කපාට ආසන කුටිවල හැඩය රූපයේ දැක්වේ. ඉන්ටේක් කපාට ආසන පැතිකඩසහ සහල් සෑදල පැතිකඩ පිටාර කපාටයක් . ආසනවල වැඩ කරන කුටිවල සිදුරු, විඛාදන හෝ හානියක් නොවිය යුතුය (කපාට සමඟ සම්බන්ධතා ඇති ප්රදේශය). ආසන වැලි දැමීමෙන් සුළු හානියක් අලුත්වැඩියා කළ හැකිය. මෙය සිදු කරන විට, හැකි තරම් කුඩා ලෝහ ඉවත් කරන්න. වැලි දැමීම අතින් හෝ වැලි දැමීමේ යන්ත්රයක් භාවිතයෙන් සිදු කළ හැකිය. ඇඹරීම
ද්විත්ව ආසන කපාට ඇසුරුම් කරන ලද කපාට o-ring. ලෝහ ගොඩබෑමේ පෑඩ්. කපාටයේ උපරිම ධාරිතාවෙන් 0.1% දක්වා කාන්දු වීම. කපාටයේ උපරිම ධාරිතාවෙන් 0.01% දක්වා කාන්දු වීම. ලෝහයේ ලෝහ සැකැස්ම සහිත තනි ආසන බෝල කපාට විශේෂ O-මුදු සහිත සරල සමතුලිත සවි කිරීම් කපාට.
පහත වගුවේ දැක්වෙන කාන්දුවීම්. වගුව 3 - කපාට මුද්රා තැබීමේ පන්ති. පාලක කපාටය මගින් අවශෝෂණය කළ යුතු පද්ධතියේ සම්පූර්ණ පීඩන පහත වැටීමේ අනුපාතය කුමක් විය යුතුද යන උභතෝකෝටිකයෙන් පටන්ගෙන විසඳිය යුතු ගැටළු සැබවින්ම සංකීර්ණ වේ. තවද පයිප්ප, අපගමනය, කැපීම්, උපකරණ, පාලන ජාලය වැනි පද්ධතියේ ස්ථාපනය කර ඇති බාධා කිරීම් හේතුවෙන්.
| ක්රියාත්මක කිරීමේ නියෝගය | ||||||||||||||
|
||||||||||||||
මෙම යාන්ත්රණය සමඟ වැඩ කිරීමේදී කපාට ආසන අලුත්වැඩියා කිරීම සඳහා රෝලර් අවශ්ය වේ, මන්ද වඩාත් පහසු සහ නිවැරදි මෙවලමක් සොයාගත නොහැකි බැවිනි. එකම විකල්පය වන්නේ ප්රතිවිරෝධක වේ. අපි මේ සියල්ල සහ අළුත්වැඩියා කිරීමේ ක්රියාවලිය ගැන ලිපියෙන් කතා කරමු.
මෙම පරිච්ඡේදයේ පරමාර්ථය වන්නේ මූලික පරාමිතීන් කිහිපයක් නිර්වචනය කිරීම, ඒවායේ වෙනස්කම් පැහැදිලි කිරීම සහ තෝරාගැනීමේදී උපකාර කළ හැකි මාපටැඟිලි නීති කිහිපයක් සැපයීමයි. නිවැරදි ලක්ෂණප්රවාහ පාලන කපාටය. කෙසේ වෙතත්, අප ආරම්භ කිරීමට පෙර, කපාටයේ ප්රවාහ ලක්ෂණය තෝරාගැනීම කපාට සම්බන්ධ ගැටළුවක් පමණක් නොව, එය ද පෙන්වා දිය යුතුය. සම්පූර්ණ පද්ධතියකළමනාකරණය සහ ස්ථාපනය.
