Защита выпускного клапана двигателя внутреннего сгорания
МИНИСТЕРСТВО ОБРАЗОВАНИЯ УКРАИНЫ
СУМСКОЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра ПМ и ТКМ
КОНТРОЛЬНАЯ РАБОТА
По дисциплине: Коррозия и защита материаловНа тему: Защита выпускного клапана двигателя внутреннего сгорания
Выполнила: Мысливченко А.Н.
группа МТ-71
Проверила: Марченко С.В.
Сумы
2009 г.
1. Заданная деталь: выпускной клапан двигателя внутреннего сгорания
o Клапан служат для периодического открытия и закрытия отверстий впускных и выпускных каналов в зависимости от положения поршней в цилиндре и от порядка работы двигателя. Клапан состоит из головки и стержня.
Двигатель внутреннего сгорания (ДВС) – устройство, преобразующее тепловую энергию, получаемую при сгорании топлива в цилиндрах, в механическую работу.
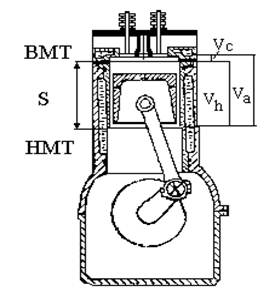
Рисунок 1 - Общий вид двигателя
Рабочий цикл четырехтактного карбюраторного двигателя.
Четырехтактный двигатель внутреннего сгорания работает по следующему принципу;


Рисунок 2 - Впуск горючей смеси
Впуск
- поршень перемещается от верхней мертвой точки к нижней мертвой точке. Открыто
впускное отверстие. Вследствие увеличения объема внутри цилиндра создается
разрежение 0,075 - 0,085 МПа, а температура смеси находится в пределах 90 -125°
С. Цилиндр заполняется свежим зарядом горючей смеси.
Сжатие - поршень движется от н.м.т. кв. м.т. Впускное и выпускное отверстия закрыты. Объем над поршнем уменьшается, а давление и температура к концу такта соответственно достигают величин 1,0...1,2 МПа и 350. 450° С. Рабочая смесь сжимается, благодаря чему улучшается испарение и перемешивание паров бензина с воздухом.
Рабочий ход (сгорание и расширение) - сжатая рабочая смесь воспламеняется искрой. Поршень под давлением расширяющихся газов перемещается от в. м. т. к н.м.т. Впускное и выпускное отверстия закрыты. Давление газов достигает величины 3,5...4,0 МПа, а температура доходит до 2000° С.

Рисунок 3 - Рабочий ход поршня
Выпуск - поршень движется от н.м.т. кв. м.т. Открыто выпускной клапан. Давление газов снижается до 0,11...0,12 МПа, а температура-до 300...400° С.

Рисунок 4 - Выпуск газов при помощью опускания выпускного клапана (вид А)
2. Условия работы выпускного клапана
Клапаны двигателя внутреннего сгорания функционируют в экстремальных условиях. Они подвержены совместному действию переменной механической нагрузки, высокой температуры, износа, коррозии и эрозии. Во время работы двигателя температура нагрева головки клапана может достигать 800˚С, стержень нагружен циклическими растягивающими усилиями пружины, поверхность стержня подвергается сильному воздействию факторов трения, торец стержня испытывает интенсивные контактные нагрузки. Клапаны и седла клапанов подвергаются износу в результате ударов головки клапана о седло, повторяющихся с большой частотой, коррозионному действию агрессивных отработавших газов при повышенной температуре, а также эрозионному действию струи газа и продуктов неполного сгорания топлива. После некоторого периода, работы седло покрывается нагаром, который под влиянием высокой температуры накаляется, что приводит к выжиганию опорной поверхности клапана и потере герметичности. Не герметичность клапанов, в свою очередь, приводит к нарушениям в работе двигателя, к которым относятся затрудненный запуск, уменьшение мощности и др. При этом через образовавшиеся щели под высоким давлением проходит струя горячих рабочих газов, сильно нагревающих головку клапана. Вследствие такого нагрева края головки подправляются и клапан разрушается. С течением времени материал клапана может настолько снизить свою прочность в результате выгорания некоторых компонентов сплава, что возможен даже отрыв головки от стержня клапана. На интенсивность износа седел клапанов влияет также состав всасываемой в цилиндры смеси. Вели смесь слишком бедную, то сгорание происходит при более высокой температуре и коррозионное действие отработавших газов оказывается сильнее. Когда смесь слишком богата, сгорание идет медленнее и при более низкой температуре. Несгоревшие тяжелые фракции топлива ускоряют осаждение слоя нагара, коррозионно-агрессивного к материалу клапана. Поэтому к клапанам предъявляются очень жесткие технические и качественные требования.
