Pjerrësi e drejtë rrotat përdoren me shpejtësi të ulëta periferike (deri në 2...3 m/s, e lejueshme deri në 8 m/s). Me më shumë shpejtësi të lartë Këshillohet përdorimi i rrotave me dhëmbë rrethor, pasi ato sigurojnë angazhim më të butë, më pak zhurmë, kapacitet më të madh mbajtës dhe janë më të avancuara teknologjikisht. Dhëmbët e drejtë Ingranazhet e pjerrëta ofrojnë raporte ingranazhesh deri në 3.
|
Me shpejtësi periferike më të mëdha se 3 m/s, kutitë e marsheve të pjerrëta përdorin marshe me i zhdrejtë ose lakuar dhëmbët, të cilët për shkak të angazhimit të tyre gradual dhe ndryshimit më të vogël të masës së deformimit të dhëmbit gjatë procesit të ngjeshjes, funksionojnë me më pak zhurmë dhe ngarkesa dinamike më të ulëta. Përveç kësaj, ingranazhet me i zhdrejtë ose lakuar dhëmbët punojnë më mirë në përkulje sesa dhëmbët e drejtë. Sidoqoftë, për kontakt të plotë të dhëmbëve të këtyre ingranazheve, dhëmbët duhet të përshtaten jo vetëm në gjerësinë e tyre, por edhe në lartësi, gjë që rrit kërkesat për prodhimin e ingranazheve spirale dhe rrotave me dhëmbë të lakuar. Për shkak të avantazheve të tyre, transmetime të tilla mund të përdoren kur raportet e marsheve deri në 5 dhe edhe më lart. |
Figura 5 A) me dhëmbë të drejtë, b) me dhëmbë të zhdrejtë, V) me dhëmbë të lakuar, G) konike transmetim hipoid |
|
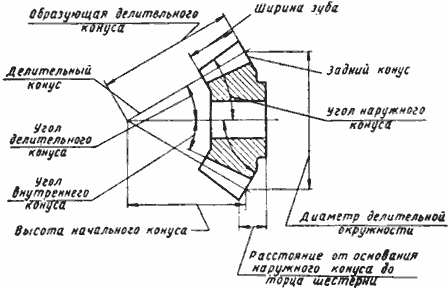
Figura 6 - Elementet kryesore të dhëmbëve të ingranazheve të pjerrëta |
Ingranazhet e pjerrëta me të zhdrejtë dhëmbët mund të funksionojnë me një shpejtësi periferike deri në 12 m/s, dhe rrotat me lakuar dhëmbët - deri në 35-40 m/s. Më të përhapurit janë ingranazhet me dhëmbë të lakuar të prerë në spirale, involute (palloide) ose rrethore (rrethore).Rrotat e pjerrëta me dhëmbë të lakuar mund të kenë një drejtim spirale të ndryshëm. Një ingranazh quhet spirale e djathtë nëse, nga ana e majës së konit, dhëmbët janë të prirur nga jashtë në drejtim të lëvizjes në drejtim të akrepave të orës, përndryshe rrota quhet spirale e majtë. |
Korrigjimi i ingranazheve të pjerrëta
Kryesisht i përdorur shumëkatëshe korrigjim (korrigjim) i rrotave të pjerrëta. Përdoret gjithashtu për rrota të pjerrëta tangjenciale korrigjim që konsiston në trashjen e dhëmbit të ingranazhit dhe hollimin e dhëmbit të rrotës. Korrigjimi tangjencial i rrotave të pjerrëta nuk kërkon mjete speciale. Për rrotat cilindrike, korrigjimi tangjencial nuk përdoret, pasi kërkon një mjet të veçantë. Në praktikë, korrigjimi i lartësisë në kombinim me korrigjimin tangjencial përdoret shpesh për rrotat e pjerrëta.