දැනටමත් සඳහන් කර ඇති පරිදි, ආසනයට සාපේක්ෂව කපාට ප්ලග් විස්ථාපනය, කඳේ ආඝාතයේ අනුපාතය සහ කුහරය හරහා අනුරූප ප්රවාහය අතර ලාක්ෂණික සම්බන්ධතාවයක් ඇති ඡේදයක් නිර්මාණය කරයි. මෙම සම්බන්ධතාවය "කපාට ප්රවාහ ලක්ෂණය" ලෙස හැඳින්වේ. මෙම න්යායික ලක්ෂණය ලබා ගන්නේ නියත අවකල පීඩනයක තත්ත්වය යටතේ වන අතර එය ප්රායෝගිකව සිදු නොවන අතර සැබෑ ප්රවාහයේ වෙනසක් ඇති කරයි, මන්ද එය අවකල පීඩනයේ අගය මත රඳා පවතී. න්යායික ප්රතිඵලය ප්රායෝගික ප්රතිඵලයෙන් වෙන්කර හඳුනා ගැනීම සඳහා එය ප්රවාහ ලක්ෂණ දෙකකට අනුව වර්ගීකරණය කරන ලදී.
කපාට යාන්ත්රණය සැලසුම් කිරීම - මෙහෙයුම් මූලධර්මය සහ සිදුවිය හැකි අක්රමිකතා
ගෑස් හුවමාරු කිරීමේදී එන්ජින් සිලින්ඩර මුද්රා කිරීම සඳහා කපාට භාවිතා වේ. ඔවුන්ගේ ක්රියාකාරිත්වයේ මූලධර්මය වන්නේ එහි තවදුරටත් සම්පීඩනය සඳහා ඉන්ධන සහ වාතය මිශ්රණයක් ලබා ගැනීම සහතික කිරීමයි. ජ්වලනය සහ වෙහෙසට පත්වීමෙන් පසුව, වායූන් පිටාර පද්ධතියට ඇතුල් වන අතර, කපාට ද මේ සඳහා වගකිව යුතුය. මෙම යාන්ත්රණය ආක්රමණශීලී තත්වයන් යටතේ ක්රියාත්මක වන අතර නිරන්තරයෙන් ඉහළ ගතික පැටවීම්, අධික වේගය සහ තාපයට යටත් වේ. අඩු කිරීමට වේගවත් ඇඳීම චැසියමෙම කොටස සඳහා, නිෂ්පාදන ද්රව්ය බොහෝ විට නිකල් සහ ක්රෝමියම් සමඟ මිශ්ර ලෝහය ඉහළ මට්ටමක පවතී.
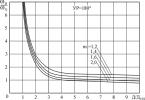
කපාටයක් හරහා සිදුවන ප්රවාහය සහ කපාටය හරහා අවකල පීඩනය නියතව පවතින විට ආඝාතයේ අනුරූප ප්රතිශත වෙනස් වීම අතර සම්බන්ධය ලෙස අර්ථ දැක්වේ. එය විශේෂ රසායනාගාර පරීක්ෂණ හරහා පරීක්ෂා කර ඇතැම් කාලසටහන් හරහා ඉදිරිපත් කෙරේ.
එහි ලැබීම සාක්ෂාත් වේ ජ්යාමිතික ලක්ෂණයකපාට ප්ලග් හෝ කුටීර රාමු ආකෘතිය සහ වේගවත් විවෘත, රේඛීය, සමාන ප්රතිශතයක් හෝ වෙනස් කළ පරාවලයික වර්ගයක් විය හැක. ඉංග්රීසි කර්මාන්තශාලා ගුණාත්මක සංරචක භාවිතා කළ අතර, ඔබේ කපාට මුල් නම්, ඔවුන් මාර්ගයේ දිගුකාලීන භාවිතය හෝ මධ්යස්ථ තරඟය සඳහා සුදුසු වනු ඇත. ඔබට ඇත්තටම විශාල කපාට අවශ්ය නම්, නව හෝ ක්රීඩා එන්ජිමකින් කපාට ස්ථාපනය කළ හැකිය.
