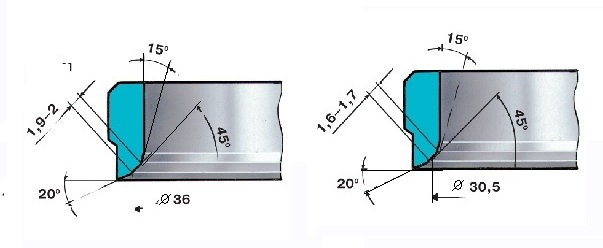
Këndet e kërkuara të prerjes janë në çdo manual riparimi. Nga këto, këndi i vetëm i kërkuar rreptësisht është këndi i vetë anës së valvulës. Për motorët VAZ është 45. Këndet që duhet të jenë në sediljet e reja të kokës së cilindrit janë paraqitur në këtë figurë.
Kompleti minimal i kundërmbytësve përmban një banak për hyrjen, një për daljen dhe një udhëzues. Në praktikë, një komplet i tillë riparimi është i padobishëm.
Është e qartë se kur sedilja e valvulës modifikohet, madhësia e sipërfaqes konike do të rritet dhe zgavra do të bëhet më e madhe se optimale. Prandaj, sediljet e valvulave të përpunuara gjatë riparimeve bëhen sipas figurës së mëposhtme.
Për të bërë këtë formë të sediljeve, ju nevojitet një grup që përmban gjashtë mburoja: tre për valvulën e marrjes dhe tre për valvulën e shkarkimit. Kundërlavaja mund të jetë e fortë nga çeliku me shpejtësi të lartë ose me futje karabit. Në Tolyatti mund të blini një grup prej 6 mburojash, me pllaka karabit të bashkuar për 1300 rubla.
Sipërfaqja e zgavrës në sediljen e valvulës duhet të jetë në linjë me mëngën e kontrollit. Prandaj, kompleti duhet të përfshijë një udhëzues. Në rastin më të thjeshtë, udhëzuesi është gjithashtu një bosht kundërsink. Kundërlavamani vendoset në udhëzues dhe sigurohet me një çelës ose metodë tjetër. Fundi i udhëzuesit lubrifikohet me vaj dhe futet në tufën e valvulës. Gjatë përpunimit, udhëzuesi rrëshqet përgjatë tufave. Kjo nuk është gjithmonë e përshtatshme, por është e pranueshme nëse ju duhet vetëm të riparoni motorin tuaj.
Një opsion më kompleks është kur udhëzuesi futet në tufa dhe fiksohet pa lëvizje. Një dorezë e veçantë përdoret për të rrotulluar prestarin. Në këtë rast, udhëzuesit, të quajtur edhe pilotë, mund të jenë për diametra të ndryshëm të tufave me të njëjtën madhësi prerëse. Komplet mjetesh të importuara universale duke përfshirë disa kundërmbytës madhësive të ndryshme, një pullë dhe disa udhërrëfyes mund të kushtojnë deri në një mijë dollarë.
Procedura e funksionimit është si më poshtë. Së pari, përdorni një banak me një kënd prej 45 gradë për të përpunuar kthesën e sediljes derisa të merret një sipërfaqe e pastër konike. Në këtë rast, është e nevojshme të hiqni të gjitha defektet dhe errësirën Tjetra, përdorni një kontrabandë me një kënd prej 75, dhe më pas 20 gradë. Si rezultat, një kthesë me një kënd prej 45 gradë duhet të reduktohet në një gjerësi prej një milimetra e gjysmë.
Për të monitoruar siç duhet sustat e thyera, ndiqni udhëzimet në seksionin përkatës të kapitullit të mëparshëm.
Udhëzuesit e valvulave
Udhëzuesit e valvulave të marrjes dhe shkarkimit janë prej gize dhe ndryshojnë në diametrin e brendshëm, i cili është më i madh për udhëzuesit e valvulave të shkarkimit. Përveç kësaj, udhëzuesit e valvulave të shkarkimit janë më të shkurtër, duke i bërë ato të lehta për t'u dalluar.
Pastroni tufat udhëzuese duke përdorur një leckë të njomur me benzinë. Rrjedhat e valvulave pastrohen më lehtë me një furçë teli të futur në një stërvitje.
