Rizs. 49. A lyuk dörzsárazása a hüvelyben
Ha az ágy vezérműtengely elhasználódott, használhatja a helyreállított blokkfejet. Ebben az esetben a szelepülék előkészítése nem szükséges.
Ellenőrizze az ülések kopását minden szelepen. Kisebb felületi kopás 45°-os kúpvágóval korrigálható. Az erősen kopott üléseket újra kell köszörülni. A szelepülékek geometriai paramétereinek értékei a 2. ábrán láthatók. 50 és 51. Szelepülések kialakítása be karburátoros motorokés az üzemanyag-befecskendezéses motorok ugyanaz. Ügyelni kell arra, hogy a munkaletörés ne legyen túl mélyen a blokkfej testében. Ennek ellenőrzéséhez a következő lépéseket kell végrehajtania:
Az ilyen rendszereket az ún. szelepszelepekés lemezbeállítás, amelyek bonyolultabbak, mint a csavaros és hidraulikus beállítás. A hidraulikus szelepek kenése is javasolt, amelyek szintén gyorsabban kopnak, ha gáznak vannak kitéve. A cseréjük elég drága. NÁL NÉL legjobb eset a felhasználók csavaros vezérléssel és kényelmes hozzáféréssel rendelkeznek. Persze feltéve, ha emlékeznek erre, mert nagyon gyakran elszakadnak és elindulnak az ilyen gépeken.
A kenést elsősorban drága szemüveggel és lemezhézaggal felszerelt járművekhez ajánljuk. Javasoljuk a legjobbak használatát is gázberendezések a piacon, amelyek minimalizálják a költséges meghibásodások kockázatát, és ugyanakkor lehetővé teszik, hogy irritáció nélkül dolgozzon. Az ötödik generációs gázszerelésnél nincs szükség további kenésre, mivel ezek a rendszerek nagyon pontosan működnek. Ugyanez mondható el a megfelelő minőségről és a megfelelő gondozásról.
Helyezze be a szelepet a vezetőhüvelybe, és nyomja a szelepfejet az üléshez a letörési területen;
Mérje meg az "A" távolságot (52. ábra) a szelepszár vége és a blokkfej felső illeszkedési síkja (lásd 50., 51. ábra) között.
Határozza meg a megengedett szelepmélységet (az 50. és 51. ábrán "b"-vel jelölve) az "A" mért távolság alapján, valamint azon tény alapján, hogy a szelepszár vége és a blokkfej felső illeszkedési síkja közötti minimális távolság 35,8 mm a bemeneti szelepeknél és 36,1 mm a kipufogónál.
Nem kenőanyag művek? Igen, de nem mindig teszi a dolgát. Ez sok tényezőtől függ, és mindenekelőtt a hatékonyságtól gázrendszerés autó. Egy üveg folyadék körülbelül 50 dollár. A fogyasztás körülbelül 1 ml/liter üzemanyag. Tehát egy 100 km-enként 10 liter benzint fogyasztó motor körülbelül 5 ml pisztolyt fogyaszt ezen a távolságon, ami további 50 centbe kerül. Abból az elvből kiindulva, hogy nem árt, és valószínűleg segít is, mert így érdemes elgondolkodni ezen a megoldáson, nem nagy üzemeltetési költség.
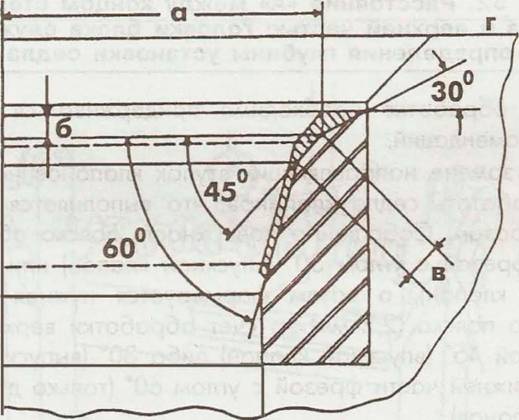
Rizs. ötven. Geometriai paraméterek szívószelep-ülékek:
a=34,8 mm; b - mélyítés, c = 2,2 mm, a munkaletörés szélessége; g - a blokk fejének illeszkedési síkja; 45* - érintkezési szög; 30* - felső korrekciós szög; 60* - alsó sarok korrekciókat
a=27,8 mm; b - elmélyülés; h = 2,2 mm, a munkaletörés szélessége; g - a fej párosítási síkja; 45* - érintkezési szög; 30* - felső korrekciós szög
Azonban a költség 50 zł 10 ezer. km aggodalomra adhat okot a rendkívül gazdaságos felhasználók számára. Néha elismerik, hogy a gyári gázszerelést kínáló autógyártók más anyagokat is használnak a szelepülékekben. Ha a gyártók nem hisznek a saját anyagaikban, akkor korlátozottan kell bíznunk.
