සංකීර්ණත්වය
මෙවලමපැය 6 - 12
මෙවලම්:
කොටස් සහ පරිභෝජන ද්රව්ය:
- තෙල් පෙරණය
- එන්ජින් ඔයිල්
- රැග්ස්
මෙවලම්:
- පැතලි පරීක්ෂණය
- කැලිපර්ස්
- මයික්රොමීටරය
- සීලන්ට් ලොක්ටයිට් 270
කොටස් සහ පරිභෝජන ද්රව්ය:
- සිලින්ඩර හිස බෝල්ට්
සටහන්:
ඔබ සිලින්ඩර හිස ඉවත් කරන සෑම අවස්ථාවකම, ඔබ එහි සවිකරන බෝල්ට් ආදේශ කළ යුතුය
1.0 l, 37 kW සහ 1.4 l, 50 kW එන්ජින් සඳහා සිලින්ඩර හිස කොටස්
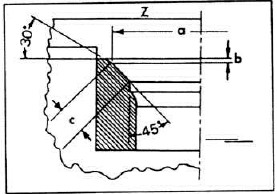
කපාට ආසනය

ඒ- ආසන විෂ්කම්භය;
බී- උපරිම අවසර ලත් ප්රමාණයසැකසීම;
c- වැඩ කරන කුටියේ පළල;
z- බ්ලොක් හිසෙහි පහළ තලය.
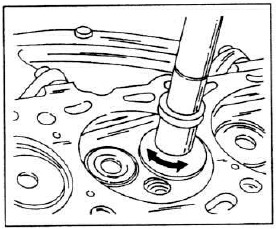
එන්ජින් බ්ලොක් හිසෙහි වසන්ත දරණ පෘෂ්ඨයට ඉහලින් කපාට නෙරා යාම මැනීම
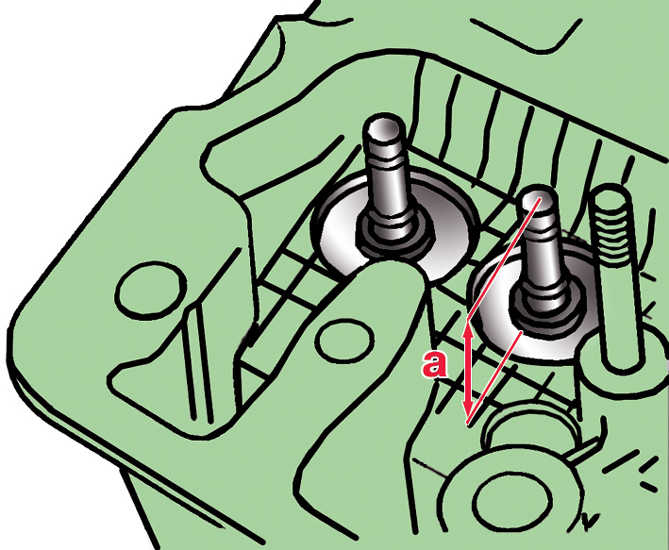
ඒ- බ්ලොක් හිසෙහි කපාට වසන්තයේ ආධාරක පෘෂ්ඨය දක්වා කපාට අවසානයේ සිට විශාලත්වය.
1.9 l, 74 kW ඩීසල් එන්ජිමක බ්ලොක් හිසෙහි කපාට කෙළවර සහ ඉහළ තලය අතර දුර මැනීම

කපාට සහ මාර්ගෝපදේශක අත් අතර පරතරය මැනීම

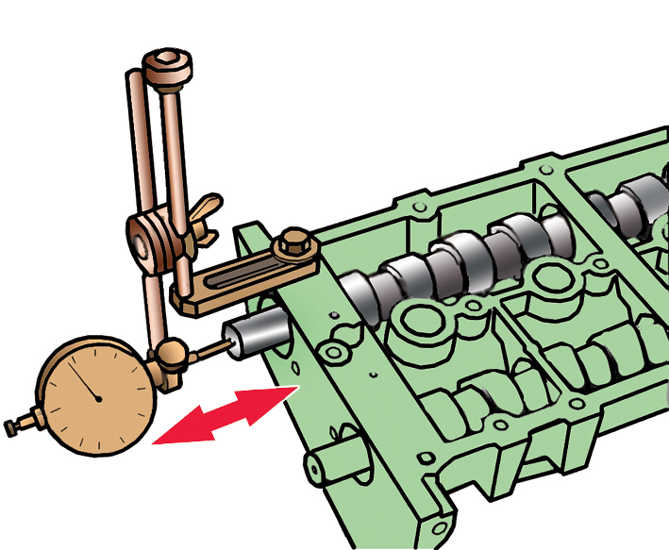
අක්ෂීය නිෂ්කාශනය මැනීම camshaft
සිලින්ඩර හිසෙහි පැතලි බව පරීක්ෂා කිරීම
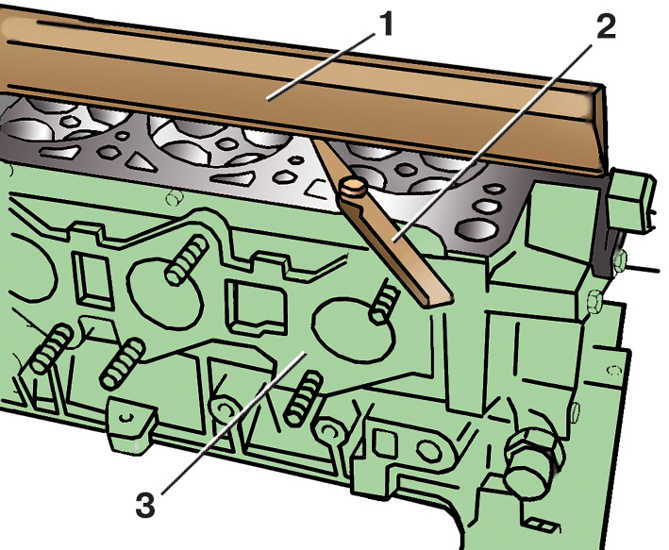
1 - පාලකයා;
2 - ඩිප්ස්ටික්;
3 - බ්ලොක් හිස.