Kontrolloni për veshjen e tufave udhëzuese duke përdorur një shufër provë. Nëse ana e saj e mbyllur futet në vrimë, atëherë mëngja udhëzuese duhet të zëvendësohet. Nxirrni tufën udhëzuese duke përdorur një shufër të përshtatshme. Nëse është ende e mundur të instaloni tufa udhëzuese me madhësi normale 1, atëherë ato duhet të rrëzohen duke përdorur një shufër të veçantë. Nëse keni nevojë të instaloni tufa të mëdha, duhet të përpunoni vrimën kryesore duke përdorur një shpues manual. Meqenëse tufat e reja duhet të ftohen me akull të thatë përpara instalimit, është mirë që tufat të zëvendësohen nga një punishte.
Para se të zëvendësoni tufat udhëzuese, duhet të kontrolloni gjendjen e përgjithshme bllok cilindri. Pas shtypjes, ju duhet të zgjeroni tufat në një diametër prej 8,00 - 8,015 mm për valvulat e marrjes ose 9,00 - 9,015 mm për valvulat e shkarkimit.
Përpara se të zëvendësoni udhëzuesit, duhet gjithashtu të zëvendësoni valvulat dhe të grini përsëri sediljet e valvulave. Pas zëvendësimit, sediljet e valvulave duhet të bluhen. Nëse ato duken sikur sediljet nuk mund të rimbushen më, atëherë tufat nuk duhet të zëvendësohen.
Vendet e valvulave
Nëse kushinetat e boshtit me gunga janë thyer, mund të instaloni një kokë cilindri të rindërtuar. Në këtë rast, nuk duhet të punohet në sediljet e valvulave.
Kontrolloni të gjitha sediljet e valvulave për shenja konsumimi ose prerje. Shenjat e vogla të konsumimit mund të hiqen me një prestar 45 gradë. Nëse sedilja tashmë është konsumuar shumë thellë, atëherë unazat e sediljes së valvulës duhet të zëvendësohen.
Unazat e sediljes së valvulës shtypen në kokën e cilindrit dhe është më mirë të hiqni unazën e vjetër duke e shpuar ose duke e hequr duke përdorur një mjet ndenjëseje valvulash. Në këtë rast, duhet të keni kujdes që të mos dëmtoni kokën e cilindrit. Vrima kryesore (D1) duhet të matet dhe, nëse është e nevojshme, të rregullohet në madhësinë tjetër të riparimit. Shpalosni unazat e sediljeve të valvulave të madhësive të riparimit derisa të arrihet një mbivendosje prej 0,068 - 0,10 mm. Unazat e sediljes së valvulave për valvulat e marrjes janë më të mëdha në diametër.
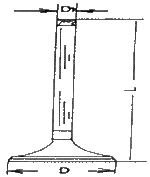
Madhësitë e unazave të sediljes së valvulave D. Diametri i jashtëm i unazës së sediljes së valvulës; D1. Diametri i brendshëm i unazës së sediljes së valvulës; D2. Vrima e montimit në kokën e cilindrit; H. Lartësia e unazës së sediljes së valvulës; T. Distanca midis sipërfaqes së kokës dhe anës së sipërme të unazës së sediljes së valvulës. D=40.100-40.084 mm për valvulën hyrëse, 37.100-37.084 mm për valvulën hyrëse; D2=40,000-40,016 mm për valvulën e marrjes, 37,000-37,016 mm për valvulën e shkarkimit; H=6,97-7,00 mm për të gjitha valvulat; T=2,37-2,25 mm për valvulat e marrjes, 2,44-2,25 për valvulat e shkarkimit.
Ngrohni kokën e cilindrit në një banjë uji në rreth 90°C dhe ftohni unazën e sediljes së valvulës me akull të thatë. Lëvizni unazën e sediljes së valvulës me një shufër të përshtatshme. Përpunoni unazën e sediljes së valvulës duke përdorur një mjet të veçantë ose një makinë bluarëse. Duke përdorur valvulën, matni distancën (A). Duhet të jetë 0,1-0,5 mm në valvulën e re dhe në unazën e re të sediljes së valvulës. Kufiri i konsumit është 1.0 mm.
Pas përpunimit, matni gjerësinë e sediljes së valvulës. Nëse nuk është 2,5 mm për valvulat e marrjes dhe 3,5 mm për valvulat e shkarkimit, atëherë është e nevojshme të përpunoni sediljen në krye me një prerës 15 gradë, dhe në fund me një prerës 60 gradë.
