देखभालीचे चार प्रकार आहेत: EO - दैनंदिन सेवा, TO-1 - देखभाल 1, TO-2 - तांत्रिक देखभाल 2 आणि CO - हंगामी सेवा. TO-1 दरम्यान, सीटमधील व्हॉल्व्ह फिट आहेत का, रॉडमध्ये वाकणे, व्हॉल्व्ह, व्हॉल्व्ह प्लेटमध्ये क्रॅक आणि स्प्रिंगची स्थिती तपासा. जर वाल्व स्टेम वाकलेला असेल, तर तो दाबाने सरळ केला जातो; TO-2 दरम्यान, वरील प्रक्रिया केल्या जातात आणि त्याव्यतिरिक्त, कॅमशाफ्टमध्ये काही वाकणे आहे की नाही हे तपासले जाते; बेअरिंग जर्नल्स आणि कॅम्स घालणे. जर तेथे वाकणे असेल तर ते दाबाने सरळ केले जाते आणि जीर्ण जर्नल्स आणि कॅम दुरूस्तीच्या आकारांपैकी एकावर ग्राउंड केले जातात. रॉड वाकलेला आहे किंवा पुशर घातलेला आहे की नाही हे ठरवा. जेव्हा रॉड वाकलेला असतो, तेव्हा तो सरळ केला जातो आणि पुशर दुरूस्तीच्या परिमाणांपैकी एकाला कंटाळतो. रॉकर आर्म्सची स्थिती तपासा.
वरील सर्व ऑपरेशन्सनंतर, समायोजन कार्य केले जाते. पुशर्स आणि रॉकर आर्म्सच्या टिपांमधील थर्मल क्लिअरन्स तपासा आणि समायोजित करा. अंतर पूर्णपणे असताना फीलर गेज वापरून समायोजित केले जाते बंद झडपाथंड इंजिनवर. इंजिन सिलेंडरच्या ऑपरेटिंग ऑर्डरशी संबंधित क्रमाने पहिल्या सिलेंडरपासून वाल्व क्लीयरन्स समायोजित केले जातात.
पुशर एडजस्टिंग स्क्रू किंवा रॉकर आर्म स्क्रू फिरवून आणि लॉक नट सोडवून क्लीयरन्स इच्छित मूल्यामध्ये समायोजित केले जाते. अंतर फॅक्टरी वैशिष्ट्यांशी संबंधित असणे आवश्यक आहे. उदाहरणार्थ, ZAZ-53, ZIL-130, YaMZ-236 इंजिनसाठी, अंतर 0.25 - 0.30 मिमी असावे.
मध्ये पहिल्या सिलेंडरचा पिस्टन स्थापित करण्यासाठी शीर्ष मृतज्या बिंदूवर कॉम्प्रेशन देखील वापरले जाते संरेखन चिन्हइंजिन
सिलेंडर, सिलेंडर हेड, रॉड आणि इतर व्हॉल्व्ह ड्राइव्ह यंत्रणा गरम होते कारण इंजिन 80 - 150 o C पर्यंत गरम होते आणि वाल्व 300 - 600 o C पर्यंत गरम होते. त्याच वेळी, भागांमधील थर्मल अंतर कमी होते, जे भागांच्या तापमानाच्या विकृतीवर सीटवर वाल्वच्या घट्ट बसण्याची हमी देत नाही.
उदाहरणार्थ, खूप लहान थर्मल गॅप असलेली मोटर चालवताना एक्झॉस्ट वाल्वप्लेट जास्त गरम होते, त्यावर क्रॅक दिसतात, वाल्व सीट मऊ होते आणि गॅस ब्रेकथ्रूमुळे त्याचा पोशाख वेगवान होतो. दुसरीकडे, जर थर्मल गॅप आवश्यकतेपेक्षा जास्त असेल तर, वाल्व्ह चालवताना एक मजबूत नॉक दिसून येतो आणि गॅस वितरण यंत्रणेच्या भागांचा गहन परिधान होतो.
सराव मध्ये, थर्मल अंतर सामान्यतः 20 - 25 o C (आकृती 2.6) वर स्टील प्रोब वापरून निर्धारित केले जाते. जर वाल्व ॲक्ट्युएटरच्या स्टीलच्या भागांचे तापमान आणि ॲल्युमिनियमचे भाग ज्यामध्ये ते स्थापित केले गेले आहेत त्या तापमानापेक्षा भिन्न असल्यास, त्यात सुधारणा करणे आवश्यक आहे, कारण जेव्हा भागांचे तापमान कमी होते तेव्हा मोजलेले अंतर लहान असेल. , आणि जेव्हा ते वाढते तेव्हा ते मोठे होईल. हे देखील लक्षात घेतले पाहिजे की जेव्हा संपर्क पृष्ठभाग परिधान केले जातात, तेव्हा फीलर गेजच्या खालच्या पोकळीच्या खाली असलेले ग्रूव्ह 4 विचारात न घेतल्याने वास्तविक अंतर फीलर गेजने मोजलेल्यापेक्षा जास्त असेल ( आकृती 2.6 अ). म्हणून, वाल्वच्या संपर्काच्या क्षेत्रामध्ये ॲक्ट्युएटर लीव्हरचा स्ट्रोक बदलण्यासाठी निर्देशक वापरणे चांगले आहे.
गॅस वितरण यंत्रणेचे मुख्य दोष आहेत:वाल्व्हच्या थर्मल क्लीयरन्सचे उल्लंघन; खेचणे वेळेचा पट्टा, परिधान दातदार पुली; चेन आणि ड्राईव्ह स्प्रॉकेट्सचा पोशाख; बेअरिंग कॅप्स सैल करणे कॅमशाफ्ट, त्यांचे डोके आणि आसन परिधान झाल्यामुळे वाल्वचे सैल बंद; लवचिकता कमी झडप झरे, कॅमशाफ्टचे बेअरिंग, जर्नल्स आणि कॅम्स, पुशर्स, पिस्टन आणि त्यांची अक्ष, बुशिंग्ज आणि व्हॉल्व्ह सीट. समायोजनाचे उल्लंघन केल्यामुळे आणि गॅस वितरण यंत्रणेच्या काही भागांच्या पोशाखांच्या परिणामी, ऑपरेशन दरम्यान ठोठावतो आणि आवाज ऐकू येतो, तो शक्ती गमावतो, जातो. वाढीव वापरतेल इ. तपासल्यानंतर तांत्रिक स्थितीगॅस वितरण यंत्रणा दुरुस्त किंवा समायोजित करण्याची आवश्यकता निश्चित करा.
 मुख्य खराबी म्हणजे शाफ्ट बेअरिंग जर्नल्स घालणे, कॅम्सचे वेअर आणि स्कफिंग आणि शाफ्टचे वाकणे. या नुकसानांमुळे आतमध्ये ठोठावणारा आवाज येतो वाल्व यंत्रणा, आणि बेअरिंग क्लीयरन्समध्ये वाढ झाल्यामुळे स्नेहन प्रणालीमध्ये तेलाचा दाब कमी होतो.
मुख्य खराबी म्हणजे शाफ्ट बेअरिंग जर्नल्स घालणे, कॅम्सचे वेअर आणि स्कफिंग आणि शाफ्टचे वाकणे. या नुकसानांमुळे आतमध्ये ठोठावणारा आवाज येतो वाल्व यंत्रणा, आणि बेअरिंग क्लीयरन्समध्ये वाढ झाल्यामुळे स्नेहन प्रणालीमध्ये तेलाचा दाब कमी होतो.