Dhëmbët e rrotave të pjerrëta, bazuar në ndryshimet në madhësitë e seksioneve përgjatë gjatësisë, vijnë në tre forma:
|
Figura 7 |
1. Normalisht ulur dhëmbët. Kulmet e konëve ndarës dhe të brendshëm përkojnë. Kjo formë përdoret për ingranazhet e pjerrëta me dhëmbë të drejtë dhe tangjencialë, si dhe në një masë të kufizuar për ingranazhet me dhëmbëza rrethore në mn>2 dhe Z = 20...100. |
Figura 8 |
2. Maja e konit të brendshëm është e vendosur në mënyrë që gjerësia e pjesës së poshtme të zgavrës së rrotës të jetë konstante, dhe trashësia e dhëmbit përgjatë konit të katranit rritet me rritjen e distancës deri në majë. Kjo formë ju lejon të përpunoni të dy sipërfaqet e dhëmbëve të rrotave me një mjet në të njëjtën kohë. Prandaj, është baza për rrotat me dhëmbë rrethorë. |
Figura 9 |
3. Dhëmbë po aq të lartë. Gjeneratorët e katranit dhe konëve të brendshëm janë paralelë. Kjo formë përdoret për dhëmbët rrethor me Z>40, veçanërisht me distanca mesatare konike 75-750 mm. |
Leksioni nr.8
Rrotat e pjerrëta përdoren në transmetimet me boshte kryqëzuese. Rrotat e pjerrëta janë bërë me dhëmbë të drejtë, të zhdrejtë, rrethorë dhe të tjerë të lakuar. Aktualisht shpërndarja më e madhe mori rrota konike me dhëmbë rrethorë. Ingranazhet nxitëse janë të përshtatshme për t'u përdorur me shpejtësi të ulëta periferike (deri në 8 m/s). Në shpejtësi të lartë, këshillohet përdorimi i rrotave me dhëmbë rrethor, pasi ato sigurojnë angazhim më të butë, kapacitet më të madh mbajtës dhe janë më të avancuara teknologjikisht.
Disavantazhet e ingranazheve të pjerrëta:
1) kompleksiteti i prodhimit;
2) vështirësia e rregullimit të pjesës së kontaktit të dhëmbëve;
3) efikasitet relativisht i ulët. ( h te= 0,94…0,97).
Kjo e fundit shpjegohet me faktin se kur kulmet e koneve fillestare të rrotave nuk përkojnë, rrëshqitja në kontaktin e dhëmbëve rritet ndjeshëm. Në këtë drejtim, dizajni i kutisë së shpejtësisë duhet të parashikojë mundësinë e rregullimit të angazhimit të rrotave të pjerrëta.
Elementet e llogaritjes gjeometrike
Këndi ndërmjet boshteve të boshtit S, mund të jetë çdo gjë, por këndi më i zakonshëm është S=90 0 . Është e qartë se S=d 1 +d 2, Ku d 1 Dhe d 2 - këndet e koneve të hapit të ingranazhit dhe rrotës, përkatësisht.
Distanca e jashtme konike R e përcakton dimensionet e transmisionit (Fig. 8.1).
Gjerësia e punës së pajisjes unazore b w mund të shprehet me formulën
b w =y bd d m1 =y bR R e ,
Ku y bd- koeficienti i gjerësisë së ingranazhit në lidhje me diametrin e hapit të tij, - koeficienti i gjerësisë së ingranazhit unazor në lidhje me distancën e konit të jashtëm, d m– diametri i katranit në pjesën e mesme.