Lehetőleg spóroljunk vízzel, szükség esetén alaposan öblítsük le!
A szelepülékbe szerelt szabványos gyűrű cseréjével az áramlási nyomás később növelhető. Túlcsordulás esetén természetesen csökkenthető. Takarítson meg vizet a kettős hatású technológiával Használja az építőiparban teherhordó szerkezetekkel és téglafalakkal Könnyen összeszerelhető. A kerámiaedények legjelentősebb gyártói évek óta olyan speciális WC-kagylót szállítanak, amely 4,5 liter vizet takarít meg a teljes tisztításhoz. De mivel a megfelelő kettős hatású technológia nem áll rendelkezésre, egyszerű rendszer hajtás.
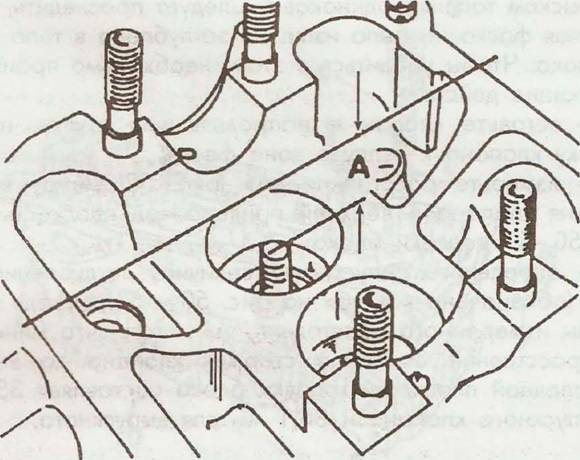
Rizs. 52. A szelepszár vége és a blokkfej teteje közötti "A" távolság az ülés beépítési mélységének meghatározására szolgál.
A feldolgozás során be kell tartania a következő ajánlásokat.
A szelepvezetők cseréjekor a szelepüléseket meg kell gépelni, ami a következőképpen történik. Maga a szíj felületét 30 * (bemeneti szelep) vagy 45 * (kipufogószelep) szögű maróval dolgozzák fel, majd a munkaszalag kívánt szélességét (2,2 mm) a felső rész feldolgozásával alakítják ki. egy 45*-os (bemeneti szelep) vagy 30*-os (kimeneti szelep) vágó, az alja pedig egy 60*-os sarokvágóval (csak szívószelepek).
Nemcsak csökkentheti az áramlási nyomást, hanem növelheti is
Ennek eredményeként a lemez mindig 4,5 liter vizet igényel, függetlenül attól, hogy milyen szinten van a "vállalkozás", és a teljes tisztítással megtakarított víz ismét szétszóródik. A mosási nyomás rugalmasan illeszthető bármely WC követelményeihez, függetlenül a használt kerámiaedénytől. Példa: A WC csésze felszerelése után a kerámia csésze nem öblíti le megfelelően. A hagyományos öblítőszelepekkel az öblítési nyomás csak később csökkenthető, nem pedig növelhető. Természetesen túlzott áramlás esetén csökkenthető.
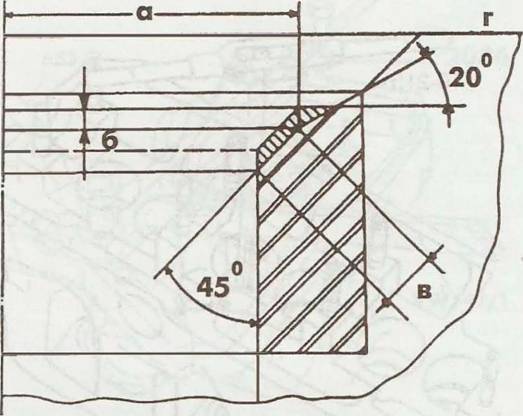
Rizs. 51. A kipufogószelep-ülék geometriai paraméterei:
Az ülések munkaletöréseinek feldolgozása után a szelepeket hozzá kell csiszolni. Ehhez kenje be az ülés felületét a kevert lefedő pasztával motorolaj, és helyezze be a szelepet a helyére, kenje meg a szárát motorolajjal. Csatlakoztasson egy átlapoló szerszámot a szelephez, és forgassa el a szelepet mindkét irányba (53. ábra), miközben enyhén nyomja a szelepet az üléshez. A kezdeti szakaszban végzett munka megkönnyíthető, ha a szelepet fúróval forgatják. A lelapolást csak tiszta motorolajjal fejezze be.