Возможные причины выхода из строя или дефектов при эксплуатации выпускных клапанов.
Характерными дефектами выпускных клапанов являются их прогорание и зависание, обрыв клапанных тарелок (термическое разрушение донышка). На выпускные клапаны приходится до 12% общего числа отказов по дизелю. Основная доля отказов (около 60 %) связана с разрушением рабочих поисков клапанов и их седел из-за образования глубоких раковин, требующих проточки и притирки. Наблюдается также изнашивание стержня по длине и направляющих втулок. (Следует отметить, что выпускные клапаны и седла изнашиваются гораздо быстрее впускных, так как их коррозия развивается интенсивнее.)
Наибольший урон выпускным клапанам наносит газовая коррозия . Газовая коррозия - коррозия металлов, вызываемая действием паров и газов обычно при высоких температурах Металлы окисляются кислородом, парами воды, оксидом углерода, оксидом серы по следующих уравнениях;
2Ме + О 2 + t→ 2MeO
Me + C О 2 + t→ MeO + CO
Me + H 2 O + t→ MeO + H 2
3 Me +SО 2 + t→ 2MeO + MeS
Материалы используемые для производства выпускных клапанов.
Для клапанов используется всегда жаростойкая (чаще всего хромистая) сталь, содержащая 8-15% Сг, 2-3% Si, 0,45% С. Например: 4Х10С2М(ЭИ107) Клапаны двигателей, крепежные детали, работающие при 600-650°С. 3Х13Н7С2 (ЭИ72,)- Клапаны впуска авиадвигателей и выпуска автомобильных, тракторных двигателей.
5Х20Н4АГ9 (ЭП3О3) Клапаны выпуска автомобильных двигателей. В авиационных поршневых двигателях, как в отечественной, так и зарубежной практике для выпускных клапанов используют хромоникельвольфрамомолибденовую сталь марки 4Х14Н14В2М (ЭИ69).
Прогрессивные технологические решения для увеличения срока службы выпускных клапанов.
3. Способ защиты - плазменно-порошковая наплавка
Из существующих способов плазменно-порошковая наплавка получила наибольшее распространение как наиболее универсальный метод. При плазменно-порошковой наплавке присадкой служат гранулированные металлические порошки, которые подаются в плазмотрон транспортирующим газом с помощью специального питателя. Метод порошковой плазменной наплавки (ППН) является наиболее оптимальным по производительности, цене и качеству.
Достоинства метода плазменной наплавки заключаются в следующем:
· высокая производительность наплавки - выше 25 кг/ч;
· эффективность метода - около 85 %;
· низкая растворимость основного металла в наплавленном слое (до 5%);
· высокое качество наплавленного металла;
· возможность наплавки относительно тонких слоев (0,5-5,0 мм).
Важной особенностью ППН является отличное формирование наплавленных валиков, стабильность и хорошая воспроизводимость их размеров. Установлено, что у 95% наплавленных деталей отклонение толщины наплавленного слоя от номинального размера не превышает 0,5 мм. Это позволяет существенно сократить расход наплавочных материалов, время наплавки, а также затраты на механическую обработку наплавленных деталей.
