Форма фасок седел клапанов показана на рис. Профиль седла впускного клапана и рис. Профиль седла выпускного клапана . На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки. Шлифование
Клапаны с двойным седлом Сальниковые клапаны с уплотнительным кольцом. Металлическая посадочная площадка. Утечка до 0, 1% от максимальной производительности клапана. Утечка до 0, 01% от максимальной емкости клапана. Односедельные шаровые клапаны с металлическим расположением металла Простые сбалансированные крепежные клапаны с специальными уплотнительными кольцами.
Утечка, указанная в таблице ниже. Таблица 3 - Уплотняющие Классы Клапана. Проблемы, которые необходимо решить, действительно сложны, начиная с самой дилеммы того, что должно быть долей полного падения давления в системе, которое должно поглощаться регулирующим клапаном. А также из-за помех, установленных в системе, таких как труба, отклонения, сокращения, оборудование, контрольная сетка и т.д.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||
|
||||||||||||||
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Задача в этой главе состоит в том, чтобы определить несколько основных параметров, объяснить их различия и дать некоторые практические правила, которые могут помочь в выборе правильных характеристик потока регулирующего клапана. Однако прежде чем мы начнем, мы должны указать, что выбор характеристики потока клапана - это не только проблема, связанная с клапаном, но и полная система управления и установка.
Как уже было замечено, смещение плунжера клапана относительно седла создает проход, имеющий характерное соотношение между долей хода стержня и соответствующим потоком, протекающим через сквозное отверстие. Это соотношение называлось «характеристикой потока клапана». Эта теоретическая характеристика получается при условии постоянного дифференциального давления, что на практике не происходит и вызывает изменение фактического потока, поскольку оно зависит от значения дифференциального давления. Чтобы отличить теоретический результат от практического, он был классифицирован по двум характеристикам потока.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях , постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Определяется как соотношение между потоком через клапан и соответствующим процентным изменением хода, когда дифференциальное давление поддерживается постоянным через клапан. Он проверяется посредством специальных лабораторных испытаний и представлен через определенные графики.
Его получение достигается геометрической характеристикой плунжера клапана или форматом каркаса камеры и может иметь быстрый открытый, линейный, равный процент или модифицированный параболический тип. Английские заводы использовали качественные компоненты, и, если ваши клапаны оригинальны, они будут пригодны для длительного использования на дороге или умеренного в конкуренции. Если вам действительно нужны большие клапаны, возможно, будет возможно установить клапаны с более нового или более спортивного двигателя.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является , а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Нет противопоказаний к использованию деталей от других производителей при условии их надлежащей обработки. Прежде чем приступать к большим неприятностям, лучше осмотреться для тех, кто уже сделал то, что вы планируете. Какой бы клапан вы ни выбрали, вам нужно проверить его надежность. Впускной клапан имеет более легкий срок службы, охлаждаемый всасывающими газами. Поэтому его первое качество будет прочной. Впускные клапаны изготовлены из специального сплава, но вся хорошая сталь делает трюк. Удостоверьтесь, что у вас есть правые полумесяцы, что хвост находится на диаметре направляющей и что тюльпан квадратный на своем сиденье.

Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и станет причиной неестественной шумности двигателя.
Ситуация отличается от выпускного клапана. Таким образом, в высокоскоростном двигателе этот клапан может постоянно работать красным. В этих условиях изменяется молекулярная структура металла. Это металлургическое явление позволяет стали затвердевать и впитываться. Тем не менее, мы не хотим, чтобы этот клапан затвердел и утолтился на своем месте, потому что тогда он может быть ослаблен, согнут или даже сломан. Решением является использование стали, которая сохраняет свою молекулярную структуру при всех температурах: аустенитной стали.
Это легко обнаружить магнитным тестом, потому что он немагнитен. Вы также можете упасть на клапан в две части: аустенитный тюльпан и магнитный хвост. Это потому, что аустенитная сталь «липкая», она корродирует и изнашивается быстрее. Хвост, который является предметом постоянного осевого трения на относительно большой длине, может иметь нормальную сталь. Эти двухкомпонентные клапаны изготавливаются путем протирания тюльпана до хвоста до плавления, что позволяет почти идеальную сварку и очень прочную.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра . Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Обычно клапаны удерживаются ½ луны. Наиболее распространенные застревают в канавке, обработанной в треугольном разрезе на верхнем конце хвоста. Другой вид заклинивается в профиле с круглым профилем ½. Теоретически, треугольная обработка ослабляет шток клапана более ½ раунда и может в крайних случаях вызвать поломку. С другой стороны, его износ умеренный, в то время как ½ раунда быстрее. Решение, возможно, зарезервировать ½ раунда для соревнований. Необходимо вставить ½ луны в свои дома и разместить их симметрично, чтобы распределить усилия.