कॅमशाफ्ट बीयरिंगमधील क्लिअरन्स पुनर्संचयित करण्यासाठी, त्याचे समर्थन जर्नल्स पुनर्संचयित केले जातात, तेल पुरवठा खोबणी खोल केली जातात, जेणेकरून तेल पुन्हा पीसल्यानंतर इंजिनच्या भागांमध्ये वाहते. शाफ्ट जर्नल्स जवळच्या दुरुस्तीच्या आकारासाठी ग्राउंड आहेत. पीसल्यानंतर, ते GOI पेस्टसह पॉलिश केले जातात.
जर कॅमशाफ्ट कॅम्स किंचित परिधान केले असतील तर ते सँडपेपरने स्वच्छ केले जातात, प्रथम खरखरीत, नंतर बारीक केलेले. कॅम्सच्या शीर्षस्थानी मेटल चिपिंगची ठिकाणे सँडिंग ब्लॉक किंवा एमरी कापडाने तीक्ष्ण कडा काढून टाकेपर्यंत खाली दाखल केली जातात. कॅमच्या लांबीसह चिपिंग 3 मिमी पेक्षा जास्त असल्यास, शाफ्ट बदलणे आवश्यक आहे. कॅमशाफ्ट कॅम्स उंचीने परिधान केले असल्यास, ते एका विशेष कॉपी ग्राइंडिंग मशीनवर जमिनीवर केले जातात. कॅमशाफ्ट. शाफ्ट कॅम्स ज्यामध्ये लक्षणीय पोशाख आहे ते सरफेसिंग आणि ग्राइंडिंगद्वारे पुनर्संचयित केले जाऊ शकतात.
दुरुस्तीनंतर, शाफ्ट धुऊन कॅम्सची उंची तपासली जाते. जर कॅम्स नाममात्र उंचीच्या तुलनेत 0.5 मिमी पेक्षा जास्त उंचीने परिधान केले असतील तर, शाफ्ट बदलला जातो, कारण अशा परिधानाने सिलेंडर भरणे खराब होते, परिणामी इंजिनची शक्ती कमी होते.
कॅमशाफ्ट बेअरिंग जर्नल्स स्वीकार्य मर्यादेपलीकडे परिधान केले असल्यास, ते पृष्ठभाग, प्लेटिंग किंवा क्रोम प्लेटिंगद्वारे पुनर्संचयित केले जातात आणि नंतर ग्राउंड केले जातात.
कॅमशाफ्ट बेंड मोजले जाते विशेष सूचकआणि मधली मान तपासा. अनुज्ञेय वाकणे (रनआउट) 0.10 मिमी पेक्षा जास्त असू शकत नाही. ते मोठे असल्यास, शाफ्ट समायोजित करणे आवश्यक आहे.
शाफ्ट जर्नल्सच्या खाली आधार देणाऱ्या पृष्ठभागांवर कोणतेही ओरखडे किंवा अंतर नसावे आणि बेअरिंग हाऊसिंगवर कोणतेही क्रॅक नसावेत. कॅमशाफ्ट साफ केल्यानंतर आणि धुतल्यानंतर, त्याच्या जर्नल्स आणि सिलेंडरच्या डोक्यावरील आधार छिद्रांमधील अंतर तपासा. क्लिअरन्स निश्चित करण्यासाठी, तुम्हाला कॅमशाफ्ट जर्नलचा व्यास मोजणे आवश्यक आहे, संबंधित बेअरिंग स्थापित करा, त्याचे घर सुरक्षित करा आणि बेअरिंगचा आतील व्यास मोजा, नंतर पहिल्यापासून दुसरे मूल्य वजा करा. मूल्यांमधील फरक हा अंतराचा आकार आहे. कॅलिब्रेटेड प्लास्टिक वायरसह अंतर देखील मोजले जाते. परवानगीयोग्य मंजुरी 0.2 मिमी पेक्षा जास्त असू शकत नाही.
 साखळीमध्ये चिप्स किंवा क्रॅक नसावेत. 4 मिमी पेक्षा जास्त बाहेर काढल्यास ते कार्यरत मानले जाते. साखळी तणाव समायोजित करण्यासाठी, लॉकिंग बोल्ट अनस्क्रू करा. टेंशनर 0.5 वळणांनी. विक्षिप्तपणा क्रँकशाफ्टकॅमशाफ्ट ड्राइव्हमधील सर्व अंतर दूर करण्यासाठी सोडलेल्या टेंशनर लॉक बोल्टसह घड्याळाच्या दिशेने दोन वळणे, नंतर लॉक बोल्ट थांबेपर्यंत घट्ट करा.
साखळीमध्ये चिप्स किंवा क्रॅक नसावेत. 4 मिमी पेक्षा जास्त बाहेर काढल्यास ते कार्यरत मानले जाते. साखळी तणाव समायोजित करण्यासाठी, लॉकिंग बोल्ट अनस्क्रू करा. टेंशनर 0.5 वळणांनी. विक्षिप्तपणा क्रँकशाफ्टकॅमशाफ्ट ड्राइव्हमधील सर्व अंतर दूर करण्यासाठी सोडलेल्या टेंशनर लॉक बोल्टसह घड्याळाच्या दिशेने दोन वळणे, नंतर लॉक बोल्ट थांबेपर्यंत घट्ट करा.
व्हॉल्व्ह स्प्रिंग्सची लवचिकता त्यांना इंजिनमधून न काढता आणि वाल्व यंत्रणा वेगळे केल्यानंतर तपासली जाते. इंजिनवरील स्प्रिंग्स तपासण्यासाठी, आपण काढणे आवश्यक आहे झडप कव्हर, स्प्रिंग्स कॉम्प्रेस करण्यासाठी आवश्यक असलेले बल मोजण्यासाठी KI-723 यंत्राचा वापर करून संबंधित सिलेंडरचा पिस्टन कॉम्प्रेशन स्ट्रोकच्या वरच्या डेड सेंटरवर सेट करा. जर ते जास्तीत जास्त परवानगीपेक्षा कमी असेल तर स्प्रिंग बदलले जाईल किंवा खालच्या सपोर्ट प्लेटखाली अतिरिक्त वॉशर ठेवला जाईल.
वाल्व ड्राइव्हमध्ये थर्मल क्लीयरन्सचे समायोजन सुनिश्चित करण्यासाठी आवश्यक आहे कार्यक्षम कामआणि इंजिन टिकाऊपणा. व्हॉल्व्ह मेकॅनिझममधील थर्मल गॅप सीटवर व्हॉल्व्हचे घट्ट बसणे सुनिश्चित करते आणि इंजिन ऑपरेशन दरम्यान यंत्रणा भागांच्या थर्मल विस्ताराची भरपाई करते. वाढीसह थर्मल अंतरवारंवार दिसून येते धातूचा खेळवाल्व्ह, जे कमी वेगाने चांगले ऐकले जाऊ शकतात आळशी. या प्रकरणात, व्हॉल्व्हचे टोक, रॉड टिप्स किंवा ॲडजस्टिंग वॉशर लवकर झिजतात आणि इंजिनची शक्ती कमी होते. त्याचे कारण म्हणजे व्हॉल्व्ह उघडलेल्या स्थितीत असलेल्या वेळेत झालेली घट आणि परिणामी, इंधन भरणे आणि एक्झॉस्ट गॅसेसपासून सिलेंडर्सची साफसफाई कमी होणे.