Az öblítőszelep-ülékgyűrű cseréjével az öblítési nyomás csökkenthető vagy növelhető. Karbantartás olyan egyszerű, mint az összeszerelés. A szelep cseréjekor az egyes alkatrészeket nem szabad eltávolítani vagy leválasztani. A szelep egy egységet alkot, amelyben minden alkatrész tartósan egymáshoz van rögzítve.
A tartályt csak beszereléshez szabad kinyitni fojtószelepés üzembe helyezés. Utóépítés: Megerősített tömlő szerszám nélkül csatlakozik a töltőszelephez. A csúszólemez egy kompakt egység, amely fröccsenésgátlóból, meghajtóból és rögzítőelemekből áll.
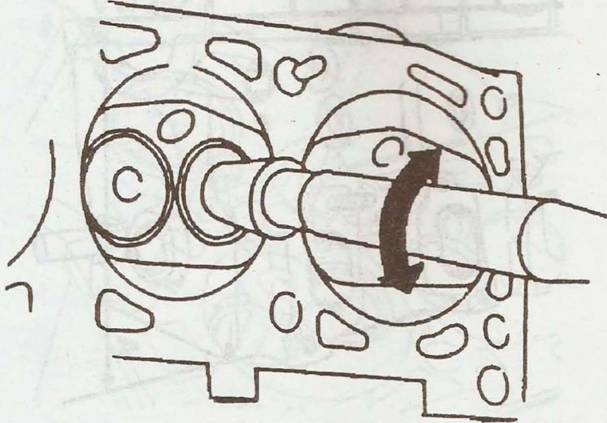
Rizs. 53. A szelep rögzítése az üléshez szerszám segítségével
A fedés befejezése után távolítsa el a pasztát és tisztítsa meg az összes felületet. Ellenőrizze az ülés és a szelepülék felületeit. Mindkét felületen egy folytonos átlátszatlan gyűrűnek kell lennie, amelynek szélessége megegyezik a munkaferde szélességével.
A szelepek egyszerű felszerelése a kis ellenőrző lyuk ellenére. Féltengelyek az igazítási jelek segítségével gyorsan és pontosan behelyezhető. Karbantartás céljából eltávolítható műszaki blokk beleértve a meghajtót, a fedelet és a szerelőlapot. Univerzális szelep intelligens szerviztechnikusok számára.
Ha a tartály hibás, az ügyfél a probléma gyors megoldását várja. Az új töltőszelepnek köszönhetően a szerelőnek nem kell a raktárba vagy a nagykereskedésbe mennie, és gyorsan és szakszerűen tud segíteni az ügyfélnek. Hangszigetelés - sugárhajtású repülőgépektől kölcsönzött technológiával.
Körülbelül 1 mm-es körben ceruzával készítsen néhány jelölést a szelep munkaletörésén. Helyezze be a szelepet a hüvelybe, és nyomja be az ülésbe. Enyhén nyomja meg a szelepet, és fordítsa el 90 ° -kal.
Távolítsa el a szelepet, és győződjön meg arról, hogy a ceruzanyomok eltűntek a munkaszalagról. Kezdje el a fej összeszerelését. Ellenkező esetben folytatni kell az illeszkedő felületek feldolgozását, és végső esetben új vagy felújított hengerfejet kell beszerelni.
A keret nélküli WC-k uralják a piacot, köszönhetően a könnyű tisztíthatóságnak és a fokozott higiéniának. A kerámiaedények új dizájnjai és kontúrjai mindig megjelennek. Ennek következtében a tartályigények is megnövekedtek, mivel a keret kialakítása befolyásolja a mosási ellenállást és az áramlási ellenállást. Ezért néha hanghatások vagy ütős zajok hallhatók, amikor elzáró szelep bezár.
A repülési iparban egy technikai trükköt alkalmaztak a zajszint optimalizálására. A repülőgép-turbinához hasonló cikk-cakk fúvókát úgy tervezték, hogy optimalizálja a kimeneti áramlást. Ez biztosítja a stabil áramlási feltételeket és alacsony szint zaj hangos hangok nélkül.