Установление взаимосвязи между температурой оплавления порошка и временем выдержки при температуре оплавления порошка позволяет регулировать и управлять свойствами покрытия. Оптимальный выбор технологических режимов процесса плазменной наплавки обеспечивает минимальное перемешивание наплавляемого материала с основным металлом, практически, с нулевой глубиной проплавления (что позволяет при однослойной наплавке обеспечить заданный состав даже тонкого слоя покрытия), а также минимальную окисляемость наплавляемого материала за счёт специальной инертной или восстановительной защитной среды.
Плазменная порошковая наплавка обеспечивает высокую работоспособность деталей за счет отличного качества наплавленного металла, его однородности, а также благоприятной структуры, определяемой специфическими условиями кристаллизации металла сварочной ванны.
Производительность плазменной наплавки с введением порошкообразного материала в столб дуги транспортирующим газом можно повышать либо за счет увеличения тепловой мощности дуги, либо за счет более эффективного нагрева порошка в дуге. Особенности процессов плавления присадочного и основного металлов при плазменной наплавке обусловлены возможностью регулировать в широком диапазоне соотношение между тепловой мощностью дуги, количеством и температурой подаваемого в сварочную ванну присадочного порошка. Изменяя это соотношение, можно обеспечить минимальное проплавление основного металла.
В качестве материала выбираются композиционные порошки на основе железа (в том числе и нержавеющие стали), кобальта, никеля (в том числе и самофлюсующиеся), обладающие свойствами обеспечивающими коррозионную, ударную, тепловую стойкости и устойчивость к износу.
Для автоматизации процесса применяются роботизированные комплексы, обеспечивающие непрерывность процесса изготовления упрочненных клапанов.
Чрезмерное повышение температуры оплавления сплава и времени выдержки при температуре оплавления приводит к огрублению структуры, снижению механических свойств основы и покрытия.
Детали при наплавке быстро нагреваются до высоких температур; изменяются тепловые условия формирования покрытий, увеличиваются глубина проплавления и степень перемешивания материалов покрытия и основы, наплавочный материал в покрытии теряет свои исходные свойства. Необходимость управления тепловыми условиями плазменно-порошковой наплавки, выбора оптимальных режимов диктует необходимость построения физико-математической модели с последующим использованием ее в компьютерном проектировании и управления процессом нанесения покрытий. Благодаря возможности регулирования в широком диапазоне соотношения между тепловой мощностью дуги и подачей присадочного порошка, плазменная порошковая наплавка обеспечивает достаточно высокую производительность при минимальном проплавлении основного металла, что позволяет обеспечивать требуемую твердость и заданный химический состав наплавленного металла уже на расстоянии 0,3-0,5 мм от поверхности сплавления. Это дает возможность ограничиться однослойной наплавкой там, где электродуговым способом необходимо наплавить 3-4 слоя.
Основными преимуществами этого метода являются:
· гибкость регулирования тепловложения как в основной металл, так и в наплавляемый материал;
· минимальная зона термического влияния; высокая плотность и прочность наплавленного металла;
· снижение деформаций изделий; высокая производительность;
· удобство нанесения покрытий
4. Способ защиты - лазерное легирование
Для осуществления процесса лазерного легирования необходимо, чтобы температура металла на поверхности достигала значений, немного превышающих температуру его плавления. В процессе плавления материала основы происходит интенсивное перемешивание его с легирующими элементами, размещенными на обрабатываемой поверхности. Глубина легирования определяется мощностью луча лазера, его диаметром и скоростью сканирования. Глубина легирования в зависимости от режимов обработки насыщенного и легирующего материалов может достигать, например при насыщении углеродистой стали кобальтом, 1, 2 мм. Лазерное легирование позволяет значительно повысить износостойкость, коррозионную стойкость и противоударную прочность клапанов. Большое распространение в двигателестроении получила наплавка. Для наплавки фасок клапанов применяются различные методы и материалы на кобальтовой и никелевой основе, например стеллиты (4.5 % W, 30 % Сг, 60 % Со, остальное С, Fe, и Si). Толщина наплавленных твердых сложных сплавов типа стеллитов, например вольфрамохромокобальтового сплава ВЗК или нихрома Х20Н80, составляет 1-1,5 мм- Сплав наносится на поверхность нагретой заготовки. Стеллитовые покрытия превышают твердость поверхности в большей степени, чем закалка или азотирование. Сплавы ВЗК и Х20Н80 обладают хорошей жаростойкостью до 1000-1100° С. Твердость ВЗК около HRC 70. Нихром имеет меньшую твердость, но благодаря большой пластичности лучше прирабатывается к седлу; плотное прилегание обеспечивается даже при короблении седел.