1.4L එන්ජිමක සිලින්ඩර හිස උස මැනීම

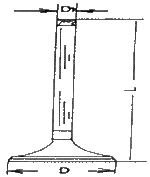
කපාට මානයන්
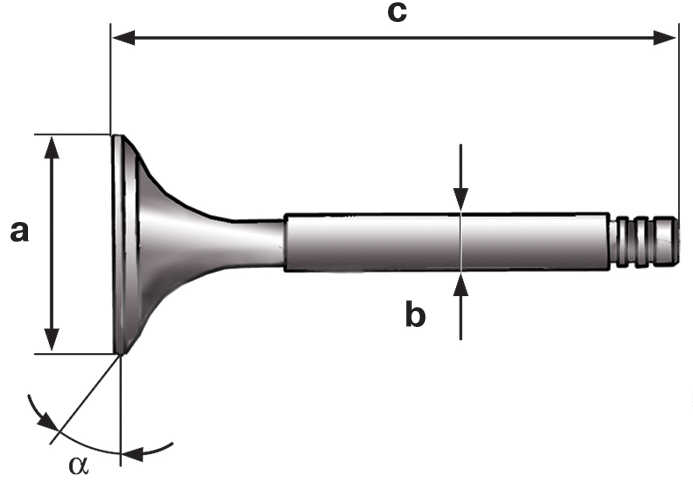
ඒ- තහඩුවේ විෂ්කම්භය;
බී- සැරයටියේ විෂ්කම්භය;
c- කපාට දිග.
ක්රියාත්මක කිරීමේ නියෝගය
1. විසුරුවා හැරීමෙන් පසු, අපිරිසිදු, කාබන් තැන්පතු, තෙල් ආදියෙන් සියලුම කොටස් පිරිසිදු කරන්න.
2. සිලින්ඩර් බ්ලොක් එකට යාබදව ඇති සිලින්ඩර් හිසෙහි මතුපිට පැතලි බව පරීක්ෂා කරන්න. මෙය සිදු කිරීම සඳහා, හිසෙහි මතුපිටට එහි දාරය සහිත ලෝහ පාලකයෙකු තබන්න, පළමුව හිසෙහි අක්ෂය දිගේ මැද, පසුව විකර්ණ ලෙස, සහ හිසෙහි තලය සහ තලය අතර පරතරය මැනීමට ෆීලර් ගේජ් භාවිතා කරන්න. පාලකය, රූපයේ දැක්වෙන පරිදි (රූපය බලන්න. සිලින්ඩර හිසෙහි පැතලි බව පරීක්ෂා කිරීම). අතිශයින් අවසර ලත් නිෂ්කාශනයසදහා ගැසොලින් එන්ජින් 0.05 mm වේ, ඩීසල් එන්ජින් සඳහා - 0.1 mm.
3. මනින ලද පරතරය උපරිම අවසරය ඉක්මවා ගියහොත්, බ්ලොක් හිස ප්රතිස්ථාපනය කළ යුතුය. 1.4 l, 55 සහ 74 kW පෙට්රල් එන්ජින් සඳහා මතුපිට ඇඹරීමට අවසර ඇත, නමුත් හිසෙහි උස “a” 108.25 mm ට නොඅඩු විය යුතුය (රූපය බලන්න. 1.4 l එන්ජිමක සිලින්ඩර හිසෙහි උස මැනීම) . ඇඹරීමේ ප්රතිඵලයක් වශයෙන්, හිසෙහි උස අඩු වී ඇත්නම්, එය ප්රතිස්ථාපනය කළ යුතුය.
අවවාදයයි:
සිලින්ඩර හිස ඇඹරීමෙන් පසු, කපාට ගැඹුරට වාඩි වී ඇති බව සහතික කිරීම සඳහා හිස බිමට සමාන ප්රමාණයට කපාට ආසන ඇඹරීමට අවශ්ය වේ, එසේ නොමැතිනම් ඒවා පිස්ටන් වලට පහර දෙනු ඇත.
4. 1.0 l, 37 kW සහ 1.4 l, 50 kW එන්ජින් සඳහා, ප්ලග් 7 ස්ථිරව තිබේදැයි පරීක්ෂා කරන්න (රූපය බලන්න. එන්ජින් 1.0 l, 37 kW සහ 1.4 l, 50 kW සඳහා සිලින්ඩර හිස කොටස්), එසේ නොවේ නම්, එය ප්රතිස්ථාපනය කරන්න. මෙය සිදු කිරීම සඳහා, පැරණි ප්ලග් එක තට්ටු කරන්න. නව ප්ලග් එකේ පරිමිතිය වටා ලොක්ටයිට් 270 යොදන්න සහ සිලින්ඩර හිසට එය ඔබන්න.
5. හිස පරීක්ෂා කරන්න: දහන කුටිවල ඉරිතැලීම් හෝ පිළිස්සුම් සලකුණු තිබේ නම්, හිස ප්රතිස්ථාපනය කිරීම අවශ්ය වේ. යූ ඩීසල් එන්ජින්ඒවායේ පළල 0.5 mm ට නොඉක්මවන නම් කපාට ආසන අතර කුඩා ඉරිතැලීම් වලට ඉඩ දෙනු ලැබේ. වැඩ කරන කුටියේ ගැඹුරු සීරීම් සහ සීරීම් සහිත කපාට ආදේශ කරන්න, ඉරිතැලීම්, සැරයටිය විකෘති කිරීම, තැටියේ විකෘති වීම සහ පිළිස්සීමේ සලකුණු. වැඩ කරන කුටියේ නොගැඹුරු සලකුණු සහ සීරීම් ඉවත් කළ හැකිය.
6. විශේෂිත වැඩමුළුවකදී, ලැප් කිරීමෙන් ඉවත් කළ නොහැකි හානි සහිත කපාටවල වැඩ කරන කුටි විශේෂ යන්ත්රයක් මත බිම තැබිය හැකිය. ඇඹරීමේදී, කපාට ප්රමාණයේ පරාමිතීන්හි නිශ්චිතව දක්වා ඇති මානයන් පවත්වා ගැනීම අවශ්ය වන අතර රූපයේ දැක්වේ (රූපය බලන්න. කපාට මානයන්).
7. කපාට උල්පත් වල තත්ත්වය පරීක්ෂා කරන්න: ඕනෑම නැමුණු, කැඩුණු හෝ ඉරිතලා ඇති ඒවා වෙනුවට.
8. හයිඩ්රොලික් කපාට එසවුම් යන්ත්ර ඒවායේ වැඩ කරන පෘෂ්ඨයන්හි බර්ස්, චිප්ස් හෝ චිප්ස් තිබේ නම් ඒවා පරීක්ෂා කරන්න. ගැඹුරු සීරීම්, ශ්රේණිගත හෝ අසමාන ඇඳුමේ සංඥා, ටැප්ට් වෙනුවට.