क्लीयरन्स लहान किंवा अनुपस्थित असल्यास, एक्झॉस्ट व्हॉल्व्हवर मफलरमधून पॉप दिसतात आणि कार्बोरेटरच्या इनटेक व्हॉल्व्हवर पॉप दिसतात या दोषाने, वाल्व्ह सीटमध्ये घट्ट बसत नाहीत, ज्यामुळे कॉम्प्रेशन कमी होते. , इंजिनची शक्ती कमी होणे आणि व्हॉल्व्ह हेड आणि सीट जळणे. ही खराबी व्हॉल्व्ह सीटवर कार्बन साठल्यामुळे देखील होऊ शकते.
या गैरप्रकार टाळण्यासाठी, थर्मल क्लीयरन्स तपासणे आणि तत्काळ समायोजित करणे आवश्यक आहे आणि जर झडप आणि जागा घातल्या असतील तर त्या सीटमध्ये बारीक करा किंवा त्या बदला. थर्मल क्लीयरन्सचे समायोजन केवळ थंड इंजिनवर 15-25 डिग्री सेल्सियसच्या इंजिन कूलिंग सिस्टममध्ये तापमानात केले जाऊ शकते. ॲडजस्टिंग रॉकर आर्म्स आणि रॉडच्या टिपांमधील अंतर इनटेक आणि एक्झॉस्ट व्हॉल्व्हसाठी 0.15 मिमी असावे. सामान्य पोचल्यावर थर्मल व्यवस्थासिलेंडर हेड जॅकेटमध्ये 80 डिग्री सेल्सिअसच्या शीतलक तपमानावर इंजिन चालू असताना, मंजुरी सामान्य होईल.
इंजिन वाल्व क्लीयरन्स समायोजित करण्यासाठी आपण हे करणे आवश्यक आहे:

- स्पार्क प्लग काढा;
- सिलेंडर हेड कव्हर सुरक्षित करणारे नट्स अनस्क्रू करा आणि कव्हर काढा;
- दोन्ही वाल्व्ह बंद असताना पहिल्या सिलेंडरचा पिस्टन कॉम्प्रेशन स्ट्रोकच्या वरच्या डेड सेंटरवर सेट करा, क्रँकशाफ्ट फिरवा जेणेकरून पुलीच्या बाह्यरेखावर चिन्ह असेल क्रँकशाफ्टटायमिंग ड्राइव्ह स्प्रॉकेट्सच्या खालच्या कव्हरच्या इंस्टॉलेशन बॉससह संरेखित;
- रॉकर आर्म्सच्या ऍडजस्टिंग स्क्रूच्या टोकांमधले अंतर आणि वाल्व्ह स्टेम्सच्या टिपांमधील अंतर समायोजित करा;
- रॉकर आर्म ऍडजस्टिंग स्क्रूचे लॉकनट सैल करण्यासाठी पाना वापरा आणि आवश्यक मंजुरी मिळेपर्यंत त्याचे डोके विशेष सॉकेट रेंचने फिरवा;
- फ्लॅट फीलर गेज वापरून, रॉकर आर्म ॲडजस्टिंग स्क्रूच्या टोकांमधील अंतर आणि पहिल्या सिलेंडरच्या व्हॉल्व्ह स्टेमच्या टिपा तपासा;
- रॉकर आर्म ऍडजस्टिंग स्क्रूचे लॉकनट घट्ट करा;
- फ्लॅट फीलर गेजसह अंतर पुन्हा तपासा;
- रॉकर आर्म ऍडजस्टिंग स्क्रू आणि तिसऱ्या सिलेंडरच्या व्हॉल्व्ह स्टेमच्या टोकांमधील अंतर समायोजित करा, क्रँकशाफ्टच्या या स्थितीसह, तिसऱ्या सिलेंडरचे वाल्व्ह पूर्णपणे बंद केले जातात आणि त्यांचे रॉकर हात सोडले जातात;
- क्रँकशाफ्टला अर्धा टर्न वळवून, चौथ्या सिलेंडरचे पिस्टन सेट करा आणि नंतर दुसरा सिलेंडर, कॉम्प्रेशन स्ट्रोकच्या वरच्या डेड सेंटरवर सेट करा;
- रॉकर आर्म ॲडजस्टिंग स्क्रू आणि सूचित सिलेंडर्सच्या वाल्व स्टेमच्या टिपांमधील अंतर समायोजित करा आणि तपासा;
- सिलेंडर हेड कव्हर पुन्हा स्थापित करा;
- त्याच्या सीलिंग गॅस्केटची स्थिती तपासा आणि आवश्यक असल्यास, गॅस्केट पुनर्स्थित करा.
कोणत्याही प्रकारच्या व्हॉल्व्ह मेकॅनिझम ड्राइव्हमध्ये व्हॉल्व्हचे थर्मल क्लीयरन्स तपासताना, फीलर गेज थोड्या चिमटीने आत जावे. चाचणीची अचूकता सुनिश्चित करण्यासाठी, आपण नाममात्र पेक्षा किंचित जाड किंवा किंचित पातळ प्रोब वापरू शकता. जाड जाडीचा प्रोब आत जाऊ नये, परंतु पातळ जाडीचा प्रोब मुक्तपणे आत जावा. सिलेंडर्समधून कार्बनचे साठे काढून टाकण्यासाठी, तुम्ही सिलेंडर हेड काढून टाकू शकता आणि पिस्टन आणि व्हॉल्व्हच्या तळापासून आणि सिलेंडरच्या डोक्याच्या पृष्ठभागावरुन यांत्रिकरित्या कार्बनचे साठे स्वच्छ करू शकता. हे करण्यासाठी, लाकडी स्क्रॅपर्स आणि धातूचे ब्रश वापरा. कार्बन डिपॉझिट्स काढणे सोपे करण्यासाठी, ते प्रथम रॉकेलने मऊ केले जाते. उबदार इंजिनच्या प्रत्येक सिलेंडरमध्ये 80% केरोसीन आणि 20% तेल असलेले 20 मिली मिश्रण टाकून कार्बनचे साठे काढून टाकले जाऊ शकतात. या प्रकरणात, इंजिनला वेगळे करणे आवश्यक नाही. मिश्रण ओतल्यानंतर, आपल्याला इंजिन क्रँकशाफ्ट क्रँक करणे आवश्यक आहे प्रारंभ हँडल 8 वळणांनी. 20-24 तासांनंतर, तुम्हाला 30 मिनिटांसाठी इंजिन सुरू करावे लागेल. या वेळी, मऊ कार्बनचे साठे जळून जातात. तथापि, या पद्धतीचा वापर करून कार्बन ठेवी काढून टाकल्यानंतर, आपल्याला पुनर्स्थित करणे आवश्यक आहे
मध्यवर्ती आणि वितरित इंजेक्शनसह व्हीएझेड 2108-2110 कारची गॅस वितरण यंत्रणा दहनशील मिश्रण इंजिन दहन कक्ष आणि एक्झॉस्ट वायूंमध्ये प्रक्षेपित करण्यासाठी कार्य करते. सिलेंडर हेड ॲल्युमिनियम मिश्र धातुपासून कास्ट केले आहे, त्यात कास्ट आयर्न सीट्स आणि वाल्व मार्गदर्शक दाबले आहेत. बुशिंग्जचा वरचा भाग मेटल-रबर ऑइल कॅप्स 7 (परिशिष्ट 1) सह सील केलेला आहे, जे तेल इंजिनच्या ज्वलन कक्षामध्ये प्रवेश करण्यापासून प्रतिबंधित करते, ज्यामुळे स्पार्क प्लगचे कोकिंग प्रतिबंधित होते. सुटे भाग म्हणून, मार्गदर्शक बुशिंग्स 0.02 मिमीने वाढलेल्या बाह्य व्यासासह पुरवल्या जातात.