5. Способ защиты – наплавка токами высокой частоты
В отечественном двигателестроении применяют также наплавку с использованием токов высокой частоты. Сущность процесса наплавки токами высокой частоты заключается в следующем: на заготовку клапана, в выточку, укладывается кольцо из жаропрочного сплава, зона наплавки защищается от окисления порошковым флюсом или газовой защитой (аргон, азот).
Специальный индуктор нагревает кольцо токами высокой частоты до расплавления и подогревает заготовку клапана до температуры, обеспечивающей диффузионное соединение.
Для кристаллизации расплавленного сплава на торец клапана снизу подается вода, в результате происходит «намораживание», т. е. направленная кристаллизация сплава. Равномерность нагрева обеспечивается вращением клапана. Для наплавки клапанов ТВЧ разработаны специальные самофлюсующиеся сплавы на никель-хром-бористой основе, такие как НХ16С2Р2 (ЭП616), НХ26С2Р2 (ЭП616А), НХ24С2Р2Б (ЭП616Б), и НХ10С2Р2 (ЭП616В), которые в четыре раза дешевле кобальтовых стеллитов, имеют высокую стойкость против коррозии и достаточную горячую твердость. На рабочей наплавленной поверхности клапана не должно быть трещин, раковин и неметаллических включений. На клапанах с диаметром тарелки более 70 мм допускаются отдельные участки междендритной усадочной пористости, количество и размеры которых установлены технической документацией на конкретные клапаны. Участки пористости не должны выходить на края притираемой поверхности. Отсутствие трещин, закатов, раскованных и раскатанных пузырьков проверяют методами магнитной дефектоскопии, а для немагнитных материалов - капиллярным методом. Зарубежные фирмы на промежуточную наплавку, в основном выполненную из сплава на кобальтовой основе (стеллит-6 твердостью HRC 39-49 и др.), наплавляют еще слой твердого коррозионно-стойкого сплава на никелевой основе (70 % Ni и более) с высокой твердостью (HRC 48-62). Для увеличения стойкости клапанов торец стержня клапана также наплавляют износостойким материалом, а поверхности стержня подвергают азотированию или хромированию.
Сравнительная характеристика методов восстановления клапанов.
В таблице 1 представлены характеристики основных методов, используемых для упрочнения и ремонта клапанов двигателей внутреннего сгорания.
Таблица 1
|
Название метода |
Растворимость основного металла |
Сцепление с основой |
Степень автоматизации |
| Наплавка ТВЧ | 20 - 30% | отличное | полуавтомат |
| Лазерное легирование | 5 - 10% | отличное | полуавтомат |
| Плазменная наплавка | 2 - 5% | отличное | полная |
Следовательно в ремонтных работах следует использовать – наплавку ТВЧ, в мелкосерийном производстве и ремонте - лазерное легирование, в серийном и крупносерийном- плазменно-порошковую наплавку.
Похожие рефераты:
Вихідні діагностичні параметри стану системи електропостачання, характеристика її несправностей. Проблеми у системі пуску та системі передпускового підігріву двигуна внутрішнього згоряння. Несправності у системах запалювання, освітлення і сигналізації.
Углы наблюдения сигнала на автомобиле и оценка установленным приборам. Соответствие рекомендуемым требованиям эргономики высоты и толщины линий знаков на автомобиле. Функциональные взаимодействия оператора с индикаторами. Области пригодности сигнала.
Планировка автотранспортного предприятия. Технологическое проектирование комплексного автомобильного гаража: организация работы, расчет производственной программы, численности рабочих и ИТР; выбор способа производства. Проект разборочно-моечного участка.