9. කැම්ෂාෆ්ට් පරීක්ෂා කරන්න, ඒවායේ සඟරාවල සහ කැමිවල ඇඳීම්, සීරීම්, චිප්ස්, ගැඹුරු සලකුණු යනාදිය තිබේ නම්, පතුවළ ප්රතිස්ථාපනය කළ යුතුය.
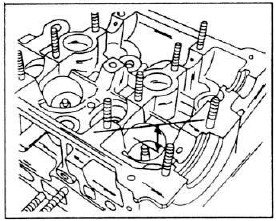
10. කපාට ආසනවල තත්ත්වය පරීක්ෂා කරන්න. ආසනවල වැඩ කරන කුටිවල ඇඳීම්, සිදුරු, විඛාදනය වැනි සලකුණු නොතිබිය යුතුය (කුඩා ලකුණු, සීරීම්, ආදිය) කපාටවල ඇඹරීමෙන් ඉවත් කළ හැකිය.
11. විශේෂිත වැඩමුළුවකදී, කපාට ලැප් කිරීමෙන් ඉවත් කළ නොහැකි හානි සහිත ආසනවල වැඩ කරන කුටි බිම හෝ ඇඹරීමට හැකිය. රූපයේ. කපාට ආසනය සහ කපාට ආසන ප්රමාණයේ පරාමිතීන් මඟින් සැකසීමේදී නඩත්තු කළ යුතු 1.0 l, 37 kW සහ 1.4 l, 50 kW එන්ජින් ආසන ප්රමාණය පෙන්නුම් කරයි. පළමුව ඔබ සෑදල සැකසීම සඳහා උපරිම අවසර ලත් ප්රමාණය ගණනය කළ යුතුය.
මෙම එන්ජින් සඳහා, මෙම ප්රමාණය පහත පරිදි තීරණය වේ:
- කපාටය හිසට ඇතුළු කර ආසනයට එරෙහිව ඔබන්න. ඔබ මෙම ආසනයේ ස්ථාපනය කරන කපාටය ඇතුල් කළ යුතුය;
- මිනුම් මානය "a" (රූපය බලන්න. එන්ජිම බ්ලොක් හිසෙහි වසන්තයේ ආධාරක මතුපිටට ඉහලින් කපාටයේ නෙරා යාම මැනීම) කපාටයේ කෙළවරේ සිට බ්ලොක් හිසෙහි කපාට වසන්තයේ ආධාරක පෘෂ්ඨය දක්වා;
- සූත්රය භාවිතයෙන් සෑදල සැකසීම සඳහා උපරිම අවසර ලත් ප්රමාණය ගණනය කරන්න:
"b = a max - a", කොහෙද:
- b - සෑදල සැකසීමේ උපරිම අවසර ලත් ප්රමාණය, mm;
- a max - උපරිම අවසර ලත් කපාට protrusion (පහත පරාමිතීන් බලන්න උපරිම අවසර කපාට protrusion) බ්ලොක් හිස මත වසන්තයේ ආධාරක මතුපිටට ඉහලින්, mm;
- a - කපාට අවසානයේ සිට හිස මත වසන්තයේ ආධාරක පෘෂ්ඨය දක්වා මනින ලද ප්රමාණය, මි.මී.
උදාහරණයක් ලෙස, ලීටර් 1.0 එන්ජිමක ඉන්ටේක් කපාටය සඳහා, මනින ලද දුර "a" 42.7 mm, පසුව "b" = 43.1 - 42.7 = 0.4 mm, i.e. ආසනයේ උපරිම සැකසුම් ගැඹුර 0.4 මි.මී.
12. ගණනය කිරීමේ ප්රතිඵලය 0 ට සමාන "b" නම්, නව කපාටයක් සමඟ මැනීම නැවත නැවතත් කළ යුතුය; මෙම නඩුවේ ප්රතිඵලය ශුන්ය නම්, ඔබ හිස ප්රතිස්ථාපනය කළ යුතුය.
13.
1.4 l, 74 kW ඩීසල් එන්ජින් සඳහා, "a" දුර (රූපය බලන්න. 1.9 l, 74 kW ඩීසල් එන්ජිමක බ්ලොක් හිසෙහි කපාට කෙළවර සහ ඉහළ තලය අතර දුර මැනීම) කපාට කෙළවරේ සිට ඉහළ තලය දක්වා බ්ලොක් හිස පහත පරිදි තීරණය වේ:
- කපාටය බ්ලොක් හිසට ඇතුළු කර එය ආසනයට එරෙහිව ඔබන්න. ඔබ මෙම ආසනයේ ස්ථාපනය කරන කපාටය ඇතුල් කළ යුතුය;
- "a" ප්රමාණය මැනීම;
- ගණනය කරන්න උපරිම ප්රමාණයසූත්රය අනුව සෑදල සැකසීම: "b = a - a min",
කොහෙද:
- b - ආසනවල උපරිම සැකසුම් ප්රමාණය, mm;
- a - මනින ලද ප්රමාණය, mm;
- මිනිත්තුව යනු කපාටයේ කෙළවරේ සිට බ්ලොක් හිසෙහි ඉහළ තලය දක්වා උපරිම අවසර ලත් ප්රමාණයයි.
14. උපරිම අවසර ප්රමාණය ඉන්ටේක් කපාටය සඳහා මිලිමීටර් 43.4 ක් වන අතර පිටාර කපාටය සඳහා මිලිමීටර් 43.2 කි.
15. උදාහරණයක් ලෙස, ඉන්ටේක් කපාටය සඳහා මනින ලද දුර "a" 44.1 mm, පසුව "b" = 44.1 - 43.4 = 0.7 mm, i.e. ආසනයේ උපරිම සැකසුම් ගැඹුර 0.7 මි.මී.
16. ගණනය කිරීමේ ප්රතිඵලය "b" ශුන්යයට සමාන නම්, නව කපාටයක් සමඟ මැනීම නැවත කරන්න; මෙම නඩුවේ ප්රතිඵලය ශුන්ය නම්, ඔබ බ්ලොක් හිස ප්රතිස්ථාපනය කළ යුතුය.
17.