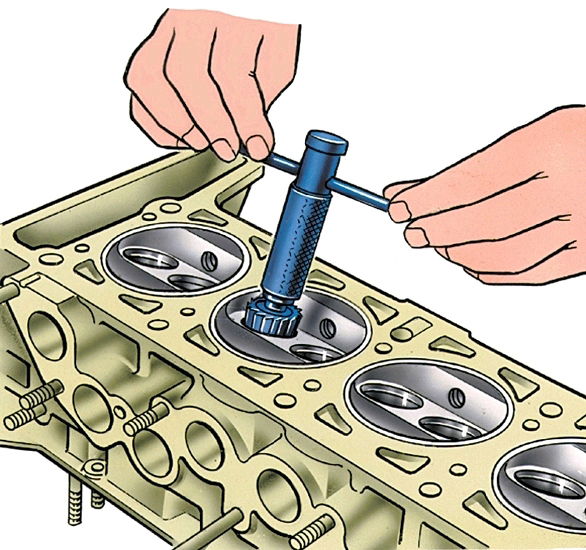
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Рекомендуется также переоборудовать клапан с его ½ лунами, а не смешивать их. Некоторые составители машины обрабатывают тюльпаны для улучшения потока газов. Зажигательные задвижки стоят стоимости, только если вы предназначены для соревнований. Они лучше функционируют при высоком режиме содержания и обеспечивают лучшую циркуляцию газов. Будьте осторожны, чтобы гоночные клапаны не были идеальными для использования на дороге.
Некоторые из них очень быстро ловят рыбу, особенно те, которые выхлопны из-за их изящества. Для нашей пули доступны осветленные клапаны. Клапаны скользят в направляющие: какой материал? Чугун, люминофорная бронза, алюминий-бронза, никель-бронза? Кроме того, он хорошо выдерживает, даже с аустенитной сталью, которая, в идеале, лучше сочетается с алюминиевой бронзой. Чугун обладает многими качествами, способными противостоять износу: он содержит 3% графита, который является отличной смазкой и в структуре которой так много резервуаров для масел.

Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Тем не менее, для интенсивного использования, бронза имеет свои преимущества, наиболее заметной является лучшая проводимость, поэтому лучше охлаждать путем эвакуации калорий быстрее. Аналогично, расширение бронзы аналогично расширению алюминия. Таким образом, бронзовый гид будет менее подвержен игре в казеннике. Наконец, менее вероятно, что он будет разбит на мелкие кусочки, пригодные для клапанов.
Действительно, если из-за отсутствия руководства клапан не сидит на своем месте, вы потеряете больше, чем победите. Не думайте, что лучшая производительность является синонимом более сложных источников. С большими клапанами, высокими лифтами, большим карбюратором, мы можем думать о более тяжелых пружинах: это ложная хорошая идея. Используя более жесткие пружины, вы поглощаете мощность и увеличиваете износ толкателей. Факторами, определяющими выбор пружин, являются скорость вращения двигателя, профиль кулачков и вес клапанов.

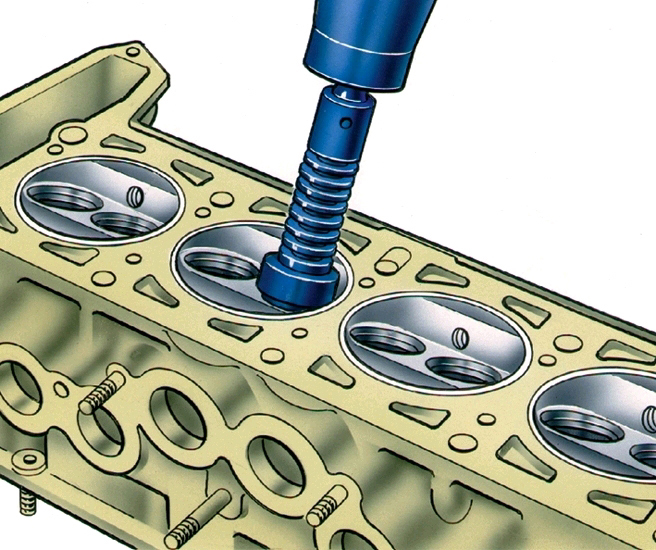
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать . Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Фактически, вы не собираетесь включать более высокий режим, чем ожидалось. Высокие подъемные кулачки также имеют более длительный подъем и не обеспечивают большего ускорения клапана, чем стандартные. См с высокими лифтами. Если у вас есть сомнения относительно зазора между ходом клапана и доступным пространством между чашечкой и направляющей, вы должны измерить ее с помощью набора прокладок клапана при максимальном подъеме: если добавление всех прокладок не менее 2 мм, у вас не будет проблем, минимальный допустимый - 1 мм.
Чтобы отрегулировать их длину, у меня есть подставка клиновых шайб между головкой цилиндров и нижней чашей до 36 мм. У меня нет проблем с паникой с этой длиной, независимо от того, что из затвора. Не ставьте чашки. Чтобы облегчить эту мобильную сборку, лучше заменить ее доступным комплектом для соревнований, который включает более легкие и более тонкие клапаны, без колпачков, алюминиевых чашек и более тонких пружин. Также возникает соблазн уменьшить вес рокеров для высоких скоростей. Большинство из них хорошо разработаны и изготовлены, поэтому невозможно получить несколько граммов, не ослабив их.

Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
У нас, у нас есть рокеры Энфилда. Индийский стандарт, похоже, был сформирован неандертальцем из литого блока, они ужасны. Их можно модифицировать, увеличив проход, доводя масло с головки блока цилиндров до посадки. Действительно, этот канал имеет происхождение небольшого диаметра и может быть забито накоплением частиц из масла в конце цикла, который не фильтруется. Достаточно просверлить подшипники кулбу до 3 мм. Композитные уплотнения не всегда надежны и требуют повторного затягивания головки цилиндров перед тем, как они будут установлены.