Определение объема перевозок пассажиров на городском автобусном маршруте в прямом и обратном направлении по часам суток: разработка посуточного плана, эпюры грузопотоков, графика подвижного состава, объемов и маршрутов перевозок, диаграмм потребностей.
Тяговые подстанции электрифицированных железных дорог Российской Федерации, их назначение. Степень защиты контактной сети от токов короткого замыкания и грозовых перенапряжений. Комплект защиты фидера тяговой подстанции переменного тока, расчет установок.
Визначення зчеплення автомобіля ГАЗ-53-12 як однолещатного з периферійними пружинами, механічним приводом виключення і гасителем крутильних коливань. Вивчення будови гальмового механізму передніх коліс ВАЗ-2109 та підсилювача кермового приводу ЗИЛ-131.
Анализ деятельности компании "Глобалтранс". Применения метода парного сравнения для определения приоритета целей. Основные преимущества перевозки грузов железнодорожным транспортом. Затраты, связанные с доставкой груза к магистральным видам транспорта.
При разработке головке цилиндров очень важно получить не только максимальную мощность, но и большой поток. При этом в камеры сгорания должны быть установлены максимально большие клапаны. Размер клапанов ограничивается только размером камеры, куда они будут установлены.
При этом следует максимально практично распределить пространство камеры сгорания между выпускным и впускным клапаном. Поэтому попробуем разобрать, что более целесообразно: клапаны одинакового размера или один из клапанов больше второго.
Решение этого вопроса лежит в принципе действия клапанов. Выпускной клапан используется для выхода отработанных газов из системы. А из-за того, что объем таких газов больше, чем тех, которые были втянуты в систему, то большой выпускной клапан – это вполне рациональное решение. Но не стоит забывать, что для опустошения цилиндра необходимо больше мощности, чем для его наполнения. Доказано, что наилучшее соотношение размеров впускного и выпускного клапанов – это 4:3. Следовательно, и соотношение потоков через данные клапана аналогично их размерам. Данное правило используется в том случае, если клапаны занимают все пространство камеры сгорания, то есть для автомобилей, главная задача которых выдавать большую мощность.
А для автомобилей, мощность для которых не является основным приоритетом, клапаны имеют меньший размер и не занимает все пространство камеры сгорания. Поэтому соблюдения этого соотношения размеров впускного и выпускного клапана не насколько важно.
Правило 4:3 можно игнорировать, если не требуется максимальная мощность автомобиля, а также, если в нем используется турбонаддув и система впрыска закиси азота. Для таких автомобилей рекомендуется применять соотношение 10:9. При необходимости соотношение может быть изменено в пользу выпускного клапана.
Однако выпускной клапан повышенного размера устанавливается также с впускным клапаном обычного размера. Дело в том, что внутри головки блока находится водяная рубашка, расположенная возле седел выпускного клапана. Именно она дает возможность клапанам не нагреваться. Однако именно из-за этого довольно часто невозможно установить клапаны во всем объеме камеры сгорания. А из-за тепла, которое выделяется при больших мощностях, снижается долговечность головки, а седла быстрее изнашиваются.
В том случае, если не требуется высокая мощность двигателя, а основная цель – это экономия топлива, можно увеличить размер выпускного клапана по сравнению с размером впускного. Такое соотношение достигает 0,75 к 1. К тому же при таком соотношение значительно возрастает долговечность мотора. Однако не стоит забывать, что при чрезмерном увеличении этого соотношения в пользу выпускных клапанов экономия топлива снижается, так же как и мощность двигателя.
Впускные и выпускные клапаны в двигателях внутреннего сгорания управляемые.
Впускные и выпускные клапаны изготовлены из стали ЭСХ-8 и термически обработаны.
Впускные и выпускные клапаны проверяют на прочность и герметичность давлением, превышающим на 50 % номинальное рабочее в течение 5 мин. Утечки воздуха при этом не допускаются. Собранную пневмосистему испытывают на герметичность и проверяют работоспособность всех входящих в нее сборочных единиц. При испытании пневмо-системы утечки воздуха не допускаются.