උපාංගය කපාට යාන්ත්රණයප්රධාන දෙකක් ඇත සංඝටක මූලද්රව්ය: මේවා හිස සහ පතුවළයි. මෙම මෝටර් රථ සංරචක ටියුලිප් හැඩැති, පැතලි සහ උත්තල හිසකින් යුක්ත වේ. සැරයටිය අවසානයේ ඒවා මත උල්පත් සවි කිරීම සඳහා කේතුකාකාර, හැඩැති හෝ සිලින්ඩරාකාර කට්ට ඇත. කපාට යාන්ත්රණයේ අක්රියතාවයේ ප්රධාන ප්රකාශනය වන්නේ, මෙන්ම අස්ථායී වැඩසමස්තයක් ලෙස මෝටරය. මෙම ආකාරයේ අක්රිය වීම සිදු වන්නේ ඇලවීම සහ හිඩැස් සෑදීම නිසාය. කාබන් තැන්පතු ද මෙම ගැටලුවට හේතු විය හැක;
අනෙකුත් නිෂ්පාදකයින්ගේ කොටස් නිසි ලෙස සකස් කර ඇත්නම් ඒවා භාවිතා කිරීම සඳහා ප්රතිවිරෝධතා නොමැත. ඔබ විශාල කරදරයකට පත් වීමට පෙර, ඔබ සැලසුම් කරන දේ දැනටමත් කර ඇති අය ගැන සොයා බැලීම වඩාත් සුදුසුය. ඔබ තෝරාගත් කපාටය කුමක් වුවත්, ඔබ එහි විශ්වසනීයත්වය පරීක්ෂා කළ යුතුය. ඉන්ටේක් වෑල්වයට සැහැල්ලු ආයු කාලයක් ඇත, චූෂණ වායු මගින් සිසිල් කරනු ලැබේ. එබැවින් එහි පළමු ගුණය කල් පවතිනු ඇත. ඉන්ටේක් වෑල්ව්විශේෂ මිශ්ර ලෝහයකින් සාදා ඇත, නමුත් සියලුම හොඳ වානේ උපක්රම කරයි. ඔබට නිවැරදි අඩ සඳ ඇති බවත්, වලිගය මාර්ගෝපදේශයේ විෂ්කම්භය මත ඇති බවත්, ටියුලිප් එහි ආසනයේ හතරැස් බවත් සහතික කර ගන්න.

අක්රිය වීමක තවත් ලකුණක් වන්නේ පිටකිරීමේදී දුම් විමෝචනය වැඩි වීමයි. අඳින ලද සැරයටියක් එන්ජිම අස්වාභාවික ශබ්දයක් ඇති කරයි.
පිටාර කපාටය සමඟ තත්වය වෙනස් වේ. එබැවින් අධිවේගී එන්ජිමක මෙම කපාටය නිරන්තරයෙන් රතු පැහැයෙන් ක්රියාත්මක විය හැකිය. මෙම තත්වයන් යටතේ, ලෝහයේ අණුක ව්යුහය වෙනස් වේ. මෙම ලෝහමය සංසිද්ධිය වානේ ඝනීභවනය හා අවශෝෂණය කර ගැනීමට ඉඩ සලසයි. කෙසේ වෙතත්, මෙම කපාටය තදින් හා ඝන වීමට අපට අවශ්ය නැත, මන්ද එය ලිහිල්, නැමුණු හෝ කැඩීමට පවා ඉඩ ඇත. විසඳුම වන්නේ වානේ භාවිතා කිරීමයි, එය රඳවා තබා ගනී අණුක ව්යුහයසියලුම උෂ්ණත්වවලදී: ඔස්ටිනිටික් වානේ.
මෙය චුම්බක නොවන නිසා චුම්බක පරීක්ෂණයකින් හඳුනා ගැනීම පහසුය. ඔබට කපාට කොටස් දෙකකට වැටිය හැකිය: ඔස්ටිනිටික් ටියුලිප් සහ චුම්බක වලිගය. මෙයට හේතුව ඔස්ටෙනිටික් වානේ “ඇලෙන සුළු” වන අතර ඉක්මනින් විඛාදනයට ලක් වී දිරාපත් වීමයි. සාපේක්ෂ වශයෙන් නියත අක්ෂීය ඝර්ෂණයට යටත් වන වලිගය දිගු දිග, සාමාන්ය වානේ තිබිය හැක. මෙම කොටස් දෙකේ කපාට සෑදී ඇත්තේ ටියුලිප් ගෙඩිය දියවන තුරු වලිගය දක්වා අතුල්ලමින්, ආසන්න පරිපූර්ණ වෑල්ඩයකට සහ ඉතා ශක්තිමත්ව සිටීමට ඉඩ සලසමිනි.