 Në vend të cilindrave fillestarë dhe ndarës rrota cilindrike Në rrotat e pjerrëta, futen konceptet e koneve fillestare dhe ndarëse, të cilat kanë të njëjtat veti si cilindrat ndarës dhe fillestarë. Të gjitha dimensionet e ingranazhit përcaktohen nga fundi i jashtëm:
Në vend të cilindrave fillestarë dhe ndarës rrota cilindrike Në rrotat e pjerrëta, futen konceptet e koneve fillestare dhe ndarëse, të cilat kanë të njëjtat veti si cilindrat ndarës dhe fillestarë. Të gjitha dimensionet e ingranazhit përcaktohen nga fundi i jashtëm:
h ae = m te – lartësia e jashtme e kokës së dhëmbit;
h fe = 1,2m t e – lartësia e jashtme e kërcellit të dhëmbit;
m te– moduli rrethues në skajin e jashtëm;
d f– këndi i konit i zgavrave të dhëmbëve;
d a– këndi i konit i daljeve të dhëmbëve;
d e =m te z– diametri i rrethit të hapit të jashtëm;
d ae = d e +2h a cosd– diametri i jashtëm i rrethit të zgjatur;
d fe = d e -2h f cosd– diametri i jashtëm i rrethit të gropave.
Diametri i rrethit të katranit të një ingranazhi të pjerrët i referohet diametrit të bazës së konit të hapit të rrotës. d e = m te z=2R e sinδ, ku
Dimensionet e një dhëmbi përgjatë gjatësisë së tij janë të ndryshme, kështu që prezantohen konceptet e diametrit dhe modulit në pjesën e mesme:
![]()
![]()
![]() , Ku Rm– distanca mesatare e konit.
, Ku Rm– distanca mesatare e konit.
Raporti i ingranazheve, sepse d e 1 = 2R e sind 1 Dhe d e 2 = 2R e sind 2, Kjo. Për transmetimet ortogonale në të cilat S=90 0 , mëkat d 1 = cos d 2 Dhe U= tg d 2 = ctg d 1.
Forcat e angazhimit
 Ne do t'i shqyrtojmë forcat në përfshirje duke përdorur shembullin e një ingranazhi shtytës të pjerrët. Në mënyrë konvencionale, supozojmë se të gjitha forcat aplikohen në mes të dhëmbit në diametrat d m 1 Dhe d m 2(shih Fig. 8.3). Në një seksion me aeroplan " n-n Forca e plotë aplikohet në sipërfaqen normale të dhëmbit Fn, e cila zbërthehet në forcën rrethore Ft dhe përpjekje At". Nga ana tjetër, përpjekja At" në rrafshin ballor zgjerohet në F a(forca boshtore) dhe F r(forca radiale). Për të përcaktuar të gjitha forcat, ajo fillestare është
Ne do t'i shqyrtojmë forcat në përfshirje duke përdorur shembullin e një ingranazhi shtytës të pjerrët. Në mënyrë konvencionale, supozojmë se të gjitha forcat aplikohen në mes të dhëmbit në diametrat d m 1 Dhe d m 2(shih Fig. 8.3). Në një seksion me aeroplan " n-n Forca e plotë aplikohet në sipërfaqen normale të dhëmbit Fn, e cila zbërthehet në forcën rrethore Ft dhe përpjekje At". Nga ana tjetër, përpjekja At" në rrafshin ballor zgjerohet në F a(forca boshtore) dhe F r(forca radiale). Për të përcaktuar të gjitha forcat, ajo fillestare është
Përpjekja përcaktohet përmes saj

Për rrotën drejtimi i forcave është i kundërt, ndërsa
![]()
Rrotat ekuivalente dhe përcaktimi i parametrave të tyre
 Dimensionet e seksioneve kryq të një dhëmbi ingranazhi të pjerrët ndryshojnë në proporcion me distancën e këtyre seksioneve nga maja e konit. Të gjitha seksionet kryq të dhëmbit janë gjeometrikisht të ngjashme. Në këtë rast, ngarkesa specifike q(Fig. 8.4) shpërndahet në mënyrë të pabarabartë përgjatë gjatësisë së dhëmbit. Ai ndryshon në varësi të sasisë së deformimit dhe ngurtësisë së dhëmbit në seksione të ndryshme sipas ligjit të një trekëndëshi, kulmi i të cilit përkon me kulmin e konit ndarës. Sforcimet e kontaktit dhe përkuljes janë të njëjta në të gjithë gjatësinë e dhëmbit. Kjo lejon që të kryhen llogaritjet e forcës për cilindo nga seksionet. Është praktikisht i përshtatshëm për të marrë seksion kryq mesatar të një dhëmbi me një ngarkesë si seksion kryq të projektimit q mesatar.
