तांदूळ. 49. बुशिंगमध्ये छिद्र पाडणे
जर पलंग कॅमशाफ्टथकलेला, आपण पुनर्संचयित सिलेंडर हेड वापरू शकता. या प्रकरणात, वाल्व सीट्सची तयारी आवश्यक नाही.
पोशाख साठी प्रत्येक वाल्व सीट तपासा. पृष्ठभागावरील किरकोळ पोशाख 45° शंकूच्या आकाराच्या कटरने दुरुस्त करता येतो. गंभीरपणे परिधान केलेल्या जागा पुन्हा ग्राउंड करणे आवश्यक आहे. व्हॉल्व्ह सीटच्या भौमितिक पॅरामीटर्सची मूल्ये अंजीर मध्ये दर्शविली आहेत. 50 आणि 51. मध्ये वाल्व सीटची रचना कार्बोरेटर इंजिनआणि इंधन इंजेक्शनसह इंजिन समान आहेत. हे सुनिश्चित केले पाहिजे की कार्यरत चेम्फर ब्लॉक हेडच्या शरीरात जास्त प्रमाणात फिरत नाही. याची खात्री करण्यासाठी, आपण पुढील गोष्टी करणे आवश्यक आहे:
तथाकथित सुसज्ज वाहनांसाठी अशा प्रणालींची शिफारस केली जाते. झडपा झडपाआणि प्लेट समायोजन, जे स्क्रू आणि हायड्रॉलिक समायोजनापेक्षा अधिक जटिल आहेत. हायड्रॉलिक व्हॉल्व्हसाठी देखील वंगणाची शिफारस केली जाते, जे गॅसच्या संपर्कात आल्यावर अधिक लवकर संपतात. त्यांना बदलणे खूप महाग आहे. IN सर्वोत्तम केस परिस्थितीवापरकर्त्यांकडे स्क्रू नियंत्रण आणि सहज प्रवेश आहे. अर्थात, जर त्यांना हे लक्षात असेल, कारण बहुतेकदा अशा मशीनवर ते खंडित होतात आणि सुरू होतात.
आम्ही प्रामुख्याने महागड्या क्लिअरन्स पॉइंट्स आणि प्लेट्सने सुसज्ज असलेल्या वाहनांसाठी वंगणाची शिफारस करतो. आम्ही सर्वोत्तम वापरण्याची देखील शिफारस करतो गॅस स्थापनाबाजारावर जे महागड्या अपयशाचा धोका कमी करतात आणि त्याच वेळी तुम्हाला चिडचिड न करता काम करण्याची परवानगी देतात. पाचव्या पिढीच्या गॅस स्थापनेच्या बाबतीत, अतिरिक्त स्नेहन आवश्यक नाही, कारण ही प्रणाली अगदी अचूकपणे कार्य करतात. योग्य गुणवत्ता आणि योग्य काळजीसाठीही असेच म्हणता येईल.
चेम्फर क्षेत्रातील सीटच्या विरूद्ध वाल्वचे डोके दाबून, मार्गदर्शक स्लीव्हमध्ये वाल्व घाला;
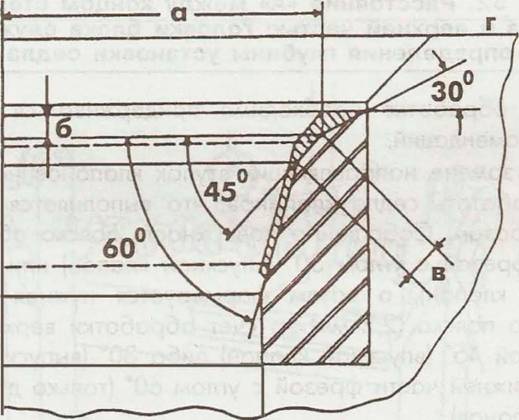
व्हॉल्व्ह स्टेमचा शेवट आणि ब्लॉक हेडच्या वरच्या मॅटिंग प्लेनमधील अंतर "A" (चित्र 52) मोजा.
मोजलेल्या अंतर "A" च्या मूल्यावर आणि व्हॉल्व्ह स्टेमच्या शेवटपासून वरच्या वीणपर्यंतचे किमान अंतर या वस्तुस्थितीवर आधारित वाल्व खोलीचे अनुज्ञेय मूल्य (चित्र 50 आणि 51 मध्ये "b" म्हणून दर्शविलेले) निश्चित करा. ब्लॉक हेडचे प्लेन इनलेट व्हॉल्व्हसाठी 35.8 मिमी आणि एक्झॉस्टसाठी 36.1 मिमी आहे.