Puna e bluarjes duhet të përfundojë kur shala të ketë gjerësinë e dëshiruar. Vendet e valvulave të trajtuara duhet të bluhen. Për ta bërë këtë, lubrifikoni sipërfaqen e sediljes së valvulës me paste bluarëse dhe futeni valvulën në sediljen përkatëse. Mbërtheni kërcellin e valvulës në mënyrë të përshtatshme dhe rrotulloni valvulën përpara dhe mbrapa. Kthejeni gradualisht valvulën një çerek rrotullimi dhe më pas bluajeni përsëri. Nëse është e nevojshme, shtoni paste lëmuese.
Pas bluarjes, pastroni plotësisht të gjitha pjesët nga papastërtia dhe pasta bluarëse dhe kontrolloni përshtatjen e valvulës me sediljen. Të dyja pjesët duhet të tregojnë një unazë të vazhdueshme mat që jep gjerësinë e sediljes së valvulës. Duke përdorur një laps, bëni disa goditje në unazën e pllakës së valvulës në mënyrë që distanca midis tyre të jetë rreth 1.0 mm. Pas kësaj, lëreni valvulën të bjerë në udhëzues dhe mbi sedilje dhe rrotullojeni valvulën 90°, duke ushtruar një forcë të lehtë mbi të.
Hiqeni valvulën dhe kontrolloni që shenjat e lapsit në unazën e sediljes janë hequr. Nëse gjerësia e sediljeve të valvulave është brenda kufijve të kërkuar, atëherë koka mund të instalohet. Përndryshe, modifikoni sediljet e valvulave ose, brenda si mjet i fundit, instaloni kokën e rivendosur. Në këtë rast, riorganizoni pjesët e vjetra në kokën e re. Valvulat
Për shkak të përdorimit të barazuesve hidraulikë për të rregulluar qerpikët e valvulave, skajet e shtyllave të valvulave të marrjes dhe shkarkimit duhet të inspektohen në mënyrë specifike për të ruajtur performancën e lartë.
Dëmtime të vogla në sipërfaqen e pllakës së valvulës mund të riparohen duke bluar valvulat në sediljet në kokën e cilindrit siç përshkruhet më sipër. Nëse valvulat në sipërfaqet e mbylljes nuk duken të përsosura, ato mund të lyhen me rërë duke përdorur një makinë bluarëse. Për një valvul të mbyllur dhe tokëzuar që është në gjendje të mirë, trashësia e skajit të pllakës së valvulës duhet të jetë 0,5 - 0,7 mm për valvulat e marrjes dhe 0,5 - 0,6 mm për valvulat e shkarkimit.
Valvulat janë të mbushura me natrium, si motorët e tjerë Mercedes.
 Matni valvulat. Dimensionet duhet të korrespondojnë me dimensionet e dhëna në tabelë. Zëvendësoni të gjitha valvulat që nuk e plotësojnë këtë kusht.
Matni valvulat. Dimensionet duhet të korrespondojnë me dimensionet e dhëna në tabelë. Zëvendësoni të gjitha valvulat që nuk e plotësojnë këtë kusht.
Kur blini valvola, duhet të tregoni gjithmonë se ato përdoren në një motor nafte dhe nëse valvulat e kërkuara janë marrje ose shkarkim. Ndonjëherë është e mundur të zëvendësohen vetëm valvulat e marrjes kur ato, për shembull, digjen rreth skajeve. Koke cilindrike
Pastroni tërësisht sipërfaqet e kokës dhe bllokut të cilindrit dhe kontrolloni sipërfaqen e kokës për deformim. Për ta bërë këtë, lidhni një vizore në kokë dhe përdorni një matës të sheshtë për të kontrolluar hendekun midis sundimtarit dhe sipërfaqes së kokës në drejtimet gjatësore, tërthore dhe diagonale. Nëse është e mundur të futni një sondë me trashësi më shumë se 0,1 mm gjatë matjes në drejtimin gjatësor, atëherë koka duhet të bluhet në një punishte. Pads të ndryshme janë në dispozicion për lartësi minimale kokat e cilindrave. Nëse koka e bllokut matet në të gjithë kokën, atëherë nuk duhet të ketë hendek midis sundimtarit dhe sipërfaqes së kokës. Koka mund të rilyhet derisa lartësia e instalimit të valvulës (A) të jetë brenda vlerave të pranueshme.