කපාට ආසන අලුත්වැඩියා කිරීම සඳහා කවුන්ටර්සින්ක් සහ කපනයන් - තෝරා ගත යුත්තේ කුමක්ද?
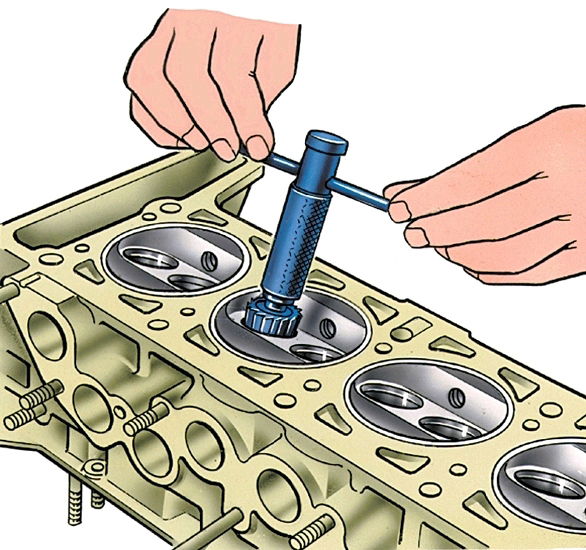
ඔබේම දෑතින් කපාට ආසන ප්රතිස්ථාපනය කිරීම සඳහා රළු මෙවලමක් පමණක් නොව ස්වර්ණාභරණ පාහේ තිබීම අවශ්ය වේ - රෝලර් කටර් හෝ කවුන්ටර් සින්ක්. මෙම විශේෂිත මෙවලම් භාවිතා කරනු ලබන්නේ එන්ජින් අලුත්වැඩියාව සඳහා පමණි. අභ්යන්තර දහන. කපාට ආසන සඳහා කපන කට්ටලයක් ඔවුන්ගේ අභ්යන්තර විෂ්කම්භයේ අපේක්ෂිත හැඩය ඇඹරීමට යොදා ගනී. මෙම මෙහෙයුම ඔබට තහඩුවෙන් තද මුද්රාවක් ලබා ගැනීමට ඉඩ සලසයි. කපාට ආසනය නිවැරදිව සැකසීම සඳහා, යාන්ත්රණයේ චිත්රයක් අත ළඟ තබා ගැනීම සුදුසුය.
සාමාන්යයෙන් කපාට සඳ ½ රඳවා තබා ඇත. වඩාත් සුලභ ඒවා ත්රිකෝණාකාර කැපුමකින් සකස් කරන ලද වලක සිරවී ඇත ඉහළ කෙළවරවලිගය තවත් වර්ගයක් ½ වටකුරු පැතිකඩකට සම්බන්ධ කර ඇත. න්යායාත්මකව, ත්රිකෝණාකාර යන්ත්රකරණය කපාට කඳ රවුම් ½ කට වඩා දුර්වල කරයි. ආන්තික අවස්ථාවන්හානි ඇති කරයි. අනෙක් අතට, එහි ඇඳීම මධ්යස්ථ වන අතර ½ වටය වේගවත් වේ. විසඳුම තරඟය සඳහා ½ වටයක් වෙන් කිරීම විය හැකිය. උත්සාහයන් බෙදා හැරීම සඳහා ඔබේ නිවෙස් තුළට සඳ ½ ක් ඇතුළු කර ඒවා සමමිතිකව තැබීම අවශ්ය වේ.

කපනය ලෝහ සිලින්ඩරයක ස්වරූපයෙන් සාදා ඇති අතර, එහි සිදුරක් සහ කේතුකාකාර පෘෂ්ඨයක් දෙකක් හෝ එහි කෝණය අංශක 15 සිට 60 දක්වා වෙනස් විය හැකිය. කේතුවේ මතුපිට කෘන්තක ඇත. කපාට ආසන අලුත්වැඩියා කිරීම සඳහා කවුන්ටර් සින්ක් කට්ටලයක් කපනයන් ලෙසම භාවිතා වේ, නමුත් එක් වෙනසක් ඇත. කවුන්ටරය යාන්ත්රික හා විද්යුත් මෙවලම් මත භාවිතා කළ හැකිය.