Впускные и выпускные клапаны конструктивно мало отличаются.
Впускные и выпускные клапаны открываются в определенный момент в зависимости от положения кривошипа коленчатого вала дизеля. Механизм, открывающий клапаны, состоит из распределительного вала и привода клапанов.
Впускные и выпускные клапаны закрываются и открываются клапанным механизмом, состоящим из толкателей и рычагов. Толкатели получают возвратно-поступательное движение от кулачков распределительного вала. Чугунные направляющие толкателей смонтированы в расточках блока над распределительными валами. В проушинах толкателей на пальцах с бронзовыми плавающими втулками закреплены ролики. Толкатель привода клапанов внутри имеет шаровую поверхность для упора нижней головки штанги. Штанги изготовлены из труб, в них с двух сторон запрессованы головки, шаровые поверхности которых цементированы и закалены.
Впускные и выпускные клапаны обычно отличаются размерами головок и изготовляются из различных сталей.
Впускные и выпускные клапаны обычно располагаются в рабочей крышке вертикально. Такое расположение обеспечивает наименьший износ направляющей втулки шпинделя. Клапаны открываются внутрь цилиндра, чем достигается плотное прилегание клапана к седлу при высоких давлениях. При малых давлениях и разрежении в цилиндре прилегание клапапа обеспечивается пружиной.
Впускные и выпускные клапаны дизеля должны открываться и закрываться в строго определенной последовательности и в установленные моменты. Последовательность открытия и закрытия клапанов цилиндров обеспечивается соответствующим расположением кулачков распределительного вала.
Привод впускных и выпускных клапанов большей частью производится эксцентриком; выпуск и здесь производится принудительно. Дабы захватывающая защелка плавно садилась на рычаг клапана, а иногда и для того, чтобы осуществить большие наполнения, - впускные эксцентрики заклиниваются, большей частью с запаздыванием, так, что получается небольшой избыточный подъем; наивысшее положение работающего края защелки превышает рычаг клапана, находящийся в покое и в момент закрытия, лишь настолько, что защелка безусловно западает. Захватывание происходит благодаря собственному весу или давлению пружины. Тогда подъем клапанов при непосредственном эксцентриковом приводе для больших наполнений становится несообразно велик, что побуждает обратиться к применению кулаков. К преимуществам распределений с расцеплением следует отнести быстрое закрытие до самого седла и малую перестановочную силу регулятора.
Головки впускных и выпускных клапанов имеют неодинаковый диаметр. Для лучшего наполнения цилиндров свежей горючей смесью диаметр головки впускного клапана делают большим, чем диаметр выпускного. В связи с тем, что клапаны во время работы двигателя неодинаково нагреваются (выпускной клапан, омываемый горячими отработавшими газами, нагревается больше), изготавливаются они из разного материала: впускные клапаны - из хромистой, выпускные - из сильхромовой жароупорной стали.
Если вы разрабатываете головку блока цилиндров для получения максимальной мощности, то не будет никаким сюрпризом, что основной целью является максимальный поток. Это, кроме всего прочего, требует использования клапанов большего размера, которые могут быть физически установлены в камеры сгорания. Это требует решения, как лучше всего разделить имеющееся пространство между впускными и выпускными клапанами. Другими словами, что лучше: большой впускной и маленький выпускной клапан, оба клапана одинакового размера или большой выпускной и маленький впускной клапан? Прежде всего, можно подумать, что большой выпускной клапан - это тот путь, которым нужно идти; ведь отработанные газы, без сомнения, занимают больший объем, чем газы, втянутые в цилиндр через впускную систему. Однако, когда мы касаемся мощности, действует другое «железное» правило: легче опустошить цилиндр, чем наполнить его.
Годы экспериментов показали, что оптимальный размер выпускного клапана должен составлять примерно около 75% от впускного или, если точнее, поток через него должен составлять примерно 75% потока через впускной клапан. Это правило применяется только тогда, когда диаметры комбинируемых клапанов равны общему имеющемуся пространству в камере, т.е. клапаны почти касаются друг друга, как часто бывает в гоночных двигателях. Если используются клапаны с размерами, меньшими, чем максимальные, а мощность не является основной целью, то баланс между потоками впускного и выпускного каналов не так критичен.