कॅमशाफ्ट कास्ट आयर्न, पाच-बेअरिंग आहे. पोशाख प्रतिरोध वाढवण्यासाठी कॅम्सचे कार्यरत पृष्ठभाग आणि तेल सीलखालील पृष्ठभाग पांढरे केले जातात. कॅमशाफ्टमध्ये पाच बेअरिंग आणि आठ कॅम आहेत. पुढील आणि मागील कॅमशाफ्ट कव्हर्स ड्युरल्युमिन मिश्र धातुपासून बनलेले आहेत. कास्ट आयर्नपासून बनविलेले कॅमशाफ्ट कॅमशाफ्टच्या पुढील बाजूस जोडलेले आहे. वरील पेक्षा लहान व्यासाचा टायमिंग गियर देखील क्रँकशाफ्टच्या पुढील भागाला जोडलेला आहे.
टायमिंग बेल्ट ताणण्यासाठी, सिलेंडर ब्लॉकच्या पुढच्या भागात एक टेंशन रोलर स्थापित केला जातो आणि टायमिंग बेल्ट कूलिंग सिस्टमचा वॉटर पंप (पंप) देखील फिरवतो.
कॅमशाफ्ट कॅमच्या दरम्यान एक मेटल पुशर आहे, ज्याच्या तळाशी विशिष्ट जाडीचे समायोजित स्टील वॉशर स्थापित केले आहे.
वेळेचे काम
फ्लोट चेंबरमधील ज्वलनशील मिश्रण नोजल प्रणालीद्वारे इंजिनच्या सेवन मॅनिफोल्डमध्ये इंजेक्ट केले जाते, तेथून, पिस्टनद्वारे तयार केलेल्या व्हॅक्यूमद्वारे, इनटेक व्हॉल्व्हद्वारे ते इंजिनच्या ज्वलन कक्षामध्ये प्रवेश करते. इग्निशननंतर, दहनशील मिश्रण एक्झॉस्ट व्हॉल्व्हद्वारे एक्झॉस्ट मॅनिफोल्डमध्ये आणि नंतर एक्झॉस्ट पाईपमध्ये प्रवेश करते.
जेव्हा प्रत्येक पिस्टन शीर्षस्थानी असतो मृत केंद्रत्याच सिलेंडरचे सेवन आणि एक्झॉस्ट वाल्व्ह बंद करणे आवश्यक आहे. जर वाल्वची वेळ चुकीची असेल, तर इंजिन काम करत नाही किंवा मधूनमधून काम करत नाही (ट्रॉइट). व्हॉल्व्ह वेळेची अचूकता आणि क्रम राखण्यासाठी, क्रँकशाफ्ट कॅमशाफ्ट गियर (टीडीसी) वर चिन्हांकित केलेल्या चिन्हांनुसार क्रॅन्कशाफ्ट आणि कॅमशाफ्ट स्थापित केले जातात आणि क्रँकशाफ्ट फ्लायव्हीलवर शीर्ष मृत केंद्र चिन्ह देखील स्थित आहे.
कॅमशाफ्ट गियरमध्ये इंजिनच्या वरच्या डेड सेंटरशी सुसंगत अशी खूण आहे. व्हीएझेड 2108-2110 मालिकेच्या कारमध्ये, टायमिंग बेल्ट ब्रेक किंवा परिधान केल्याने वाल्व वेळेचे उल्लंघन होते, ज्यामध्ये पॉवर युनिट (इंजिन) बिघाड होतो. हे टाळण्यासाठी, नियोजित देखभाल आणि दैनंदिन तपासणी करणे आवश्यक आहे.
व्हॉल्व्ह ऍक्च्युएशन व्हॉल्व्ह कॅमशाफ्ट कॅम्सद्वारे दंडगोलाकार टॅपेट्सद्वारे कार्यान्वित केले जातात. दात असलेला पट्टा शीतलक पंप पुली चालवतो. रोलर बेल्टला ताणण्यासाठी काम करतो. फास्टनिंग पिनच्या सापेक्ष रोलर वळवून, आपण बेल्टचा ताण बदलू शकता.
देखभाल आणि वेळेचे समायोजन
वाल्व्ह ड्राईव्ह यंत्रणेतील मंजुरी समायोजित करणे.
कोल्ड इंजिनवरील कॅमशाफ्ट कॅम्स आणि शिम्समधील अंतर A (परिशिष्ट 1) इनटेक व्हॉल्व्हसाठी (0.2±0.05) मिमी आणि एक्झॉस्ट व्हॉल्व्हसाठी (0.35±0.05) मिमी असावे. ऍडजस्टिंग वॉशर्स 6 ची जाडी निवडून अंतर समायोजित केले जाते.
प्रत्येक 0.05 मिमीच्या अंतराने 3 ते 4.5 मिमी जाडी असलेल्या ऍडजस्टिंग वॉशरसह सुटे भाग पुरवले जातात. वॉशरची जाडी त्याच्या पृष्ठभागावर चिन्हांकित केली जाते.
अंतर खालील क्रमाने समायोजित केले आहे:
सिलेंडर हेड कव्हर आणि समोरच्या दात असलेल्या पट्ट्याचे संरक्षणात्मक कव्हर काढा;
पाना 67.7812.9515 सह स्पार्क प्लग अनस्क्रू करा आणि सिलेंडरच्या शीर्षस्थानी तेल काढा;
कॅमशाफ्ट कॅम्सच्या पृष्ठभागाची तपासणी करा: त्यावर कोणतेही burrs, छिद्र, पोशाख किंवा खोल चिन्हे नसावेत;
सिलेंडर हेड कव्हर माउंटिंग स्टडवर व्हॉल्व्ह टॅपेट्स रिसेस करण्यासाठी टूल 67.7800.9503 स्थापित करा;
पुलीवरील संरेखन चिन्हे आणि दात असलेल्या पट्ट्याचे मागील आवरण संरेखित होईपर्यंत क्रँकशाफ्ट वळवा आणि नंतर त्यास आणखी 40-50 0 (कॅमशाफ्ट पुलीवरील 2.5-3 दात) घट्ट करा. या प्रकरणात, पहिल्या सिलेंडरमध्ये एक दहन टप्पा असेल;
फीलर गेजचा संच वापरून, 1ल्या आणि 3ऱ्या कॅमशाफ्ट कॅम्समधील अंतर तपासा;
जर अंतर सर्वसामान्यांपेक्षा वेगळे असेल, तर पुशर रिसेस करण्यासाठी डिव्हाइस 67.7800.9503 (परिशिष्ट 3) वापरा आणि पुशर आणि कॅमशाफ्टच्या काठावर क्लॅम्प 67.7800.9504 (परिशिष्ट 4) स्थापित करून इच्छित स्थितीत त्याचे निराकरण करा;
टूल 67.7800.9505 वापरून, ऍडजस्टिंग वॉशर काढा आणि त्याची जाडी मायक्रोमीटरने मोजा;
सूत्र वापरून नवीन वॉशरची जाडी निश्चित करा:
H = B + (A – C),
जेथे A हे मोजलेले अंतर आहे, मिमी;
बी - काढलेल्या वॉशरची जाडी, मिमी;
सह - नाममात्र मंजुरी, मिमी;
एच - नवीन वॉशरची जाडी, मिमी.
उदाहरण. समजा A = 0.26 मिमी; बी = 3.75 मिमी; C = 0.2 मिमी (साठी सेवन झडप), नंतर:
एच = 3.75 + (0.26 -0.2) = 3.81 मिमी.