කපාට මිශ්ර කරනවාට වඩා එහි චන්ද්ර ½ සමඟ පරිවර්තනය කිරීම ද නිර්දේශ කෙරේ. සමහර යන්ත්ර සාදන්නන් ගෑස් ප්රවාහය වැඩි දියුණු කිරීම සඳහා ටියුලිප් වලට ප්රතිකාර කරයි. ගිනි අවුලුවන බෝල්ට් මිලට වටින්නේ ඔබ තරඟය සඳහා අදහස් කරන්නේ නම් පමණි. ඒවා ඉහළ නඩත්තු තත්ව යටතේ වඩා හොඳින් ක්රියා කරන අතර වායූන් වඩා හොඳ සංසරණයක් සපයයි. ධාවන කපාට මාර්ග භාවිතය සඳහා සුදුසු නොවන බව සැලකිලිමත් වන්න.
ඔවුන්ගෙන් සමහරක් මාළු ඇල්ලීමට ඉතා වේගවත් ය, විශේෂයෙන් ඔවුන්ගේ කරුණාව නිසා වෙහෙසට පත් වූ අය. අපගේ උණ්ඩය සඳහා සැහැල්ලු කපාට තිබේ. කපාට මාර්ගෝපදේශ වලට ලිස්සා යයි: කුමන ද්රව්යද? වාත්තු යකඩ, ෆොස්ෆර් ලෝකඩ, ඇලුමිනියම්-ලෝකඩ, නිකල්-ලෝකඩ? ඊට අමතරව, එය ඇලුමිනියම් ලෝකඩ සමඟ වඩාත් හොඳින් යුගල වන ඔස්ටෙනිටික් වානේ සමඟ පවා හොඳින් රඳවා තබා ගනී. වාත්තු යකඩ ඇඳීමට ඔරොත්තු දිය හැකි බොහෝ ගුණාංග ඇත: එහි 3% ග්රැෆයිට් අඩංගු වන අතර එය විශිෂ්ට ලිහිසි තෙල් වන අතර එහි ව්යුහය තුළ තෙල් සංචිත රාශියක් ඇත.

ඔබේම දෑතින් කපාට ආසන ආදේශ කිරීම - කාර්යයේ විශේෂතා දෙස බලමු
මෙම මෙහෙයුම ක්රම දෙකකින් සිදු කරයි. පළමු එක රළු, නමුත් සරලම හා වේගවත්ම වේ. එය තරමක් ප්රාථමික ලෙස සිදු කරනු ලැබේ: පැරණි කපාටයක් අඳින ලද ආසන මුද්දකට වෑල්ඩින් කර ඇති අතර පසුව මුද්ද මිටියකින් එහි ස්ථානයෙන් තට්ටු කරනු ලැබේ. පූර්ණ කාලීන තනතුරසිලින්ඩර හිසෙහි, මාර්ගය වන විට, එය හානි විය හැක, එය ඉතා නුසුදුසු ය. ඊළඟට එන්නේ අලුත් එකේ එබීම ක්රියාවලියයි. මෘදු මාර්ගයවඩා දුෂ්කර, කෙසේ වෙතත්, මිල අධික උපකරණවල මැදිහත්වීමකින් තොරව ඔබේ ගරාජය තුළ එය කළ හැකිය. මෙම ක්රමයේ සෑදල යන්ත්රයක් ප්රවේශමෙන් හැරී ඇත. එයට පසු ආසනයපිරිසිදු කර මුවහත් කර ඇත.
කෙසේ වෙතත්, දැඩි භාවිතය සඳහා, ලෝකඩ එහි වාසි ඇත, වඩාත් කැපී පෙනෙන වඩා හොඳ සන්නායකතාව, ඒ නිසා එය වේගයෙන් කැලරි ඉවත් කිරීමෙන් සිසිල් කිරීමට වඩා හොඳ වේ. එසේම, ලෝකඩයේ ප්රසාරණය ඇලුමිනියම් වලට සමාන වේ. මේ ආකාරයෙන්, ලෝකඩ මාර්ගෝපදේශය බ්රීච් හි ක්රීඩා කිරීමට අඩු අවදානමක් ඇත. අවසාන වශයෙන්, කපාට සඳහා සුදුසු කුඩා කැබලිවලට කැඩීමට ඇති ඉඩකඩ අඩුය.