Dimensionet e seksioneve kryq të një dhëmbi ingranazhi të pjerrët ndryshojnë në proporcion me distancën e këtyre seksioneve nga maja e konit. Të gjitha seksionet kryq të dhëmbit janë gjeometrikisht të ngjashme. Në këtë rast, ngarkesa specifike q(Fig. 8.4) shpërndahet në mënyrë të pabarabartë përgjatë gjatësisë së dhëmbit. Ai ndryshon në varësi të sasisë së deformimit dhe ngurtësisë së dhëmbit në seksione të ndryshme sipas ligjit të një trekëndëshi, kulmi i të cilit përkon me kulmin e konit ndarës. Sforcimet e kontaktit dhe përkuljes janë të njëjta në të gjithë gjatësinë e dhëmbit. Kjo lejon që të kryhen llogaritjet e forcës për cilindo nga seksionet. Është praktikisht i përshtatshëm për të marrë seksion kryq mesatar të një dhëmbi me një ngarkesë si seksion kryq të projektimit q mesatar.
Për të llogaritur forcën, rrotat konike zëvendësohen me ato cilindrike ekuivalente, dimensionet e të cilave përcaktohen nga zhvillimi i një koni shtesë. j, në pjesën e mesme (Figura 8.5), ndërsa m tv = m tm.
Diametri i barabartë i rrotës
![]()
Ato janë bërë të falsifikuara, të derdhura dhe shumë më rrallë të fashuara. Sipas dimensioneve të diametrit të jashtëm, konik rrota ingranazhesh mund të bëhet nga disa dhjetëra milimetra deri në 2 ... 3 m Për shkak të gamës së madhe të vlerave të madhësisë, dizajni i një ingranazhi nuk mund të pranohet. Procesi i prodhimit dhe ndikimi i forcës në elementët e ingranazheve gjatë funksionimit të ingranazhit të pjerrët gjithashtu kërkojnë dizajne të ndryshme. Modelet më të zakonshme të ingranazheve të pjerrëta diskutohen më poshtë.
Përzgjedhja e modeleve të ingranazheve të pjerrëta. Modelet e ingranazheve të pjerrëta zgjidhen sipas tabelës. 10.
Këtu, si në ingranazhet cilindrike, prezantohen konceptet e diametrit kufizues më të vogël (d rp) dhe më të madh D gr të një ingranazhi të pjerrët. Diametrat kufizues përcaktojnë modelin e ingranazhit.
Për ingranazhet me disk, gjatë përcaktimit të diametrit kufizues, merret parasysh se në disk duhet të bëhen vrima me diametër të paktën 30 mm. Kjo kërkon një distancë prej 50 mm midis shpërndarësit dhe buzës. Diametri më i vogël kufi duhet të jetë: d rp = 100 + d cm + 2bsinφ. Kështu, për d d > d gp falsifikuar ingranazhet e pjerrëta duhet të ketë dizajnin e treguar në fletën 9, fig. 3, kur d d ≤ d gp, rrota e ingranazheve bëhet pa disk (fleta 9, Fig. 2).
Për ingranazhet e derdhura të mëdha, prezantohet koncepti i diametrit më të madh kufizues D gp = d gp + 0.4L, i cili përcakton modelin e ingranazheve të pjerrëta të derdhura me katër dhe gjashtë brinjë.