नाही का वंगणकार्य करते? होय, परंतु ते नेहमीच त्याचे कार्य करत नाही. हे बऱ्याच घटकांवर आणि सर्वात महत्त्वाचे म्हणजे कार्यक्षमतेवर अवलंबून असते गॅस प्रणालीआणि एक कार. द्रव एक बाटली सुमारे $50 आहे. वापर सुमारे 1 मिली प्रति लिटर इंधन आहे. अशा प्रकारे, प्रति 100 किमी 10 लिटर पेट्रोल वापरणारे इंजिन त्या अंतरावर सुमारे 5 मिली तोफा वापरेल, ज्यासाठी अतिरिक्त 50 सेंट खर्च येईल. ते दुखापत होणार नाही आणि कदाचित मदत करेल हे तत्त्व घेऊन, कारण आपण या निर्णयाचा अशा प्रकारे विचार केला पाहिजे, तो चालवण्यासाठी जास्त किंमत नाही.
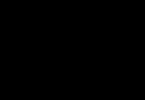
तांदूळ. 50. भौमितिक मापदंडइनटेक वाल्व सीट:
a=34.8 मिमी; b - खोली, c = 2.2 मिमी, कार्यरत चेम्फरची रुंदी; g - ब्लॉक हेड च्या वीण विमान; 45* - संपर्क कोन; 30* - वरचा सुधार कोन; ६०* - खालचा कोपरासुधारणा
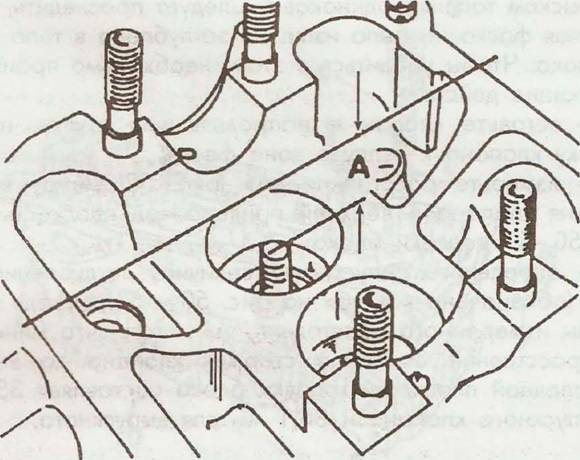
a=27.8 मिमी; b - खोली; h=2.2 मिमी, कार्यरत चेम्फर रुंदी; g - डोक्याचे वीण विमान; 45* - संपर्क कोन; 30* - वरचा सुधार कोन
तथापि, किंमत 10 हजारांसाठी 50 झ्लॉटी आहे. किमी ही अत्यंत किफायतशीर वापरकर्त्यांसाठी चिंतेची बाब असू शकते. फॅक्टरी गॅस इन्स्टॉलेशन ऑफर करणाऱ्या ऑटोमेकर्सद्वारे इतर वाल्व सीट सामग्रीचा वापर कधीकधी कबूल केला जातो. निर्मात्यांना त्यांच्या स्वतःच्या सामग्रीवर विश्वास नसल्यास, आम्हाला मर्यादित आत्मविश्वास असला पाहिजे.
शक्य असल्यास पाणी वाचवा, आवश्यक असेल तेव्हा स्वच्छ धुवा!
वाल्व सीटमध्ये स्थापित मानक रिंग बदलून, प्रवाहाचा दाब नंतर वाढवता येतो. ओव्हरफ्लो झाल्यास, ते नक्कीच कमी केले जाऊ शकते. दुहेरी कृती तंत्रज्ञान वापरून पाण्याची बचत करणे लोड-बेअरिंग स्ट्रक्चर्स आणि विटांच्या भिंतींच्या बांधकामात वापरा एकत्र करणे सोपे. बर्याच वर्षांपासून, सिरेमिक भांडीच्या सर्वात महत्वाच्या उत्पादकांनी एक विशेष शौचालय पुरविले आहे जे संपूर्ण साफसफाईसाठी 4.5 लिटर पाण्याची बचत करते. परंतु योग्य दुहेरी क्रिया तंत्रज्ञान उपलब्ध नसल्याने, साधी प्रणालीड्राइव्ह
तांदूळ. 52. व्हॉल्व्ह स्टेमचा शेवट आणि ब्लॉक हेडचा वरचा भाग यामधील अंतर "A" सीट स्थापनेची खोली निश्चित करते
प्रक्रिया करताना, आपण खालील शिफारसींचे पालन करणे आवश्यक आहे.