පහත පරිදි කපාට මාර්ගෝපදේශ සහ කපාට අතර නිෂ්කාශන පරීක්ෂා කරන්න:
- එහි සැරයටියේ අවසානය පඳුරෙහි අවසානය සමඟ සමපාත වන පරිදි මාර්ගෝපදේශ බුෂිං තුළට කපාටය ඇතුල් කරන්න. ඔබ මෙම කමිසයේ ස්ථාපනය කරන කපාටය ඇතුල් කළ යුතුය;
- රූපයේ දැක්වෙන පරිදි එහි කකුල කපාට තහඩුවට එරෙහිව රැඳී ඇති පරිදි දර්ශකය සුරක්ෂිත කරන්න. කපාට සහ මාර්ගෝපදේශක අත් අතර පරතරය මැනීම. එය නතර වන තුරු දර්ශකය දෙසට කපාටය ඔබන්න සහ මෙම ස්ථානයේ දර්ශකය බිංදුවට සකසන්න. ඉන්පසු කපාටය මාරු කරන්න විරුද්ධ පැත්තසියලු ආකාරයෙන් සහ කපාට චලනයේ ප්රමාණය තීරණය කිරීම සඳහා දර්ශකය භාවිතා කරන්න. පෙට්රල් එන්ජින් සඳහා උපරිම අවසර ලත් කපාට චලනය ආදාන කපාටය සඳහා 0.5 mm සහ පිටාර කපාටය සඳහා 0.6 mm; ඩීසල් එන්ජින් සඳහා - 1.3 මි.මී පිටාර කපාට. මනින ලද අගය නිශ්චිත මානයන් ඉක්මවා ගියහොත්, නව කපාටයක් සමඟ මැනීම නැවත නැවතත් කළ යුතුය; නැවත ඉක්මවා ගියහොත්, සිලින්ඩර හිස ප්රතිස්ථාපනය කරන්න.
18.
කැම්ෂාෆ්ට් අවසන් නිෂ්කාශනය පරීක්ෂා කරන්න. මෙය සිදු කිරීම සඳහා, පෙට්රල් එන්ජින් සඳහා 1.4 l, 55 සහ 74 kW:
- කැම්ෂාෆ්ට් 27 (රූපය බලන්න. 1.4 l, 55 සහ 74 kW එන්ජින්වල සිලින්ඩර හිස කොටස්) දරණ නිවාස 5 සහ පසුපස ආවරණ 7 සහ 11 ස්ථාපනය කරන්න, 10 Nm ක ව්යවර්ථයකින් ඔවුන්ගේ සවි කිරීම් 8 තද කිරීම;
- රූපයේ පෙන්වා ඇති පරිදි එහි කකුල කැම්ෂාෆ්ට් කෙළවරට එරෙහිව රැඳී ඇති පරිදි දර්ශකය සුරක්ෂිත කරන්න. කැම්ෂාෆ්ට් හි අක්ෂීය නිෂ්කාශනය මැනීම.
චලනය කරන්න camshaftඑය නතර වන තුරු දර්ශකය දෙසට සහ මෙම ස්ථානයේ දර්ශකය බිංදුවට සකසන්න. ඉන්පසු කැම්ෂාෆ්ට් එක නතර වන තුරු ප්රතිවිරුද්ධ දිශාවට ගෙන යන්න - දර්ශකය අක්ෂීය නිෂ්කාශන ප්රමාණය පෙන්වයි.
19. එලෙසම, අනෙක් කැම්ෂාෆ්ට් එකේ අක්ෂීය නිෂ්කාශනය මැන බලන්න. ඩීසල් එන්ජින්වල අක්ෂීය නිෂ්කාශනය සමාන ලෙස මනිනු ලැබේ, නමුත් ඒවායේ කැම්ෂාෆ්ට් සිලින්ඩර හිසෙහි ස්ථාපනය කර ඇත (කපාට එසවුම් ඉවත් කර ඇත) සහ පළමු, තෙවන සහ පස්වන ෙබයාරිංවල ආවරණ වලින් සුරක්ෂිත කර ඇත. සියලුම මෝටර් රථ සඳහා අක්ෂීය නිෂ්කාශනය 0.15 mm නොඉක්මවිය යුතුය.
කපාට මානයන් (ආදාන / පිටාර කපාට), මි.මී
- තහඩු "a" විෂ්කම්භය - 34.0 / 27.0
- කපාට දිග "c" - 104.0 / 104.0
- තහඩු "a" විෂ්කම්භය - 34.0 / 30.0
- දණ්ඩ විෂ්කම්භය "b" - 7.0 / 7.0
- කපාට දිග "c" - 101.0 / 101.0
ගැසොලින් එන්ජින් 1.4 l, 55 සහ 74 kW
- තහඩු "a" විෂ්කම්භය - 29.5 / 26.0
- දණ්ඩ විෂ්කම්භය "b" - 5.973 / 5.953
- කපාට දිග "c" - 100.9 / 100.5
ඩීසල් එන්ජිම 1.9 l, 74 kW
- තහඩු "a" විෂ්කම්භය - 35.95 / 31.45
- දණ්ඩ විෂ්කම්භය "b" - 6.980 / 6.956
- කපාට දිග "c" - 89.95 / 89.95
කපාට ආසන මානයන් (ආදාන / පිටාර කපාට), මි.මී
පෙට්රල් එන්ජිම 1.0 l, 37 kW
- කපාට ආසන විෂ්කම්භය - 33.4 ± 0.1 / 26.4 ± 0.1
- වැඩ කරන කුටි පළල - 1.3 - 1.6 / 1.3 - 1.6
පෙට්රල් එන්ජිම 1.4 l, 50 kW
- කපාට ආසන විෂ්කම්භය - 32.9 ± 0.1 / 29.6 ± 0.1
- වැඩ කරන කුටි පළල - 1.45 - 1.75 / 1.65 - 1.95
උපරිම අවසර ලත් කපාට නෙරා යාම (ආදාන / පිටාර කපාටය), මි.මී
පෙට්රල් එන්ජිම 1.0 l, 37 kW - 43.1 / 43.0
පෙට්රල් එන්ජිම 1.4 l, 50 kW - 42.7 / 42.8
ලිපිය අතුරුදහන්:
- උපකරණයේ ඡායාරූපය
- කොටස් සහ පරිභෝජන භාණ්ඩවල ඡායාරූප
- අලුත්වැඩියා කිරීමේ උසස් තත්ත්වයේ ඡායාරූප
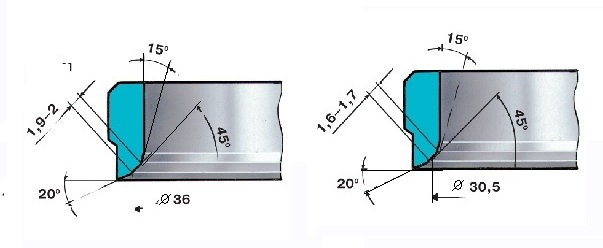
කපාට හෝ කපාට ආසන ප්රතිස්ථාපනය කරන විට, කපාට කැපීම ලෙස හැඳින්වෙන මෙහෙයුමක් සිදු කළ යුතුය. මේ සඳහා අවශ්ය මෙවලම (එකක් සහ එකම) රීමර්, කවුන්ටර්සින්ක්, කවුන්ටර්සින්ක් සහ සමහර විට රෝලර් කටර් ලෙස හැඳින්වේ. කේතුකාකාර හැඩය අනුව විනිශ්චය කිරීම, එන්ජිමක් අලුත්වැඩියා කිරීමේදී කපාට කැපීම සරල නමුත් වැදගත් මෙහෙයුමකි. තවද ඔබට අලුත්වැඩියාවන් සමඟ කරදර වීමට අවශ්ය නැති නම්, car.ru හි මෝටර් රථයක් විකිණීම හෝ මිලදී ගැනීම පහසුය.