ඇත්ත වශයෙන්ම, මඟ පෙන්වීමක් නොමැතිකම නිසා කපාටයක් සවි කර නොමැති නම්, ඔබට ලැබෙන ප්රමාණයට වඩා ඔබට අහිමි වනු ඇත. වඩා හොඳ කාර්ය සාධනය වඩාත් සංකීර්ණ මූලාශ්රවලට සමාන යැයි උපකල්පනය නොකරන්න. සමග විශාල කපාට, ඉහළ සෝපාන, විශාල කාබ්යුරේටරය, අපට බර උල්පත් ගැන සිතිය හැකිය: මෙය වැරදි හොඳ අදහසකි. දැඩි උල්පත් භාවිතා කිරීමෙන්, ඔබ බලය අවශෝෂණය කර තල්ලු මත ඇඳීම වැඩි කරයි. වසන්ත තේරීම තීරණය කරන සාධක වන්නේ එන්ජිමේ වේගය, කැමරාවේ පැතිකඩ සහ කපාට බරයි.

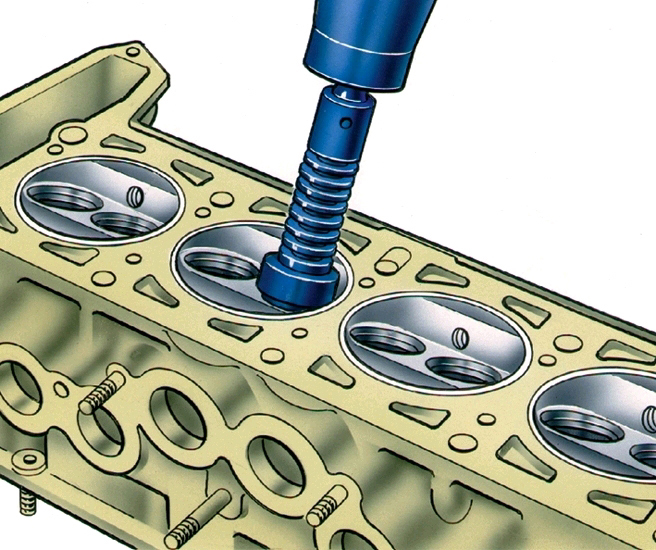
නව ආසනය සිසිල් වන විට සහ සිලින්ඩර හිස රත් වූ විට විශ්වාසනීය පීඩනය සිදු වේ එවැනි වැඩ කිරීමෙන් පසුව පමණක් යාන්ත්රණය විශ්වාසදායක ලෙස භාවිතා කිරීමට සහතික විය හැකිය. ක්රමයේ සම්පූර්ණ දුෂ්කරතාවය පවතින්නේ උණුසුම සහ සිසිලනය තුළ ය; ඔබ මෙය කරන්නේ කෙසේදැයි පළමුව සිතා බැලිය යුතුය. සෑදලය සම්පූර්ණයෙන්ම පැළඳ නොසිටින්නේ නම්, එය සකස් කළ හැකිය. අලුත්වැඩියාවන් සඳහා කපන යන්ත්රයක් භාවිතා කරන විට, ප්රධාන වශයෙන් විවිධ කෝණ සහිත කපනයන් කිහිපයක් භාවිතා වේ. පළමු රළු තුණ්ඩය මැන්ඩලය මත තබා ඇත, ඉන් පසුව චක්රලේඛ චලිතයකින්ආසන සකස් කිරීම හෝ කැපීම සිදු කරනු ලැබේ; කපාට ආසන කැපීම සඳහා කවුන්ටර් සින්ක් භාවිතා කළ හැකිය.