±0.5 मिमीच्या क्लिअरन्स सहिष्णुतेमध्ये, आम्ही नवीन वॉशरची जाडी 3.8 मिमीच्या समान स्वीकारतो.
पुशरच्या दिशेने असलेल्या चिन्हासह व्हॉल्व्ह पुशरमध्ये नवीन ऍडजस्टिंग वॉशर स्थापित करा, रिटेनर 67.7800.9504 काढून टाका आणि क्लिअरन्स पुन्हा तपासा. जर ते योग्यरित्या समायोजित केले असेल, तर 0.2 किंवा 0.35 मिमी जाडी असलेल्या प्रोबने किंचित पिंचिंगसह प्रवेश केला पाहिजे;
क्रँकशाफ्टला सतत अर्धा वळण वळवणे, जे कॅमशाफ्ट पुलीवरील चिन्ह 90 0 ने वळवण्याशी संबंधित आहे, ऑर्डरचे निरीक्षण करून, वाल्व क्लिअरन्स समायोजित करा;
सिलेंडर हेडच्या वरच्या भागाला तेलाने भरा, सिलेंडर हेड कव्हर आणि फ्रंट टायमिंग बेल्ट कव्हर स्थापित करा.
क्रँकशाफ्ट फक्त घड्याळाच्या दिशेने वळवले पाहिजे एकतर जनरेटर ड्राईव्ह पुली सुरक्षित करणाऱ्या बोल्टद्वारे किंवा 67.7811.9509 टूल वापरून कॅमशाफ्ट पुलीद्वारे. कॅमशाफ्ट पुली माउंटिंग बोल्टद्वारे क्रँकशाफ्ट फिरवू नका, कारण यामुळे बोल्ट खराब होऊ शकतो.
सिलेंडर हेडची तांत्रिक स्थिती तपासत आहे.
सिलेंडरचे डोके चांगले धुवा आणि तेल वाहिन्या स्वच्छ करा. वायर ब्रशने ज्वलन कक्ष आणि एक्झॉस्ट चॅनेलच्या पृष्ठभागावरुन कार्बनचे साठे काढून टाका.
सिलेंडर हेड तपासा. कॅमशाफ्ट जर्नल्सच्या सपोर्टवर आणि व्हॉल्व्ह पुशर्सच्या छिद्रांमध्ये कोणतेही burrs किंवा नुकसान नसावे. सिलेंडरच्या डोक्याच्या कोणत्याही ठिकाणी क्रॅकची परवानगी नाही. शीतलक तेलात मिसळल्याची शंका असल्यास, गळतीसाठी सिलेंडर हेड तपासा.
घट्टपणा तपासण्यासाठी, कूलिंग जॅकेटमधील छिद्र प्लगसह बंद करा आणि सिलेंडर हेडच्या कूलिंग जॅकेटमध्ये 0.5 MPa (5 kgf/cm2) दाबाने पाणी पंप करा. 2 मिनिटांच्या आत. डोक्यातून पाण्याची गळती होऊ नये.
आपण सिलेंडरच्या डोक्याची घट्टपणा तपासू शकता संकुचित हवा, हे करण्यासाठी, कूलिंग जॅकेटमधील छिद्र 67.7871.9510 डिव्हाइसच्या प्लगसह प्लग करा, सिलेंडरचे डोके 60-80 0 सेल्सिअस तापमानात गरम केलेल्या पाण्याच्या आंघोळीत खाली करा आणि 5 मिनिटे गरम होऊ द्या. नंतर 0.15-0.2 MPa (1.5-2 kgf/cm2) दाबाने डोक्याच्या आत दाबलेली हवा लावा. 1-1.5 मिनिटांच्या आत, डोके सोडून कोणतेही हवाई फुगे दिसले नाहीत.
झडप जागा.
व्हॉल्व्ह सीटच्या चेम्फर्सचा आकार परिशिष्ट 5 मध्ये दर्शविला आहे. सीटच्या कार्यरत चेम्फर्सवर कोणतेही पिनहोल, गंज किंवा नुकसान नसावे (वाल्व्हशी संपर्काचे क्षेत्र). सीट्स सँडिंग करून किरकोळ नुकसान दुरुस्त केले जाऊ शकते. त्याच वेळी, शक्य तितक्या कमी धातू काढा. सँडिंग मॅन्युअली किंवा सँडिंग मशीन वापरून करता येते.
वाल्व स्टेमचा व्यास आणि मार्गदर्शकाचे छिद्र मोजून वाल्व मार्गदर्शक आणि वाल्व स्टेममधील क्लिअरन्स तपासा.
नवीन बुशिंगसाठी डिझाइन अंतर: इनटेक वाल्वसाठी 0.022-0.055 मिमी आणि एक्झॉस्ट वाल्व्हसाठी 0.029-0.062 मिमी; जास्तीत जास्त परवानगीयोग्य मर्यादा अंतर (पोशाखासाठी) 0.3 मिमी आहे, जर गॅस वितरण यंत्रणेचा आवाज वाढला नाही.
जर व्हॉल्व्ह बदलून मार्गदर्शक बुशिंग आणि रॉडमधील वाढलेले अंतर दूर केले जाऊ शकत नसेल तर, दाबण्यासाठी आणि दाबण्यासाठी A.60153/R मँडरेल वापरून वाल्व बुशिंग्ज बदला (परिशिष्ट 6).
सिलेंडर हेडच्या शरीरात थांबेपर्यंत मार्गदर्शक बुशिंग्स रिटेनिंग रिंगसह दाबा. दाबल्यानंतर, रीमर A. 90310/1 (इनटेक व्हॉल्व्ह बुशिंगसाठी) आणि A. 90310/2 (एक्झॉस्ट व्हॉल्व्ह बुशिंगसाठी) वापरून व्हॉल्व्ह मार्गदर्शकांमधील छिद्रे काढा. नंतर वाल्व सीट बारीक करा आणि आवश्यक असल्यास, कार्यरत चेम्फरची रुंदी आवश्यक परिमाणांमध्ये समायोजित करा.
वाल्व्हमधून कार्बनचे साठे काढून टाका. रॉड विकृत आहे का आणि प्लेटवर काही तडे आहेत का ते तपासा. खराब झालेले वाल्व बदलले आहे. वाल्व कार्यरत चेम्फरची स्थिती तपासा. किरकोळ नुकसान झाल्यास, 45 0 30`±5` चा चेम्फर कोन राखून, ते सँड केले जाऊ शकते. या प्रकरणात, वाल्व्ह प्लेटच्या तळाशी असलेल्या तळापासून बेस व्यास (34 आणि 30.5 मिमी) पर्यंतचे अंतर 1.3-1.5 आणि 1.8-2.0 मिमीच्या श्रेणीत असावे.
स्प्रिंग्समध्ये क्रॅक आहेत का किंवा स्प्रिंग्सची लवचिकता कमी झाली आहे का ते लोडखाली त्यांचे विकृत रूप मोजून तपासा. पुशरच्या कार्यरत पृष्ठभागाची स्थिती तपासा. त्यावर कोणतेही डेंट किंवा ओरखडे नसावेत. खराब झाल्यास, पुशर बदला.
जेव्हा सिलेंडर हेड बोल्ट वारंवार वापरले जातात तेव्हा ते बाहेर काढले जातात. म्हणून, बोल्टची लांबी 135.5 मिमी पेक्षा जास्त आहे का ते तपासा आणि जर ते जास्त असेल तर ते नवीनसह बदला.