අවශ්ය කැපුම් කෝණ සෑම අලුත්වැඩියා අත්පොතකම ඇත. මේවායින්, දැඩි ලෙස අවශ්ය එකම කෝණය කපාටය සඳහා කුටීරයේම කෝණයයි. VAZ එන්ජින් සඳහා එය 45. නව සිලින්ඩර හිස් ආසන මත තිබිය යුතු කෝණ මෙම රූපයේ දැක්වේ.
අවම ප්රති-සින්ක් කට්ටලයේ ඇතුල්වීම සඳහා එක් ප්රති-සින්ක් එකක්, පිටවන ස්ථානය සඳහා එකක් සහ මාර්ගෝපදේශයක් අඩංගු වේ. ප්රායෝගිකව, එවැනි අලුත්වැඩියා කට්ටලයක් නිෂ්ඵල ය.
කපාට ආසනය වෙනස් කරන විට, කේතුකාකාර පෘෂ්ඨයේ විශාලත්වය වැඩි වන අතර, කුටීරය ප්රශස්ත ප්රමාණයට වඩා විශාල වන බව පැහැදිලිය. එබැවින්, අලුත්වැඩියා කිරීමේදී සැකසූ කපාට ආසන පහත රූපයට අනුව සිදු කෙරේ.
ආසනවල මෙම හැඩය සෑදීම සඳහා, ඔබට ප්රති-සින්ක් හයක් අඩංගු කට්ටලයක් අවශ්ය වේ: ඉන්ටේක් කපාටය සඳහා තුනක් සහ පිටාර කපාටය සඳහා තුනක්. කවුන්ටර්සින්ක් අධිවේගී වානේ වලින් හෝ කාබයිඩ් ඇතුළු කිරීම් සමඟ ඝන විය හැක. Tolyatti දී ඔබ රූබල් 1300 සඳහා පාස්සන ලද කාබයිඩ් තහඩු සමග, countersinks 6 කට්ටලයක් මිලදී ගත හැකිය.
කපාට ආසනය මත ඇති කුටීර මතුපිට පාලක කමිසය සමඟ සමපාත විය යුතුය. එමනිසා, කට්ටලයට මාර්ගෝපදේශයක් ඇතුළත් විය යුතුය. සරලම අවස්ථාවෙහිදී, මාර්ගෝපදේශය ප්රතිවිකුණුම් කිරීම සඳහා දඟරයක් ද වේ. කවුන්ටරය මාර්ගෝපදේශය මත තබා යතුරක් හෝ වෙනත් ක්රමයක් සමඟ සුරක්ෂිත කර ඇත. මාර්ගෝපදේශයේ අවසානය තෙල් සමඟ ලිහිසි කර කපාට බුෂිං තුළට ඇතුල් කරනු ලැබේ. සැකසීමේදී, මාර්ගෝපදේශය බුෂිං දිගේ ලිස්සා යයි. මෙය සැමවිටම පහසු නොවේ, නමුත් ඔබ ඔබේ එන්ජිම අලුත්වැඩියා කිරීමට පමණක් අවශ්ය නම් එය පිළිගත හැකිය.
වඩාත් සංකීර්ණ විකල්පයක් වන්නේ මාර්ගෝපදේශය බුෂිං තුළට ඇතුළු කර චලනය නොවී ස්ථාවර කළ විටය. කපනය කරකැවීම සඳහා වෙනම හසුරුව භාවිතා වේ. මෙම අවස්ථාවෙහිදී, නියමුවන් ලෙසද හැඳින්වෙන මාර්ගෝපදේශ, එකම කපන ප්රමාණය සහිත විවිධ පඳුරු විෂ්කම්භයන් සඳහා විය හැකිය. ප්රති-සින්ක් කිහිපයක් ඇතුළුව විශ්ව ආනයනය කරන ලද මෙවලම් කට්ටලය විවිධ ප්රමාණවලින්, බොත්තමක් සහ මාර්ගෝපදේශ කිහිපයක් සඳහා ඩොලර් දහසක් දක්වා වැය වේ.
මෙහෙයුම් ක්රියා පටිපාටිය පහත පරිදි වේ. පළමුව, පිළිවෙලට කේතුකාකාර මතුපිටක් ලබා ගන්නා තෙක් ආසනයේ කුටීරය සැකසීමට අංශක 45 ක කෝණයක් සහිත කවුන්ටර සින්ක් භාවිතා කරන්න. මෙම අවස්ථාවේ දී, සියලු දෝෂ සහ කළු පැහැය ඉවත් කිරීම අවශ්ය වේ, ඊළඟට, 75 ක කෝණයක් සහිත ප්රතිවිරෝධකයක් භාවිතා කරන්න, ඉන්පසු අංශක 20 ක්. ප්රතිඵලයක් වශයෙන්, අංශක 45 ක කෝණයක් සහිත කුටියක් මිලිමීටර එකහමාරක පළල දක්වා අඩු කළ යුතුය.
කැඩුණු උල්පත් නිසි ලෙස නිරීක්ෂණය කිරීම සඳහා, පෙර පරිච්ඡේදයේ අනුරූප කොටසෙහි උපදෙස් අනුගමනය කරන්න.
කපාට මාර්ගෝපදේශ
ඉන්ටේක් සහ පිටාර කපාට මාර්ගෝපදේශ වාත්තු යකඩ වලින් සාදා ඇති අතර අභ්යන්තර විෂ්කම්භයෙන් වෙනස් වන අතර එය පිටාර කපාට මාර්ගෝපදේශ සඳහා විශාල වේ. මීට අමතරව, පිටාර කපාට මාර්ගෝපදේශ කෙටි වන අතර, ඒවා වෙන්කර හඳුනා ගැනීමට පහසු වේ.