- Szelepek A szelepek méreteit a 2.2 táblázat tartalmazza, és a 2. ábra mutatja. 2.49. 2.2. táblázat. Szelep méretei Paraméterek Bemeneti szelep Kilépő szelep A szeleptárcsa „a” átmérője, mm…
- A vezérműtengely axiális holtjátékának ellenőrzése az 1. ábrán látható. 4 23. Megengedett axiális hézag: 0,16 mm. Rizs. 4.23. A vezérműtengely axiális hézagának ellenőrzése. Szelepek A szelep méretei megadva…
- A gázelosztó mechanizmust az ábra mutatja. 4.14. Rizs. 4.14. Gázelosztó mechanizmus: 1.19 - Nyomótárcsák; 2 - Vezérműtengely; 3, 32 - Rugós csapok; 4, 9, 12,…
- Kompresszió ellenőrzése 1. Válassza le a csatlakozót az elzáró/üzemanyag indító szelepről a üzemanyagpumpa. 2. Válassza le a csatlakozót az üzemanyag-szivattyú üzemanyagmennyiség-szabályozójáról. 3. Szüntesse meg a kapcsolatot...
Az ülés az, ahol a zárt szelep (bemeneti vagy kimeneti) érintkezik a hengerfejjel.
A nyereg úgy néz ki, mint egy meglehetősen masszív fémgyűrű, kúpos belső profillal. Benyomódik a hengerfejbe azon a ponton, ahol a szívó és kipufogó csatornák. Az ülések felszerelése a hőmérséklet-különbség elve szerint történik. A blokk fejét úgy melegítik, hogy a csatornák átmérője kissé megnő. Magukat a nyergeket éppen ellenkezőleg, folyékony nitrogénnel ellátott tartályban hűtik, így az átmérő csökken. A kihűlt nyerget ezután a tüskére teszik, és óvatosan, különösebb erőfeszítés nélkül beleütik ülés a hengerfejben.

Az ülés belső felülete kúpos profilú, "kihegyezve" a lehető legszorosabb illeszkedés érdekében, zárt szeleppel. Az új ülékek és/vagy új szelepek beszerelése után a motorba azokat össze kell illeszteni (LINK), hogy maximális illeszkedés legyen.
A belső profil klasszikus változata egy 1,5-2 mm széles, a szelep tengelyéhez képest 45 fokos szöget bezáró központi tömítőletörés, valamint két oldalról 30 és 60 fokos szögben csatlakozó letörés. Vannak azonban más, összetettebb nyeregprofilok is.
![]()
Milyen tulajdonságokkal kell rendelkeznie a szelepülékeknek?
- Egyensúly az anyag keménysége és lágysága között. Keménységre van szükség az erőforráshoz, és lágyságra - annak érdekében, hogy az utóbbi ne deformálódjon a szeleppel való érintkezéskor.
- Jó hővezető képesség. Mint tudják, a szelepek nagyon kemény környezetben működnek. hőmérsékleti rezsim, 900 fokig melegszik, így a nyeregnek hőt kell vinnie a blokk fejére.
A klasszikus szelepülék-anyagok ötvözött öntöttvas, bronz vagy hőálló acél, bár számos különféle egzotikus ötvözet létezik - réz-nikkel, réz-berillium, króm-kobalt stb.
Az egyenetlenül kopó ülések már nem illeszkednek szorosan a szeleplapokhoz. Illetőleg, zárt szelepek kezdenek hiányozni üzemanyag-levegő keverék ki a motor második löketénél (LINK), amikor a dugattyú felmegy, összenyomja azt. Ennek eredményeként a tömörítés csökken, és a teljesítmény csökken. Ezenkívül a forró kipufogógázok áttörik a lazán zárt szívószelepek csatornáit, szénlerakódásokat hagyva maguk után, felgyorsítva a korróziót és deformálva azokat.

A szelepülések megmunkálva vagy cserélve vannak. Fordulva a mester igazodik belső felületülések, hogy biztosítsák a szelep szoros illeszkedését. A horony kiválasztásakor két dolgot kell figyelembe vennie: először is, ez egy összetett eljárás, amely marógépet és nagy pontosságot igényel. Másodszor, egy fúrt ülésben a szelep mélyebben ül - ez kissé növeli az égésteret és csökkenti a kompressziós arányt.
Az ülés elhasználódása esetén a legjobb megoldás, ha hőmérsékleti préseléssel újra cseréljük, amiről a cikk elején beszéltünk.
Nem minden motorban vannak szelepülékek, amelyek gyűrűk formájában készülnek, amelyeket a blokkfejbe nyomnak. Például on Toyota motorok a ZZ sorozatban (1ZZ-FE és 2ZZ-GE) gyűrűk helyett vékony lézeres fémleválasztást alkalmaznak. A technológia lehetővé tette a szelepek hőelvonásának javítását a lemezeiken keresztül, valamint a szívó- és kipufogónyílások nagy átmérőjűvé tételét, miközben az égéstér átmérője viszonylag kicsi maradt. A "permetezett" nyergek hátránya nyilvánvaló - a javításuk teljes lehetetlensége valamilyen bypass technológia használata nélkül.