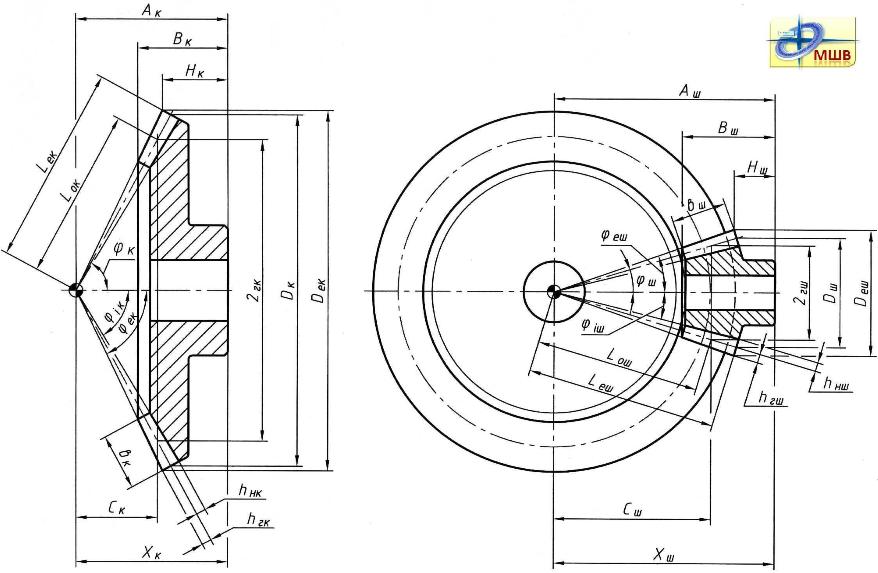
Në tabelë 10 tregon kufijtë e këndit φ, i cili përcakton formën e ingranazheve të dizajneve të ndryshme.
Përcaktimi i dimensioneve të elementeve të ingranazheve të falsifikuara. Formulat e përdorura për të përcaktuar përmasat e elementeve të ingranazheve të pjerrëta të falsifikuara dhe të derdhura janë dhënë në Tabelën. njëmbëdhjetë.
Dizajni kryesor është një ingranazh me një disk vertikal pa brinjë tërthore. Ky dizajn siguron qëndrueshmëri dhe prodhimtari.
Tabela 10
Zgjedhja e një dizajni të ingranazheve të pjerrëta
Tabela 11
Formulat për përcaktimin e dimensioneve të elementeve të ingranazheve të pjerrëta të falsifikuara dhe të derdhura
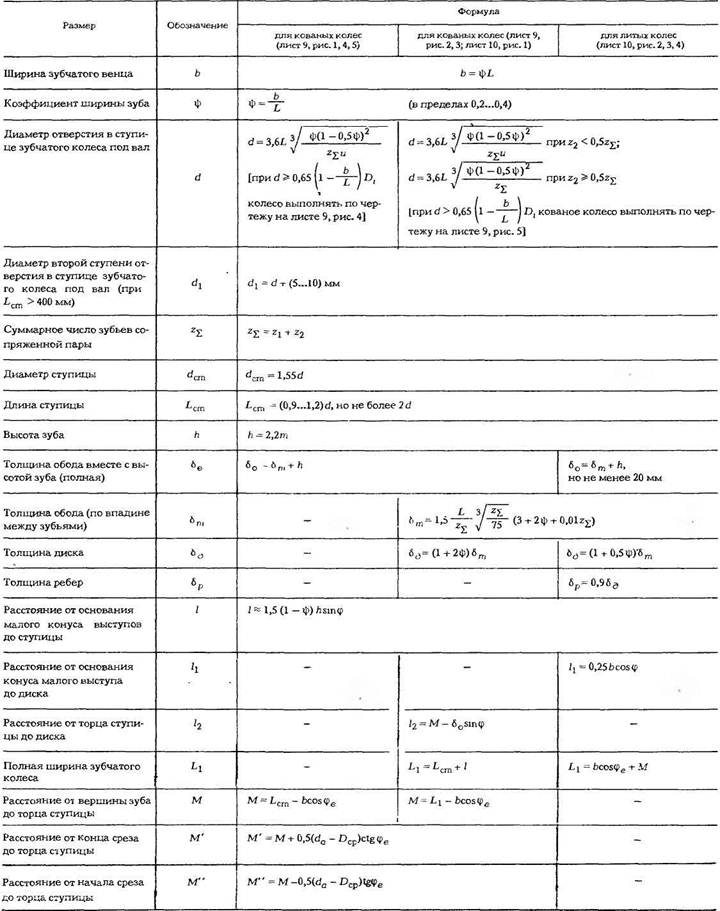
Vazhdimi i tabeles. njëmbëdhjetë

Ingranazhet e falsifikuara me diametër të vogël bëhen pa disqe.