පෙට්රල් වල පොඟවා ගත් කඩමාල්ලක් භාවිතයෙන් මාර්ගෝපදේශ බුෂිං පිරිසිදු කරන්න. කපාට කඳන් වඩාත් පහසුවෙන් සරඹයකට ඇතුල් කරන ලද කම්බි බුරුසුවකින් පිරිසිදු කර ඇත.
පරීක්ෂණ දණ්ඩක් භාවිතයෙන් ඇඳීම සඳහා මාර්ගෝපදේශ බුෂිං පරීක්ෂා කරන්න. එහි සංවෘත පැත්ත කුහරයට ගැලපේ නම්, මාර්ගෝපදේශ අත් ආදේශ කළ යුතුය. සුදුසු සැරයටියක් භාවිතා කරමින් මාර්ගෝපදේශක බුෂිං ඉවත් කරන්න. සාමාන්ය ප්රමාණය 1 සමඟ මාර්ගෝපදේශ බුෂිං ස්ථාපනය කිරීමට තවමත් හැකි නම්, විශේෂ සැරයටියක් භාවිතයෙන් ඒවා තට්ටු කළ යුතුය. ඔබට විශාල ප්රමාණයේ බුෂිං ස්ථාපනය කිරීමට අවශ්ය නම්, ඔබ අතින් රීමර් භාවිතයෙන් ප්රධාන කුහරය යන්ත්රගත කළ යුතුය. ස්ථාපනය කිරීමට පෙර නව බුෂිං වියළි අයිස්වලින් සිසිල් කළ යුතු බැවින්, වැඩමුළුවකින් බුෂිං වෙනුවට ආදේශ කිරීම වඩාත් සුදුසුය.
මාර්ගෝපදේශ බුෂිං ප්රතිස්ථාපනය කිරීමට පෙර, ඔබ පරීක්ෂා කළ යුතුය සාමාන්ය තත්වයසිලින්ඩර් බ්ලොක්. එබීමෙන් පසු, ඔබ බුෂිං විෂ්කම්භය 8.00 - 8.015 mm දක්වා පුළුල් කළ යුතුය. ඉන්ටේක් වෑල්ව්හෝ පිටාර කපාට සඳහා 9.00 - 9.015 මි.මී.
මාර්ගෝපදේශ ප්රතිස්ථාපනය කිරීමට පෙර, කපාට ද ප්රතිස්ථාපනය කළ යුතු අතර කපාට ආසන නැවත සකස් කළ යුතුය. ප්රතිස්ථාපනය කිරීමෙන් පසුව, කපාට ආසන ඇඹරීමට අවශ්ය වේ. ආසන තවදුරටත් නැවත සකස් කළ නොහැකි බව පෙනේ නම්, බුෂිං ප්රතිස්ථාපනය නොකළ යුතුය.
කපාට ආසන
කැම්ෂාෆ්ට් ෙබයාරිං කැඩී ඇත්නම්, ඔබට නැවත සාදන ලද සිලින්ඩර හිසක් ස්ථාපනය කළ හැකිය. මෙම නඩුවේදී, කපාට ආසන මත වැඩ කිරීමට අවශ්ය නොවේ.
සියලුම කපාට ආසන පැළඳීමේ හෝ නික් වල සලකුණු සඳහා පරීක්ෂා කරන්න. ඇඳුම්වල කුඩා සලකුණු අංශක 45 ක කපනයකින් ඉවත් කළ හැකිය. ආසනය දැනටමත් ඉතා ගැඹුරට ගෙවී ඇත්නම්, කපාට ආසන මුදු ප්රතිස්ථාපනය කළ යුතුය.
කපාට ආසන මුදු සිලින්ඩර හිසට තද කර ඇති අතර, පැරණි මුදුව සරඹ කිරීම හෝ කපාට ආසන මෙවලමක් භාවිතයෙන් ඉවත් කිරීම වඩාත් සුදුසුය. මෙම අවස්ථාවේදී, ඔබ සිලින්ඩර හිසට හානි නොකිරීමට වගබලා ගත යුතුය. ප්රධාන කුහරය (D1) මැනිය යුතු අතර, අවශ්ය නම්, ඊළඟ අලුත්වැඩියා ප්රමාණයට නැවත සකස් කළ යුතුය. 0.068 - 0.10 mm අතිච්ඡාදනය වන තෙක් අලුත්වැඩියා ප්රමාණයේ කපාට ආසන මුදු දිගහරින්න. ඉන්ටේක් වෑල්ව් සඳහා වන කපාට ආසන මුදු විෂ්කම්භයෙන් විශාල වේ.
කපාට ආසන වළලු ප්රමාණය D. කපාට ආසන වළල්ලේ පිටත විෂ්කම්භය; D1. කපාට ආසන මුදු අභ්යන්තර විෂ්කම්භය; D2. සිලින්ඩර හිසෙහි සවි කිරීමේ සිදුරක්; H. කපාට ආසන මුදු උස; T. හිසෙහි මතුපිට සහ කපාට ආසන වළල්ලේ ඉහළ පැත්ත අතර දුර. D=40.100-40.084 mm inlet valve, 37.100-37.084 mm inlet valve; D2=40,000-40,016 mm intake valve සඳහා, 37,000-37,016 mm exhaust valve සඳහා; සියලුම කපාට සඳහා H=6.97-7.00 mm; ඉන්ටේක් වෑල්ව් සඳහා T=2.37-2.25 මි.මී., පිටාර කපාට සඳහා 2.44-2.25.
සිලින්ඩර හිස ආසන්න වශයෙන් 90 ° C දක්වා ජල ස්නානයක රත් කර කපාට ආසන වළල්ල වියළි අයිස්වලින් සිසිල් කරන්න. සුදුසු පොල්ලකින් කපාට ආසන වළල්ල ධාවනය කරන්න. විශේෂ මෙවලමක් හෝ ඇඹරුම් යන්තයක් භාවිතයෙන් කපාට ආසන වළල්ල සකසන්න. කපාටය භාවිතා කරමින්, දුර මැනීම (A). එය නව කපාට සහ නව කපාට ආසන වළල්ලේ 0.1-0.5 mm විය යුතුය. ඇඳුම් සීමාව 1.0 මි.මී.