ऍडजस्टिंग वॉशरचे कार्यरत पृष्ठभाग निक्स, स्क्रॅच किंवा बर्र्सशिवाय गुळगुळीत असले पाहिजेत. स्टेप केलेले किंवा एकतर्फी पोशाख किंवा धातू घासणे नसावे. कॅमशाफ्ट लोब्सवर केंद्रित धावण्याच्या चिन्हांना अनुमती आहे.
कॅमशाफ्ट ड्राइव्ह बेल्ट टेंशन खालील क्रमाने समायोजित केले आहे:
समोरचे दातेदार बेल्ट कव्हर काढा;
जनरेटर ड्राईव्ह पुलीच्या बाजूला असलेल्या क्रँकशाफ्टला घड्याळाच्या दिशेने वळवा जेणेकरून फ्लायव्हीलवरील चिन्ह, क्लच हाऊसिंग हॅचमध्ये दृश्यमान असेल, + स्केलच्या मधल्या विभागाच्या विरुद्ध स्थित असेल. या प्रकरणात, कॅमशाफ्ट पुलीवरील चिन्ह B (परिशिष्ट 2) रिबड बेल्टच्या मागील संरक्षणात्मक कव्हरवर स्थापना चिन्ह A च्या विरुद्ध असावे;
जनरेटर ड्राईव्ह पुली बोल्टद्वारे क्रँकशाफ्टला घड्याळाच्या उलट दिशेने वळवा जेणेकरुन कॅमशाफ्ट पुलीवरील B चिन्ह A पासून दोन दातांनी खाली सरकेल;
बेल्ट टेंशन तपासा: कॅमशाफ्ट आणि क्रँकशाफ्ट पुलीजमधील शाखेच्या मधल्या भागात 15-20 N (1.5-2 kgf) बोटाच्या जोराने बेल्ट 90 0 ने फिरवला असल्यास ते सामान्य मानले जाते. तणाव तपासण्यासाठी, तुम्ही कॅलिब्रेटेड स्प्रिंगसह 67.7834.9525 किंवा 67.7834.9526 डिव्हाइस वापरू शकता;
जर बल प्रमाणापेक्षा खाली (वर) असेल, तर क्रँकशाफ्ट घड्याळाच्या दिशेने वळवा जोपर्यंत A आणि B संरेखित होत नाही, फास्टनिंग नट सोडवा. तणाव रोलर, ते 10-15 0 विरुद्ध घड्याळाच्या दिशेने (किंवा घड्याळाच्या दिशेने) वळवा आणि एक्सल माउंटिंग नट घट्ट करा;
पुन्हा, क्रँकशाफ्ट घड्याळाच्या दिशेने दोन वळणे जोपर्यंत A आणि B संरेखित होत नाही, त्यानंतर घड्याळाच्या उलट दिशेने फिरवा जोपर्यंत कॅमशाफ्ट पुलीवरील B चिन्ह A पासून दोन दात खाली सरकत नाही आणि बेल्टचा ताण तपासा;
जर तणाव पुरेसे नसेल, तर बेल्ट टेंशनिंग ऑपरेशन्स पुन्हा करा;
जर तणाव सामान्य असेल, तर टेंशन रोलर माउंटिंग नट 39.2 Nm च्या टॉर्कवर घट्ट करा आणि समोर दात असलेल्या बेल्टचे आवरण स्थापित करा.
बेल्टवर अतिरिक्त ताण टाळणे आवश्यक आहे, कारण यामुळे त्याचे सेवा आयुष्य लक्षणीयरीत्या कमी होते, तसेच शीतलक पंप आणि टेंशन रोलरचे बीयरिंग देखील कमी होते.
समायोजन पूर्ण केल्यानंतर, जनरेटर ड्राईव्ह पुली क्रँकशाफ्टला सुरक्षित करणाऱ्या बोल्टची घट्टपणा तपासा. बेल्ट ताणताना, कॅमशाफ्ट पुली फिरवून क्रँकशाफ्ट फिरवू नका.
इंजिनच्या देखभालीमध्ये बाह्य तपासणीद्वारे आणि ऑपरेशन दरम्यान त्याची तांत्रिक स्थिती तपासणे, दोष ओळखणे, नियंत्रण आणि समायोजन करणे, क्रँक आणि वितरण यंत्रणा, कूलिंग, स्नेहन, पॉवर आणि इग्निशन सिस्टमवर स्नेहन आणि फास्टनिंग कार्य करणे समाविष्ट आहे.
खराबीगॅस वितरण यंत्रणा बहुतेकदा वाल्व स्टेम आणि पुशर्समधील अंतरांचे उल्लंघन करून स्वतःला प्रकट करते. यामुळे व्हॉल्व्हच्या वेळेत व्यत्यय येतो आणि सिलेंडर भरण्याचे काम बिघडते (वाढीव मंजुरीसह सेवन किंवा एक्झॉस्ट व्हॉल्व्ह उघडण्यास उशीर झाल्यामुळे).
वाल्व स्टेम आणि टॅपेट्समधील वाढीव क्लीयरन्समुळे ठोठावतात आणि अकाली पोशाखवितरण यंत्रणा भाग. लहान अंतर किंवा त्यांची अनुपस्थिती सैल झडप बसणे आणि गळती होऊ कार्यरत मिश्रणइनलेट आणि आउटलेट पाइपलाइनमध्ये. परिणामी, इंजिन सिलेंडरमधील कॉम्प्रेशन आणि त्याची शक्ती कमी होते. कार्बोरेटरमध्ये चमक आणि मफलरमध्ये पॉपिंग आवाज दिसणे ही या खराबीची चिन्हे आहेत.
गॅस वितरण यंत्रणेची देखभाल (GRM)
मुख्य कामे:
स्थितीची स्थिरता तपासणे आणि फ्रेमवर इंजिन माउंटचे फास्टनिंग (फास्टनिंग वर्क), सिलेंडर हेड आणि ऑइल पॅन ब्लॉकला, इनटेक आणि एक्झॉस्ट पाइपलाइनचे फ्लँज आणि इतर कनेक्शन घट्ट करणे;
तांत्रिक स्थिती किंवा कामगिरी तपासत आहे ( चाचणी पेपर) क्रँक आणि वितरण यंत्रणा;
समायोजन कार्य आणि स्नेहन.
फास्टनिंग कार्य करते
सिलेंडर हेड गॅस्केटमधून वायू आणि कूलंटचा रस्ता रोखण्यासाठी, विशिष्ट शक्ती आणि क्रमाने टॉर्क रेंचसह हेड फास्टनिंग वेळोवेळी तपासणे आवश्यक आहे. घट्ट होणारा टॉर्क आणि नट घट्ट करण्याचा क्रम ऑटोमोबाईल कारखान्यांद्वारे सेट केला जातो.
इंजिन गरम असताना कास्ट आयर्न सिलेंडर हेड जोडले जाते आणि जेव्हा ते थंड असते तेव्हा ॲल्युमिनियम मिश्र धातुचे डोके जोडले जाते.
थंड अवस्थेत ॲल्युमिनियम मिश्र धातुचे डोके घट्ट करण्याची गरज बोल्ट आणि स्टड्स (स्टील) आणि हेडच्या सामग्रीच्या (ॲल्युमिनियम मिश्र धातु) च्या रेखीय विस्ताराच्या असमान गुणांकाने स्पष्ट केली आहे. म्हणून, गरम इंजिनवर नट घट्ट केल्याने सिलेंडर हेड थंड झाल्यावर ब्लॉकला आवश्यक घट्ट बसण्याची खात्री होत नाही.