Nëse, sipas kërkesave të projektimit ose kushteve të forcës së boshtit, diametri d zgjidhet në mënyrë që pabarazia
![]()
atëherë ingranazhi bëhet integral me boshtin (fleta 9, Fig. 4, 5) dhe quhet bosht ingranazhi.
Nëse, sipas kërkesave të projektimit, disku i një ingranazhi të pjerrët të falsifikuar duhet të vendoset në një distancë të caktuar nga skajet e shpërndarësit (fleta 10, Fig. 1), atëherë pjesa nuk duhet të zgjatet përtej konit të prerjeve, e cila përcaktohet nga kushtet për prerjen e dhëmbëve në makinë.
Në ingranazhet e pjerrëta të bëra pa vrima në disk dhe me një pjesë të shkurtër të zgjatur të shpërndarësit, për lehtësinë e fiksimit të pjesës së punës në makinë gjatë rrotullimit, nga fundi i konit të madh, majat e dhëmbëve priten përgjatë diametrit D. cp me raportet e mëposhtme midis masës së pjesës së punës dhe gjatësisë së shpërndarësve të pjesëve cilindrike të spikatura:
Gjatë prerjes së majave të dhëmbëve (fleta 9, Fig. 1.2), diametri D cp llogaritet në b av = t. Më pas vlera që rezulton D cp rrumbullakoset poshtë dhe gjerësia e prerjes së majave të dhëmbëve b av është përcaktuar nga formula
![]()
Gjatë prerjes së majave të dhëmbëve të ingranazheve (fleta 9, Fig. 3) me një kënd φ ≥ 45° (fleta 9, Fig. 2), gjerësia e prerjes b cf përcaktohet me të njëjtën formulë me D cp = d d.
Përcaktimi i përmasave të elementeve të ingranazheve të pjerrëta të derdhura. Dimensionet e elementeve të ingranazheve të derdhur varen jo vetëm nga forca, por edhe nga marrëdhëniet e nevojshme midis tyre, të përcaktuara procesi teknologjik aktrime Në varësi të madhësisë, prodhohen ingranazhe me një disk me katër, gjashtë dhe tetë brinjë. Zgjedhja e një numri çift brinjësh shpjegohet me vendndodhjen më të favorshme të fitimeve dhe eliminimin e defekteve në formën e zgavrave, etj. Formulat për përcaktimin e dimensioneve të elementeve të ingranazheve të pjerrëta të derdhura janë dhënë në tabelë. 11. Për të llogaritur trashësinë e buzës δ 0 të ingranazheve me pjerrësi të derdhur dhe të farkëtuar, është miratuar e njëjta formulë si për llogaritjen e trashësisë së buzës së ingranazheve cilindrike të derdhur, duke marrë parasysh ndikimin e koeficientit të gjerësisë së dhëmbit ψ ba dhe numrin total të dhëmbëve. z ∑ . Në ingranazhet e pjerrëta, me zvogëlimin e këndit φ, rritet madhësia e ngarkesës radiale dhe rritet distanca nga pika e aplikimit të kësaj ngarkese në boshtin e simetrisë së diskut. Për të zvogëluar ndikimin e momenteve nga radiale dhe ngarkesat boshtore distanca l X nga fundi i rrethit të zgjatjeve në një kon të vogël deri te disku përcaktohet në varësi të këndit φ. Në tabelë 11 tregon formulat për përcaktimin paraprak të vrimës në shpërndarësin e rrotës për boshtin. Duke marrë parasysh teknologjinë e derdhjes në vendet e treguara me shkronjën N (fleta 10, Fig. 2, 3, 4), buza mund të trashet në lartësinë e brinjëve. Në prodhimin e ingranazheve të pjerrëta të falsifikuara dhe të derdhura, përdoren të njëjtat çeliqe si për ingranazhet cilindrike.