Самое простое правило, которому нужно следовать: если основным требованием является мощность, то следуйте нормальному соотношению 0,75:1. Это правило можно изменить в тех случаях, когда двигатель оснащен системой турбонаддува или впрыска закиси азота. Для этих систем требуется обеспечение большего потока выхлопных газов и может успешно использоваться соотношение диаметров выпускного и впускного клапанов, составляющее 0,9:1 (поток выхлопных газов составляет 90% от потока впускаемой смеси) или даже больше.
К сожалению, установка увеличенных выпускных клапанов имеет «ловушку», которая обычно не связана с увеличением размеров впускных клапанов. Водяная рубашка внутри головки блока цилиндров расположена рядом с седлами выпускных клапанов. Это помогает поддерживать клапаны и седла холодными, но часто препятствует установке клапанов максимального размера. Вдобавок, тонкие отливки и большое количество тепла (побочный продукт высокой мощности) могут привести к образованию трещин в седлах, и это обычно укорачивает срок службы головки блока.
Замечание. Когда главной целью конструктора является экономия, а не мощность, размер выпускного клапана может быть увеличен до соотношения 0,75:1 даже при увеличении диаметра впускного клапана. Когда поток выпускного канала увеличивается, то пробег и срок службы двигателя будут улучшены. Однако здесь есть предел, как и во всем. Выпускные клапаны, размер которых превышает 90 - 95% от размера впускного клапана, дают очень маленькую дополнительную топливную экономию, и так как они используют пространство, обычно отдаваемое впускным клапанам, то потенциал по мощности будет уменьшен.
1. Заданная деталь: выпускной клапан двигателя внутреннего сгорания
o Клапан служат для периодического открытия и закрытия отверстий впускных и выпускных каналов в зависимости от положения поршней в цилиндре и от порядка работы двигателя. Клапан состоит из головки и стержня.
Двигатель внутреннего сгорания (ДВС) – устройство, преобразующее тепловую энергию,
получаемую при сгорании топлива в цилиндрах, в механическую работу.

Рисунок 1 - Общий вид двигателя
Рабочий цикл четырехтактного карбюраторного двигателя.
Четырехтактный двигатель внутреннего сгорания работает по следующему принципу;


Рисунок 2 - Впуск горючей смеси
Впуск - поршень перемещается от верхней мертвой точки к нижней мертвой точке. Открыто впускное отверстие. Вследствие увеличения объема внутри цилиндра создается разрежение 0,075 - 0,085 МПа, а температура смеси находится в пределах 90 -125° С. Цилиндр заполняется свежим зарядом горючей смеси.
Сжатие - поршень движется от н.м.т. кв. м.т. Впускное и выпускное отверстия закрыты. Объем над поршнем уменьшается, а давление и температура к концу такта соответственно достигают величин 1,0 .1,2 МПа и 350. 450° С. Рабочая смесь сжимается, благодаря чему улучшается испарение и перемешивание паров бензина с воздухом.
Рабочий ход (сгорание и расширение) - сжатая рабочая смесь воспламеняется искрой. Поршень под давлением расширяющихся газов перемещается от в. м. т. к н.м.т. Впускное и выпускное отверстия закрыты. Давление газов достигает величины 3,5 .4,0 МПа, а температура доходит до 2000° С.

Рисунок 3 - Рабочий ход поршня
Выпуск - поршень движется от н.м.т. кв. м.т. Открыто выпускной клапан. Давление газов снижается до 0,11 .0,12 МПа, а температура-до 300 .400° С.