ඇත්ත වශයෙන්ම, ඔබ තවත් ඇතුළත් කිරීමට යන්නේ නැත ඉහළ මාදිලියබලාපොරොත්තු වූවාට වඩා. ඉහළ එසවුම් කැමරා ද එසවීමට වැඩි කාලයක් ගත වන අතර කොටස් වලට වඩා වැඩි කපාට ත්වරණයක් ලබා නොදේ. ඉහළ සෝපාන සමඟ බලන්න. කපාට පහර අතර ඇති නිෂ්කාශනය සහ කෝප්පය සහ මාර්ගෝපදේශය අතර ඇති ඉඩ ප්රමාණය පිළිබඳව ඔබට කිසියම් සැකයක් ඇත්නම්, ඔබ එය උපරිම එසවීමේදී කපාට ෂිම් කට්ටලයකින් මැනිය යුතුය: සියලුම ෂිම් එකතු කිරීම අවම වශයෙන් 2mm නම් ඔබට නොතිබෙනු ඇත. ගැටළුවක්, අවම අවසරය 1 මි.මී.
ඒවායේ දිග සකස් කිරීම සඳහා, මම සිලින්ඩර හිස සහ පහළ බඳුන අතර 36mm දක්වා කුඤ්ඤ රෙදි සෝදන යන්ත්රවල ස්ථාවරයක් ඇත. බෝල්ට් එක මොකක් උනත් මට මේ දිග ගැන බය වෙන්න ප්රශ්නයක් නෑ. කෝප්ප බිම තියන්න එපා. මෙම ජංගම ගොඩනැගීම පහසු කිරීම සඳහා, සැහැල්ලු, තුනී කපාට, හිස් වැසුම් නොමැති, ඇලුමිනියම් කෝප්ප සහ තුනී උල්පත් ඇතුළත් දැරිය හැකි තරඟ කට්ටලයක් සමඟ එය ප්රතිස්ථාපනය කිරීම වඩාත් සුදුසුය. සඳහා රොකර්වල බර අඩු කිරීමට ද පෙළඹේ අධි වේග. ඒවායින් බොහොමයක් හොඳින් සැලසුම් කර නිෂ්පාදනය කර ඇති නිසා ඒවා දුර්වල කිරීමකින් තොරව ග්රෑම් කිහිපයක් ලබා ගත නොහැක.

ඊළඟට අපි ඇඹරීමට ඉදිරියට යමු, එය සිදු කරනු ලබන්නේ මේ සඳහා නිර්මාණය කර ඇති විශේෂ උපාංගයක් භාවිතයෙන් වන අතර එහි අවසානයේ කේතුවක් ඇත. ආසන කුටියට උල්ෙල්ඛ කුඩු හෝ පේස්ට් යොදනු ලැබේ. ඝර්ෂණය අවම ශබ්දයක් සහ ඇඹරුම් ශබ්දයක් නිපදවන තෙක් ඇඹරීම සිදු කෙරේ. පේස්ට් හෝ කුඩු වල අවශේෂ ප්රවේශමෙන් ඉවත් කරනු ලැබේ. වැඩේ කොලිටිය තක්සේරු කරන්න පුළුවන් ඔළුව පෙරලලා ඒකට භූමිතෙල් වක්කරලා, ලීක් වෙන්නේ නැත්තං අපි නියම වැඩක් කළා කියන එක.
අපි, අපි ළඟ තියෙනවා එන්ෆීල්ඩ් රොකර්ස්. ඉන්දියානු සම්මතය වාත්තු කුට්ටියකින් නියැන්ඩර්තාල් විසින් හැඩගස්වා ඇති බව පෙනේ, ඒවා භයානක ය. ඡේදය වැඩි කිරීමෙන්, සිලින්ඩර හිස සිට ආසන දක්වා තෙල් ගෙන ඒමෙන් ඒවා වෙනස් කළ හැකිය. ඇත්ත වශයෙන්ම, මෙම නාලිකාව කුඩා විෂ්කම්භය සම්භවයක් ඇති අතර, පෙරීම නොකළ චක්රය අවසානයේ තෙල් වලින් අංශු සමුච්චය වීමෙන් අවහිර විය හැක. එය 3 mm දක්වා ෙබයාරිං සිදුරු කිරීමට ප්රමාණවත් වේ. සංයුක්ත මුද්රා සෑම විටම විශ්වසනීය නොවන අතර ඒවා ස්ථාපනය කිරීමට පෙර සිලින්ඩර හිස නැවත තද කිරීම අවශ්ය වේ.