Zhvillimi programet kompjuterike për projektimin e çifteve të pjerrëta me dhëmbë rrethor.
Në prodhimin riparues (të vetëm) të çifteve konike me dhëmb rrethor dhe hipoid, kur merret për bazënë dispozicion,por çifte tashmë të konsumuara, të dëmtuara dhe të dështuara, llogaritje dhe përcaktim Parametrat gjeometrikë nuk kërkon llogaritje të veçanta të lodhshme për forcën, kapacitetin mbajtës të ngarkesës ose qëndrueshmërinë operacionale. E gjithë kjo, në kohën e duhur, tashmë në fazën e projektimit të Njësive dhe Makinave për të cilat ishin menduar, tashmë ishte kryer. Prandaj, nuk duhet të "shqetësoni" dhe të humbni kohë për këtë. Gjithçka kufizohet në zgjedhjen e materialit të përshtatshëm për çiftet dhe llojin e trajtimit termik. Dhe kjo mund të zgjidhet thjesht - Nëse dëshironi diçka më të fortë, zgjidhni materialin e duhur, çimentojeni atë, azotoni atë, ngurtësoni atë. Nuk kërkohet - përdorni çelik të zakonshëm strukturor të zakonshëm. Dhe ndonjëherë, në përgjithësi, zgjedhja e materialit është e kufizuar nga aftësitë e ndërmarrjes për momentin - do të doja më mirë, por nuk ka asgjë për të përdorur. Detyra kryesore është thjesht riprodhimi i shpejtë dhe i saktë i parametrave të çiftit dhe prodhimi i tij me cilësi të lartë.
Gjithashtu në Prodhimin Riparues zgjidhet çështja e përdorimit të një vegle për ndërtimin e formës prerëse (koka me ingranazhe) që përdoret për prerjen e çifteve konike. Përdorni mjetin në dispozicionin tuaj. Prandaj, në llogaritjet e parametrave gjeometrikë, mjeti gjithashtu nuk mund të merret parasyshvëmendje.Sigurisht, do të rekomandohet nga programi, por përfundimisht do të përcaktohet dhe do të pranohet gjatë llogaritjeve të mëtejshme të Setup Maps-it përkatës.
Pra, avantazhet e programeve tona: Ata nuk kërkojnë të punojnë me taparapraketrajnime, me përfshirjen e specialistëve përkatës. Programet gjatë dialogut, futja e të dhënave fillestare, korrigjoni vazhdimisht veprimet e përdoruesit, duke sugjeruar kufij vlerat e pranueshme, e cila nuk lejon futjen e vlerave të pasakta, të cilat në fund çojnë në absurditet dhe kthim në fillimin e llogaritjeve, siç ndodh në programet e tjera të propozuara. Ato nuk përmbajnë të dhëna fillestare të panevojshme, siç u tha më lart, të cilat marrin shumë kohë të çmuar dhe në fund të fundit ngatërrojnë dhe nuk japin rezultatet e nevojshme (I shpërqendron llogaritjet). Në të njëjtën kohë, programet tona prodhojnë një vëllim më të madh informacioni të llogaritur përfundimtar, duke përfshirë parametrat e paraqitjes dhe instalimit të çifteve konike të llogaritura me një dhëmb rrethor dhe hipoid. Gjë që ka një rëndësi jo të vogël për prodhimin dhe performancën e tyre.