क्रँककेस विकृती आणि गळती टाळण्यासाठी क्रँककेस संप माउंटिंग बोल्टचे घट्ट करणे देखील क्रमानुसार तपासले जाते. वैकल्पिकरित्या डायमेट्रिकली विरुद्ध बोल्ट घट्ट करणे.
टाइमिंग बेल्ट स्थिती निरीक्षण
या यंत्रणेची तांत्रिक स्थिती निश्चित केली जाऊ शकते:
ऑपरेशन दरम्यान तेलाचा वापर (कचरा) आणि स्नेहन प्रणालीमध्ये दबाव कमी होणे;
कॉम्प्रेशन स्ट्रोकच्या शेवटी इंजिन सिलेंडरमध्ये दबाव (संक्षेप) मध्ये बदल करून;
मध्ये व्हॅक्यूम करून सेवन अनेक पटींनी;
इंजिन क्रँककेसमध्ये वायूच्या प्रमाणात प्रवेश करणे;
सिलेंडर्समधून वायू (हवा) गळती;
इंजिनमध्ये ठोठावण्याच्या आवाजाची उपस्थिती.
जळलेले तेलकिंचित थकलेल्या इंजिनमध्ये ते नगण्य आहे आणि ते 0.1-0.25 l/100 किमी इतके असू शकते. लक्षणीय सामान्य इंजिन पोशाख सह, कचरा 1 l/100 किमी किंवा त्याहून अधिक पोहोचू शकतो, जे सहसा जास्त धुम्रपानासह असते.
मध्ये दबाव तेल प्रणाली इंजिन स्थापित केलेल्या मर्यादेत असणे आवश्यक आहे या प्रकारच्याइंजिन आणि वापरलेल्या तेलाचा प्रकार. उबदार इंजिनच्या कमी क्रँकशाफ्ट वेगाने तेलाचा दाब कमी होणे इंजिनच्या बियरिंग्जवर अस्वीकार्य पोशाख किंवा स्नेहन प्रणालीतील खराबी दर्शवते.
प्रेशर गेजवरील तेलाचा दाब 0 पर्यंत कमी होणे प्रेशर गेज किंवा प्रेशर रिलीफ व्हॉल्व्हची खराबी दर्शवते.
स्नेहन प्रणालीमध्ये वाढलेला दबाव तेलाच्या ओळीच्या उच्च चिकटपणामुळे किंवा क्लोजिंगचा परिणाम म्हणून होऊ शकतो.
संक्षेपइंजिन सिलेंडरच्या घट्टपणाचे सूचक म्हणून काम करते आणि सिलेंडर, पिस्टन आणि वाल्व्हची स्थिती दर्शवते. सिलेंडर्सची घट्टपणा निश्चित केली जाऊ शकते कॉम्प्रेशन गेज.
स्पार्क प्लग निघून इंजिन 70-80 °C पर्यंत प्रीहीट केल्यानंतर कॉम्प्रेशन तपासले जाते. स्पार्क प्लगच्या भोकमध्ये कॉम्प्रेशन गेजची रबर टीप स्थापित केल्यावर, इंजिन क्रँकशाफ्टला स्टार्टरसह 10-12 आवर्तने फिरवा आणि कॉम्प्रेशन गेजचे रीडिंग रेकॉर्ड करा. प्रत्येक सिलेंडरसाठी तपासणी 2-3 वेळा पुनरावृत्ती केली जाते.
जर कॉम्प्रेशन व्हॅल्यू 30-40% सामान्यपेक्षा कमी असेल, तर हे खराबी (तुटणे किंवा जळणे) ची उपस्थिती दर्शवते पिस्टन रिंग, लीक व्हॉल्व्ह किंवा खराब झालेले सिलेंडर हेड गॅस्केट).
सेवन मॅनिफोल्ड मध्ये व्हॅक्यूमइंजिन व्हॅक्यूम गेजने मोजले जाते. स्थिर स्थितीत कार्यरत इंजिनमधील व्हॅक्यूमची परिमाण केवळ सिलेंडर-पिस्टन गटाच्या परिधानानुसारच नाही तर गॅस वितरण भाग, प्रज्वलन स्थापना आणि कार्बोरेटर समायोजनाच्या स्थितीनुसार देखील बदलू शकते.
अशा प्रकारे, ही पद्धतनियंत्रण सामान्य आहे आणि एका निर्देशकावर आधारित एक किंवा दुसरी खराबी ओळखण्याची परवानगी देत नाही.
इंजिन क्रँककेसमध्ये मोडणाऱ्या वायूंचे प्रमाण, सिलेंडर-पिस्टन-पिस्टन रिंग इंटरफेसच्या ढिलेपणामुळे बदल होतात, जे हे भाग झीज झाल्यामुळे वाढतात. बाहेर पडणाऱ्या वायूंचे प्रमाण संपूर्ण इंजिन लोडवर मोजले जाते.
धडा #२७
इंजिन गॅस वितरण यंत्रणेने सिलिंडरमध्ये हवेचा ताजे चार्ज किंवा गरम मिश्रण वेळेवर प्रवेश करणे आणि सिलेंडरमधून एक्झॉस्ट गॅसेस सोडणे सुनिश्चित करणे आवश्यक आहे. गॅस वितरण यंत्रणेमध्ये खराबी आढळल्यास, इंजिनचे सामान्य ऑपरेशन विस्कळीत होते, त्याची शक्ती कमी होते आणि कार्यक्षमता खराब होते.
गॅस वितरण यंत्रणेचे मुख्य दोष खालीलप्रमाणे असू शकतात:
व्हॉल्व्ह स्टेम आणि रॉकर आर्म्समधील थर्मल क्लीयरन्सचे उल्लंघन, वाल्व आणि सीटचे कार्यरत चेम्फर जळणे, लवचिकता कमी होणे किंवा वाल्व स्प्रिंग्स तुटणे, वाढलेला पोशाखपुशर्स, रॉड्स, रॉकर आर्म्स, व्हॉल्व्ह मार्गदर्शक, बेअरिंग जर्नल्स, बुशिंग्ज आणि कॅमशाफ्टचे कॅम्स, त्याचे थ्रस्ट फ्लँज आणि टायमिंग गियर दात.
ओपल कारमध्ये, गॅस वितरण यंत्रणेतील मुख्य दोष म्हणजे कॅमशाफ्टच्या गीअर्स आणि कॅम्सचा पोशाख, व्हॉल्व्ह स्टेम आणि रॉकर आर्म्सच्या बोटांमधील अंतरांचे उल्लंघन, पुशर्स आणि गाइड बुशिंग्ज, व्हॉल्व्ह प्लेट्सचा पोशाख. आणि त्यांच्या जागा. गॅस वितरण यंत्रणेतील अपयशांमध्ये टायमिंग गियरचे दात तुटणे आणि वाल्व स्प्रिंग्सची लवचिकता कमी होणे समाविष्ट आहे.
इंजिन ऑपरेशन दरम्यान, व्हॉल्व्ह मेकॅनिझममध्ये असलेले थर्मल गॅप सीटवर वाल्वचे घट्ट फिट असल्याची खात्री करते आणि यंत्रणा भागांच्या थर्मल विस्ताराची भरपाई करते. इनटेक व्हॉल्व्ह मेकॅनिझममधील थर्मल क्लीयरन्स तुटल्यास, वाल्वचे प्रवाह क्षेत्र कमी होते, परिणामी हवा किंवा दहनशील मिश्रणाच्या ताजे चार्जसह सिलेंडर भरणे कमी होते.