සැකසීමෙන් පසු, කපාට ආසනයේ පළල මැනිය. ඉන්ටේක් වෑල්ව් සඳහා මිලිමීටර් 2.5 ක් සහ පිටාර වෑල්ව් සඳහා මිලිමීටර් 3.5 ක් නොවේ නම්, එය අංශක 15 ක කපනයකින් සහ පහළින් අංශක 60 කටර් සමඟ ආසනය සැකසීමට අවශ්ය වේ.
සෑදලයට අපේක්ෂිත පළල ඇති විට ඇඹරුම් වැඩ අවසන් කළ යුතුය. ප්රතිකාර කළ කපාට ආසන බිම තැබිය යුතුය. මෙය සිදු කිරීම සඳහා, ඇඹරුම් පේස්ට් සමඟ කපාට ආසනයේ මතුපිට ලිහිසි කර අදාළ ආසනය තුළට කපාට ඇතුල් කරන්න. කපාට කඳේ තද කරන්න සුදුසු ආකාරයෙන්සහ කපාටය එහා මෙහා කරකවන්න. ක්රමයෙන් කපාට හතරෙන් එකකට හරවා නැවත එය අඹරන්න. අවශ්ය නම් වැලි පේස්ට් එකතු කරන්න.
ඇඹරීමෙන් පසු, අපිරිසිදු සහ ඇඹරුම් පේස්ට් වලින් සියලුම කොටස් හොඳින් පිරිසිදු කර කපාටය ආසනයට ගැලපේ. කොටස් දෙකම කපාට ආසනයේ පළල ලබා දෙන අඛණ්ඩ මැට් වළල්ලක් පෙන්විය යුතුය. පැන්සලක් භාවිතා කරමින්, ඒවා අතර දුර ප්රමාණය 1.0 mm පමණ වන පරිදි කපාට තහඩු වළල්ලේ පහර කිහිපයක් සාදන්න. මෙයින් පසු, කපාට මාර්ගෝපදේශය තුළට සහ ආසනය මතට වැටී කපාටය 90 ° කරකවන්න, එයට සුළු බලයක් යොදන්න.
කපාට ඉවත් කර ආසන වළල්ලේ පැන්සල් සලකුණු ඉවත් කර ඇත්දැයි පරීක්ෂා කරන්න. කපාට ආසනවල පළල අවශ්ය සීමාවන් තුළ තිබේ නම්, එවිට හිස ස්ථාපනය කළ හැකිය. එසේ නොමැතිනම්, කපාට ආසන වෙනස් කරන්න හෝ, තුළ අවසාන විසඳුම ලෙස, ප්රතිෂ්ඨාපනය කළ හිස ස්ථාපනය කරන්න. මෙම අවස්ථාවේදී, පැරණි කොටස් නව හිසට නැවත සකස් කරන්න. කපාට
කපාට ඇහිබැම සකස් කිරීම සඳහා හයිඩ්රොලික් සමකරනයන් භාවිතා කිරීම නිසා, ඉහළ කාර්ය සාධනයක් පවත්වා ගැනීම සඳහා ඇතුල් වීමේ සහ පිටාර කපාට කඳේ කෙළවර විශේෂයෙන් පරීක්ෂා කළ යුතුය.
ඉහත විස්තර කර ඇති පරිදි සිලින්ඩර හිසෙහි ආසනවලට කපාට ඇඹරීමෙන් කපාට තහඩු මතුපිටට සුළු හානියක් අලුත්වැඩියා කළ හැකිය. මුද්රා තැබීමේ පෘෂ්ඨයන් මත කපාට පරිපූර්ණ ලෙස නොපෙනේ නම්, ඇඹරුම් යන්තයක් භාවිතයෙන් ඒවා වැලි දැමිය හැකිය. හොඳ තත්ත්වයේ පවතින ලැප් සහ බිම් කපාටයක් සඳහා, කපාට තහඩු දාරයේ ඝණකම 0.5 - 0.7 mm intake valve සඳහා සහ 0.5 - 0.6 mm exhaust valve සඳහා විය යුතුය.
අනෙකුත් මර්සිඩීස් එන්ජින් මෙන් කපාට සෝඩියම් වලින් පුරවා ඇත.
 කපාට මැන බලන්න. මානයන් වගුවේ දක්වා ඇති මානයන්ට අනුරූප විය යුතුය. මෙම කොන්දේසිය සපුරා නොමැති සියලුම කපාට ප්රතිස්ථාපනය කරන්න.
කපාට මැන බලන්න. මානයන් වගුවේ දක්වා ඇති මානයන්ට අනුරූප විය යුතුය. මෙම කොන්දේසිය සපුරා නොමැති සියලුම කපාට ප්රතිස්ථාපනය කරන්න.
කපාට මිලදී ගැනීමේදී, ඒවා ඩීසල් එන්ජිමක භාවිතා කරන බවත්, අවශ්ය වෑල්ව් ඉන්ටේක් ද පිටාර ද යන්න ද සඳහන් කළ යුතුය. සමහර විට එය දාර වටා පුළුස්සා ඇති විට, උදාහරණයක් ලෙස, ඉන්ටේක් කපාට පමණක් ප්රතිස්ථාපනය කළ හැකිය. සිලින්ඩර හිස
හිස සහ සිලින්ඩර් බ්ලොක් මතුපිට හොඳින් පිරිසිදු කර විරූපණය සඳහා හිස මතුපිට පරීක්ෂා කරන්න. මෙය සිදු කිරීම සඳහා, හිසට පාලකයෙකු සවි කර, කල්පවත්නා, තීර්යක් සහ විකර්ණ දිශාවන්හි පාලකය සහ හිස මතුපිට අතර පරතරය පරීක්ෂා කිරීම සඳහා පැතලි ෆීලර් මානය භාවිතා කරන්න. කල්පවත්නා දිශාවට මැනීමේදී මිලිමීටර 0.1 ට වැඩි ඝණකම සහිත පරීක්ෂණයක් තල්ලු කිරීමට හැකි නම්, හිස වැඩමුළුවක බිම තැබිය යුතුය. සඳහා විවිධ පෑඩ් තිබේ අවම උසසිලින්ඩර හිස්. බ්ලොක් හිස හිස හරහා මනිනු ලැබුවහොත්, පාලකයා සහ හිස මතුපිට අතර පරතරයක් නොතිබිය යුතුය. කපාට ස්ථාපනය උස (A) පිළිගත හැකි අගයන් තුළ වන තුරු හිස නැවත සකස් කළ හැක.