Ju gjithashtu duhet të kontrolloni madhësinë e zgjatjes së paradhomës së injektimit të naftës. Fundi i paradhomës duhet të zgjatet 7.6 - 8.1 mm. Punëtoria e rregullon këtë madhësi duke vendosur unaza O me trashësi të ndryshme nën paradhomën në mënyrë që ajo të dalë në sasinë e dëshiruar. Bosht me gunga
Ky seksion mbulon vetëm kontrollet e kryera në boshtin me gunga.
» Vendoseni boshtin me të dy ditarët e skajit në prizma ose mbërthejeni atë midis skajeve të tornos dhe instaloni treguesin e numrit në ditarin e mesëm.  » Rrotulloni boshtin ngadalë dhe monitoroni leximet e treguesit. Nëse tejkalojnë 0,01 mm, atëherë boshti është i përkulur dhe duhet të zëvendësohet.
» Rrotulloni boshtin ngadalë dhe monitoroni leximet e treguesit. Nëse tejkalojnë 0,01 mm, atëherë boshti është i përkulur dhe duhet të zëvendësohet.
Kontrolloni të gjitha sediljet e valvulave për konsumim ose gropa. Shenjat e lehta të konsumit mund të hiqen duke përdorur një prerës mulliri. Nëse procesi ka shkuar shumë larg, sediljet e valvulave duhet të bluhen përsëri.
Duhet të merren matjet e mëposhtme për të përcaktuar sasinë e trajtimit shtesë.
- Fusni valvulën në udhëzuesin e saj dhe shtypeni fort në sedilje.
Matni distancën -shigjeta- (a) midis ndalesës së valvulës dhe skajit të sipërm të kokës së cilindrit.
- Llogaritni madhësinë maksimale të lejueshme të bluarjes shtesë të vlerës së matur dhe të lejueshme madhësia minimale. Për një kokë normale, kjo madhësi është 34.4 mm (për valvulat e shkarkimit) dhe 34.7 (për valvulat e marrjes). Nëse distanca minimale zbritet nga vlera e matur, fitohet madhësia maksimale e lejuar (b).
- Vendet e valvulave duhet të bluhen shtesë nëse futen udhëzues të rinj të valvulave.
Ata veprojnë si më poshtë:
- Përpunoni një kënd prej 45° dhe më pas përdorni një prerës 30° për të përpunuar lehtë skajin e sipërm të sediljes për të zvogëluar gjerësinë e sediljes së valvulës në 1,5-1,8 mm (për valvulat e marrjes) ose 1,8 mm (për valvulat e shkarkimit). ). Frezimi duhet të ndërpritet sapo gjerësia e sediljes të arrijë vlerën e specifikuar, tani diametri i sediljeve të valvulave të shkarkimit zvogëlohet; Kur bluani shtesë sediljet, kushtojini vëmendje që të mos shqetësoni rrezen e këtij depresioni.
- Për të shmangur prerjen shumë të thellë të sediljes në kokën e cilindrit, duhet të kryhet matja e mësipërme.
Lëmoni sediljet e valvulave të përpunuara shtesë duke lubrifikuar sipërfaqet e sediljeve të valvulave me paste bluarëse dhe futeni valvulën në sediljen e duhur. Zhvendosni ventilatorin në valvul dhe lëvizni valvulën nga njëra anë në tjetrën.
- Pas bluarjes, pastroni plotësisht të gjitha pjesët nga papastërtia dhe pasta bluarëse dhe kontrolloni sediljen e valvulës në zonën e pllakës së valvulës, si dhe unazën e ndenjëses. Të dyja pjesët duhet të tregojnë një unazë të vazhdueshme mat që përcakton gjerësinë e sediljes së valvulës.
- Përdorni një laps për të bërë disa goditje në pllakën e valvulës. Goditjet duhet të vizatohen në një rreth në një distancë prej afërsisht 1 mm. Më pas uleni me kujdes valvulën në udhëzues dhe ndenjëse dhe më pas rrotullojeni 90°. Shtypni lehtë valvulën.
- Hiqeni valvulën dhe kontrolloni nëse shenjat e lapsit janë zhdukur nga unaza e sediljes. Nëse gjerësia e sediljes së valvulës është brenda kufijve të përcaktuar, koka mund të montohet përsëri. Përndryshe, ripunoni sediljet e valvulave ose opsionet më të këqija futni kokën rezervë.