Programe për projektimin e çifteve konike
me Format e dhëmbëve rrethor nr.1 dhe nr.2.
Këto programe ju lejojnë të futni n gjatë dizajnimitmandrelat duke marrë parasysh standardet perëndimore për çiftet e ingranazheve. Kjo bën të mundur rivendosjen dhe llogaritjen, nga çdo çift ingranazhesh të konsumuara dhe të dëmtuara, të gjithë parametrave gjeometrikë të nevojshëm për prodhimin e tyre.
Formulari nr. 1
Shembull i llogaritjes nga programi:
Faqe 1
Një dhëmb rrethor ndodhet përgjatë harkut të një rrethi përgjatë të cilit mjeti lëviz kur pret dhëmbët. Këndi i pjerrësisë së dhëmbit rrethor është i ndryshueshëm.
Dhëmbët rrethorë zakonisht bëhen në atë mënyrë që tangjentja me vijën e dhëmbit në estrusin e mesëm A (Fig.
Dhëmbët rrethorë priten duke përdorur metodën e rrotullimit në makina speciale me performancë të lartë me kokë prerëse.
Për sa i përket forcës, dhëmbët rrethorë ndryshojnë nga dhëmbët e drejtë dhe të zhdrejtë për shkak të formës së tyre të harkut dhe kontaktit fillestar në një pikë.
Nga pikëpamja e forcës, dhëmbët rrethorë ndryshojnë nga dhëmbët e drejtë dhe të zhdrejtë në formën e tyre të harkut dhe kontaktin fillestar në një pikë.
Për sa i përket forcës, dhëmbët rrethorë ndryshojnë nga dhëmbët e drejtë nga forma e tyre e harkut dhe kontakti fillestar në një pikë. Ndikimi i këtyre aftësive nuk është studiuar mjaftueshëm, megjithatë, bazuar në të dhënat eksperimentale, është vërtetuar se ingranazhet e pjerrëta me dhëmbë rrethor mund të transmetojnë një ngarkesë 1 deri në 45 herë më të madhe se ingranazhet me pjerrësi të drejtë me të njëjtat dimensione.
Dhëmbët rrethorë mund të përdoren me një distancë konike L 6 - - - 420 mm.
Një dhëmb rrethor ndodhet përgjatë një harku rrethor a, përgjatë të cilit mjeti lëviz gjatë prerjes së dhëmbëve.
| Skema e llogaritjes gjeometrike të ingranazheve të pjerrëta.| Format e dhëmbëve të ingranazheve të pjerrëta. |
Dhëmbët rrethorë priten me një mjet jo modular, i cili lejon që dhëmbët të përpunohen në një gamë të caktuar modulesh. Prandaj, lejohet përdorimi i transmetimeve me module jo standarde dhe të pjesshme.
Për sa i përket forcës, dhëmbët rrethorë ndryshojnë nga dhëmbët e drejtë dhe të zhdrejtë për shkak të formës së tyre të harkut dhe kontaktit fillestar në një pikë. Prandaj, në BRSS dhe jashtë saj, përdoren gjerësisht llogaritjet speciale të ingranazheve të pjerrëta me dhëmbë rrethore AGMA, të zhvilluara nga kompania e makinave prerëse të ingranazheve Gleason, e cila ka përvojë të gjerë në projektimin, prodhimin dhe testimin e ingranazheve të pjerrëta. ingranazhet. Këto përllogaritje kanë të njëjtën bazë me ato të përshkruara, por gjithashtu kanë disa veçori specifike.
Një dhëmb rrethor ndodhet përgjatë një harku rrethor a, përgjatë të cilit mjeti lëviz gjatë prerjes së dhëmbëve. Këndi i pjerrësisë së dhëmbit rrethor është i ndryshueshëm. Këndi në rrethin e diametrit mesatar të rrotës merret si kënd i llogaritur.