एक्झॉस्ट व्हॉल्व्ह मेकॅनिझममधील थर्मल गॅप वाढत असताना, एक्झॉस्ट वायूंपासून सिलेंडरची साफसफाई खराब होते, ज्यामुळे, ज्वलन प्रक्रिया खराब होते. या खराबीमुळे, व्हॉल्व्ह स्टेमचा वाढलेला पोशाख आणि इंजिनची शक्ती कमी होते. वाढलेल्या थर्मल गॅपचे वैशिष्ट्यपूर्ण चिन्ह म्हणजे एक मोठा, तीक्ष्ण ठोका, जे कमी क्रँकशाफ्ट वेगाने इंजिन लोड न करता चालू असताना सहजपणे ऐकू येते.
व्हॉल्व्हच्या थर्मल क्लीयरन्समध्ये कमी झाल्यामुळे, त्यांच्या सीटमध्ये बसण्याची घट्टपणा विस्कळीत होते आणि परिणामी, सिलिंडरमधील कॉम्प्रेशन कमी होते, व्हॉल्व्ह चेम्फर आणि त्यांच्या जागा जळून जातात. इंजिन मधूनमधून काम करू लागते, त्याची शक्ती कमी होते.
वैशिष्ट्यपूर्ण वैशिष्ट्येजर वाल्व्ह घट्ट बंद केले नसतील, तर सेवन किंवा एक्झॉस्ट पाईप्समध्ये अधूनमधून पॉपिंग आवाज येतात. यू कार्बोरेटर इंजिनइनटेक व्हॉल्व्हच्या कमी थर्मल क्लीयरन्ससह, कार्बोरेटरमध्ये आणि एक्झॉस्ट व्हॉल्व्ह - मफलरमध्ये पॉपिंग आवाज उद्भवतात. या बिघाडाची कारणे देखील व्हॉल्व्ह सीटवर कार्बनचे साठे, व्हॉल्व्ह स्प्रिंग्स तुटणे, वाल्व्ह आणि सीटच्या कार्यरत पृष्ठभागाची जळणे असू शकतात. व्हॉल्व्ह स्टेम आणि रॉकर आर्म्समधील अंतर पद्धतशीरपणे तपासले पाहिजे आणि आवश्यक असल्यास समायोजित केले पाहिजे.
टायमिंग गीअर कव्हरमधील आवाज आणि टायमिंग गीअर्सचे ठोके सामान्य आवाजात विलीन होतात, परंतु ते टायमिंग गीअर कव्हरमध्ये, दात जाळण्याच्या भागात ऐकू येतात.
इंजिनच्या दुरुस्तीदरम्यान गॅस वितरण यंत्रणेच्या भागांच्या वाढत्या पोशाखांमुळे तांत्रिक स्थितीच्या तपासणीदरम्यान आढळलेल्या खराबी दूर केल्या जातात. किरकोळ नुकसान, कार्बन ठेवी काढून टाकल्यानंतर, पीसून काढले जाते. व्हॉल्व्ह सीटमध्ये छिद्र, नुकसान किंवा गंजाची चिन्हे नसावीत. सीट दुरुस्त करण्यापूर्वी, वाल्व स्लीव्हचा पोशाख तपासा. जर ते जीर्ण झाले असेल तर ते बदलले जाते, नंतर खोगीर दुरुस्त केले जाते. दुरुस्ती विशेष मशीनवर केली जाते किंवा रॉड आणि बदली कटर असलेले विशेष उपकरण वापरून केले जाते. वाल्व आणि त्यांची जागा पुनर्संचयित करण्यासाठी, देशांतर्गत आणि परदेशी उत्पादनाच्या साधनांचे इतर संच देखील वापरले जातात.
सीटवर प्रक्रिया केल्यानंतर, सिलेंडरचे डोके संकुचित हवेने उडवणे आवश्यक आहे. मार्गदर्शक बुशिंगमधील सर्वात सामान्य दोषांपैकी एक म्हणजे वाढलेला पोशाख. आतील पृष्ठभाग. हे सहसा म्हणतात दीर्घकालीन ऑपरेशनकारच्या 150 हजार किलोमीटर नंतर इंजिन.
वाल्व मार्गदर्शकांची स्थिती प्रामुख्याने त्यांच्या आणि वाल्वच्या स्टेममधील क्लिअरन्स निर्धारित करते. क्लीयरन्स निश्चित करण्यासाठी, आपल्याला वाल्व स्टेमचा व्यास आणि त्याच्या मार्गदर्शक स्लीव्हमधील छिद्राचा व्यास मोजणे आवश्यक आहे आणि नंतर दुसऱ्या मूल्यातून प्रथम वजा करा. सिलेंडर हेड न काढता क्लिअरन्स मोजण्याची एक पद्धत खालीलप्रमाणे आहे. डायल इंडिकेटरचा स्टेम मार्गदर्शक स्लीव्हमध्ये स्थापित केलेल्या वाल्ववर लागू केला जातो आणि शून्यावर सेट केला जातो. नंतर वाल्व स्टेमला निर्देशकाकडे हलवा आणि त्याच्या रीडिंगनुसार, स्टेम आणि मार्गदर्शक स्लीव्हमधील अंतर निश्चित करा. अंतर 0.20-0.25 मिमी पेक्षा जास्त नसावे. मापन करताना, वाल्व स्टेम रॉकर आर्मच्या समांतर दिशेने हलविला जाणे आवश्यक आहे, कारण या दिशेने, नियमानुसार, मार्गदर्शक स्लीव्हचा सर्वात मोठा पोशाख होतो.
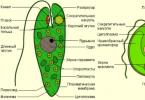
मार्गदर्शक स्लीव्ह आणि वाल्वमधील अंतर खालील प्रकारे तपासले जाऊ शकते. सिलेंडर हेड काढा, ठेवींमधून वाल्व आणि मार्गदर्शक बुशिंग्ज स्वच्छ करा, बुशिंग्जमध्ये वाल्व घाला आणि सिलेंडर ब्लॉकच्या पृष्ठभागावर डायल इंडिकेटर स्थापित करा (चित्र 1).
आकृती 1. येथे वाल्व स्टेम आणि मार्गदर्शक बुशिंग दरम्यान क्लिअरन्स मोजणे डोके काढलेसिलेंडर ब्लॉक
मग वाल्व प्लेट त्रिज्यपणे हलविली जाते आणि क्लीयरन्स निश्चित केले जाते. सेवन वाल्वसाठी ते 1.0 मिमी पेक्षा जास्त नसावे आणि एक्झॉस्ट वाल्वसाठी - 1.3 मिमी. हार्ड मिश्र धातुपासून बनवलेल्या विशेष चाकूंचा संच वापरून आपण बुशिंगचा आवश्यक व्यास पुनर्संचयित करू शकता. अशा चाकांच्या चाकूच्या मदतीने, वाल्व स्लीव्हच्या आत एक सर्पिल खोबणी पिळून काढली जाते, ज्यामुळे धातूच्या विकृतीमुळे त्याचा अंतर्गत व्यास कमी होतो. एक्सट्रूझनच्या परिणामी, सर्पिल ग्रूव्ह प्राप्त होतात, जे एक प्रकारचे सील म्हणून कार्य करतात आणि तेल धरतात. पुढे, रीमर वापरुन, स्लीव्ह वाल्व व्यासाशी जुळण्यासाठी मशीन केली जाते. खूप असल्यास मोठे अंतरगाईड बुशिंग आणि व्हॉल्व्ह यांच्यातील झडप बदलल्यानंतर आणि बुशिंगचा विस्तार वाल्वच्या दुरुस्तीच्या आकारात केल्यावर काढून टाकला जात नाही, बुशिंग बदलली जाते.