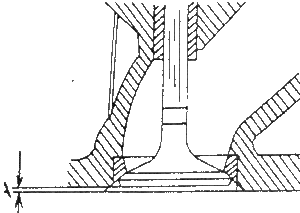
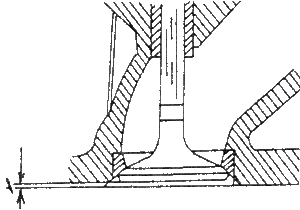
ඔබ ඩීසල් ඉන්ජෙක්ෂන් prechamber protrusion ප්රමාණය ද පරීක්ෂා කළ යුතුය. ඉදිරිපස කුටියේ අවසානය 7.6 - 8.1 මි.මී. මෙම වැඩමුළුව මඟින් මෙම ප්රමාණය සකස් කරනු ලබන්නේ විවිධ ඝනකම ඇති O-rings ඉදිරිපස කුටිය යට තැබීමෙන් එය අපේක්ෂිත ප්රමාණයට නෙරා ඒමෙනි. කැම්ෂාෆ්ට්
මෙම කොටස camshaft මත සිදු කරන ලද චෙක්පත් පමණක් ආවරණය කරයි.
»අවසන් සඟරා දෙකම සහිත පතුවළ ප්රිස්මයට දමන්න හෝ පට්ටලයේ කෙළවර අතර තද කර මැද ජර්නලයේ ඩයල් දර්ශකය ස්ථාපනය කරන්න.  » පතුවළ සෙමින් කරකවන්න සහ දර්ශක කියවීම් නිරීක්ෂණය කරන්න. ඔවුන් 0.01 mm ඉක්මවා ඇත්නම්, එවිට පතුවළ නැමී ඇති අතර එය ප්රතිස්ථාපනය කළ යුතුය.
» පතුවළ සෙමින් කරකවන්න සහ දර්ශක කියවීම් නිරීක්ෂණය කරන්න. ඔවුන් 0.01 mm ඉක්මවා ඇත්නම්, එවිට පතුවළ නැමී ඇති අතර එය ප්රතිස්ථාපනය කළ යුතුය.
සියලුම කපාට ආසන ඇඳීම හෝ වළවල් සඳහා පරීක්ෂා කරන්න. ඇඹරුම් කටර් භාවිතයෙන් සැහැල්ලු ඇඳුම් ඉවත් කළ හැකිය. ක්රියාවලිය දුරදිග ගොස් තිබේ නම්, කපාට ආසන නැවත ඇඹරීමට අවශ්ය වේ.
අතිරේක ප්රතිකාර ප්රමාණය තීරණය කිරීම සඳහා පහත සඳහන් මිනුම් සිදු කළ යුතුය.
- කපාටය එහි මාර්ගෝපදේශයට ඇතුළු කර ආසනය තුළට තදින් තද කරන්න.
කපාට නැවතුම සහ සිලින්ඩර හිසෙහි ඉහළ කෙළවර අතර දුර -arrow- (a) මැනීම.
- මනින ලද අගය සහ අවසර ලත් අතිරේක ඇඹරීමේ උපරිම අවසර ලත් ප්රමාණය ගණනය කරන්න අවම ප්රමාණය. සාමාන්ය හිසක් සඳහා මෙම ප්රමාණය 34.4 mm (පිටාර කපාට සඳහා) සහ 34.7 (intake valve සඳහා) වේ. මනින ලද අගයෙන් අවම දුර අඩු කළහොත්, අවසර ලත් උපරිම ප්රමාණය (b) ලැබේ.
- නව කපාට මාර්ගෝපදේශ ඇතුල් කළහොත් කපාට ආසන අතිරේකව ඇඹරීමට සිදු විය යුතුය.
ඒවා පහත පරිදි සිදු වේ:
- 45° කෝණයක් මෝල් කර, කපාට ආසනයේ පළල 1.5-1.8 mm (intake valve සඳහා) හෝ 1.8 mm (exhaust valve සඳහා) දක්වා අඩු කිරීමට ආසනයේ ඉහළ දාරය සැහැල්ලු කිරීමට 30° කටර් භාවිතා කරන්න ) ආසනයේ පළල නියමිත අගයට ළඟා වූ වහාම ඇඹරීම නැවැත්විය යුතුය, දැන් පිටාර කපාට ආසනවල විෂ්කම්භය ක්රමයෙන් අඩු වේ. අමතර වශයෙන් ආසන අඹරන විට, මෙම අවපාතයේ අරය බාධා නොකිරීමට අවධානය යොමු කරන්න.
- ආසනය සිලින්ඩර හිසට ගැඹුරට කැපීම වැළැක්වීම සඳහා, ඉහත මිනුම සිදු කළ යුතුය.
කපාට ආසනවල මතුපිට ඇඹරුම් පේස්ට් සමඟ ලිහිසි කිරීමෙන් අතිරේකව යන්ත්රගත කර ඇති කපාට ආසන වැලි දමා සුදුසු ආසනයට කපාටය ඇතුල් කරන්න. බ්ලෝවර් කපාටය වෙත ගෙන ගොස් කපාටය පැත්තෙන් පැත්තට ගෙනයන්න.
- ඇඹරීමෙන් පසු, අපිරිසිදු සහ ඇඹරුම් පේස්ට් වල සියලුම කොටස් හොඳින් පිරිසිදු කර කපාට තහඩුවේ ප්රදේශයේ කපාට ආසනය මෙන්ම ආසන වළල්ලද පරීක්ෂා කරන්න. කොටස් දෙකම කපාට ආසනයේ පළල නිර්වචනය කරන අඛණ්ඩ මැට් වළල්ලක් පෙන්විය යුතුය.
- කපාට තහඩුව මත පහර කිහිපයක් සෑදීමට පැන්සලක් භාවිතා කරන්න. පහරවල් ආසන්න වශයෙන් 1 mm පමණ දුරින් රවුමක ඇඳිය යුතුය. ඉන්පසුව මාර්ගෝපදේශය සහ ආසනය තුළට කපාටය ප්රවේශමෙන් පහත් කර එය 90 ° කරකවන්න. කපාටය සැහැල්ලුවෙන් ඔබන්න.
- කපාටය ඉවත් කර ආසන වළල්ලේ පැන්සල් සලකුණු අතුරුදහන් වී ඇත්දැයි පරීක්ෂා කරන්න. කපාට ආසන පළල ස්ථාපිත සීමාවන් තුළ තිබේ නම්, හිස නැවත සවි කළ හැකිය. එසේ නොමැති නම්, කපාට ආසන නැවත සකස් කිරීම හෝ නරකම විකල්පඅමතර හිස ඇතුල් කරන්න.