Рисунок 4 - Выпуск газов при помощью опускания выпускного клапана (вид А)
2. Условия работы выпускного клапана
Клапаны двигателя внутреннего сгорания функционируют в экстремальных условиях. Они подвержены совместному действию переменной механической нагрузки, высокой температуры, износа, коррозии и эрозии. Во время работы двигателя температура нагрева головки клапана может достигать 800˚С, стержень нагружен циклическими растягивающими усилиями пружины, поверхность стержня подвергается сильному воздействию факторов трения, торец стержня испытывает интенсивные контактные нагрузки. Клапаны и седла клапанов подвергаются износу в результате ударов головки клапана о седло, повторяющихся с большой частотой, коррозионному действию агрессивных отработавших газов при повышенной температуре, а также эрозионному действию струи газа и продуктов неполного сгорания топлива. После некоторого периода, работы седло покрывается нагаром, который под влиянием высокой температуры накаляется, что приводит к выжиганию опорной поверхности клапана и потере герметичности. Не герметичность клапанов, в свою очередь, приводит к нарушениям в работе двигателя, к которым относятся затрудненный запуск, уменьшение мощности и др. При этом через образовавшиеся щели под высоким давлением проходит струя горячих рабочих газов, сильно нагревающих головку клапана. Вследствие такого нагрева края головки подправляются и клапан разрушается. С течением времени материал клапана может настолько снизить свою прочность в результате выгорания некоторых компонентов сплава, что возможен даже отрыв головки от стержня клапана. На интенсивность износа седел клапанов влияет также состав всасываемой в цилиндры смеси. Вели смесь слишком бедную, то сгорание происходит при более высокой температуре и коррозионное действие отработавших газов оказывается сильнее. Когда смесь слишком богата, сгорание идет медленнее и при более низкой температуре. Несгоревшие тяжелые фракции топлива ускоряют осаждение слоя нагара, коррозионно-агрессивного к материалу клапана. Поэтому к клапанам предъявляются очень жесткие технические и качественные требования.
Возможные причины выхода из строя или дефектов при эксплуатации выпускных клапанов.
Характерными дефектами выпускных клапанов являются их прогорание и зависание, обрыв клапанных тарелок (термическое разрушение донышка). На выпускные клапаны приходится до 12% общего числа отказов по дизелю. Основная доля отказов (около 60 %) связана с разрушением рабочих поисков клапанов и их седел из-за образования глубоких раковин, требующих проточки и притирки. Наблюдается также изнашивание стержня по длине и направляющих втулок. (Следует отметить, что выпускные клапаны и седла изнашиваются гораздо быстрее впускных, так как их коррозия развивается интенсивнее.)
Наибольший урон выпускным клапанам наносит газовая коррозия . Газовая коррозия - коррозия металлов, вызываемая действием паров и газов обычно при высоких температурах Металлы окисляются кислородом, парами воды, оксидом углерода, оксидом серы по следующих уравнениях;
2Ме + О2 + t→ 2MeO
Me + C О2 + t→ MeO + CO
Me + H2O + t→ MeO + H2
3 Me +SО2 + t→ 2MeO + MeS
Материалы используемые для производства выпускных клапанов.
Для клапанов используется всегда жаростойкая (чаще всего хромистая) сталь, содержащая 8-15% Сг, 2-3% Si, 0,45% С. Например: 4Х10С2М(ЭИ107) Клапаны двигателей, крепежные детали, работающие при 600-650°С. 3Х13Н7С2 (ЭИ72,)- Клапаны впуска авиадвигателей и выпуска автомобильных, тракторных двигателей.
5Х20Н4АГ9 (ЭП3О3) Клапаны выпуска автомобильных двигателей. В авиационных поршневых двигателях, как в отечественной, так и зарубежной практике для выпускных клапанов используют хромоникельвольфрамомолибденовую сталь марки 4Х14Н14В2М (ЭИ69).
Прогрессивные технологические решения для увеличения срока службы выпускных клапанов.
3. Способ защиты - плазменно-порошковая наплавка
Из существующих способов плазменно-порошковая наплавка получила наибольшее распространение как наиболее универсальный метод. При плазменно-порошковой наплавке присадкой служат гранулированные металлические порошки, которые подаются в плазмотрон транспортирующим газом с помощью специального питателя. Метод порошковой плазменной наплавки (ППН) является наиболее оптимальным по производительности, цене и качеству.