वाल्व मार्गदर्शकांची जागा घेताना, वाल्व सीट्सवर प्रक्रिया करणे आवश्यक आहे, जे खालीलप्रमाणे केले जाते. बेल्टच्या वास्तविक पृष्ठभागावर कटरने 30* (इनलेट व्हॉल्व्ह) किंवा 45* (एक्झॉस्ट व्हॉल्व्ह) च्या कोनातून प्रक्रिया केली जाते आणि त्यानंतर वरच्या भागावर प्रक्रिया करून कार्यरत बेल्टची आवश्यक रुंदी (2.2 मिमी) तयार केली जाते. कटर 45* (इनटेक व्हॉल्व्ह) किंवा 30* (एक्झॉस्ट व्हॉल्व्ह) आणि खालचा भाग 60* च्या कोनासह कटरसह (केवळ सेवन वाल्व).
आपण केवळ प्रवाहाचा दाब कमी करू शकत नाही तर ते वाढवू शकता
परिणामी, “तुमचा व्यवसाय” ची पातळी विचारात न घेता, प्रत्येक डिस्कसाठी नेहमी 4.5 लिटर पाणी आवश्यक असते आणि संपूर्ण साफसफाई करून वाचवलेले पाणी पुन्हा विखुरले जाते. वॉशिंग प्रेशर लवचिकपणे कोणत्याही टॉयलेटच्या गरजांशी जुळवून घेतले जाऊ शकते, सिरेमिक भांडे वापरल्याशिवाय. उदाहरण: टॉयलेट स्थापित केल्यानंतर, सिरेमिक वाडगा व्यवस्थित साफ होत नाही. पारंपारिक फ्लशिंग व्हॉल्व्हसह, फ्लशिंग प्रेशर वाढण्याऐवजी नंतरच कमी केले जाऊ शकते. अर्थात, जास्त प्रवाहाच्या बाबतीत ते कमी केले जाऊ शकते.
तांदूळ. 51. एक्झॉस्ट वाल्व्ह सीटचे भौमितिक मापदंड:
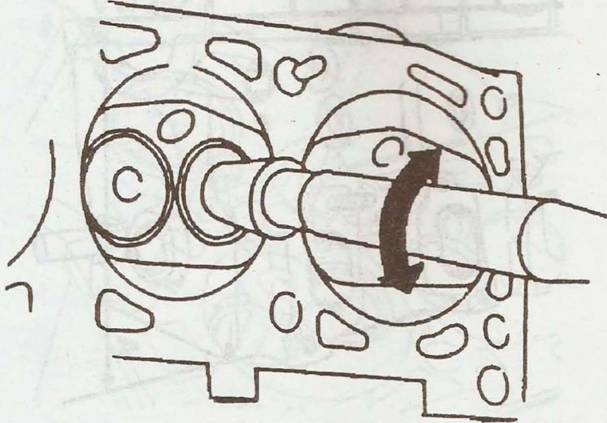
सीट्सच्या कार्यरत चेम्फरवर प्रक्रिया केल्यानंतर, वाल्व्ह त्यांना ग्राउंड केले पाहिजेत. हे करण्यासाठी, आसनाच्या पृष्ठभागावर लॅपिंग पेस्ट मिसळून कोट करा मोटर तेल, आणि व्हॉल्व्ह जागी घाला, त्याच्या स्टेमला इंजिन तेलाने वंगण घालणे. व्हॉल्व्हला लॅपिंग टूल जोडा आणि व्हॉल्व्ह दोन्ही दिशेने फिरवा (चित्र 53), सीटच्या विरूद्ध वाल्व हलके दाबून. ड्रिल वापरून वाल्व फिरवल्यास सुरुवातीच्या टप्प्यावर काम करणे सोपे होऊ शकते. फक्त स्वच्छ इंजिन तेल वापरून ग्राइंडिंग प्रक्रिया पूर्ण करा.
फ्लश व्हॉल्व्ह सीटवरून रिंग बदलून, फ्लशचा दाब कमी किंवा वाढवला जाऊ शकतो. देखभालविधानसभा म्हणून सोपे. जेव्हा व्हॉल्व्ह बदलला जातो, तेव्हा वैयक्तिक भाग काढले जाऊ नयेत किंवा डिस्कनेक्ट केले जाऊ नये. वाल्व एक युनिट बनवते ज्यामध्ये सर्व भाग एकमेकांशी कायमचे जोडलेले असतात.
टाकी फक्त स्थापनेसाठी उघडली पाहिजे थ्रोटल वाल्वआणि कमिशनिंग. बांधकामाच्या टप्प्यानंतर: प्रबलित रबरी नळी साधनांच्या गरजेशिवाय फिलिंग वाल्वशी जोडली जाते. स्किड प्लेट एक कॉम्पॅक्ट युनिट आहे ज्यामध्ये स्प्लॅश गार्ड, ॲक्ट्युएटर आणि माउंटिंग हार्डवेअर असतात.
तांदूळ. 53. साधन वापरून सीटवर वाल्व पीसणे
ग्राइंडिंग पूर्ण केल्यानंतर, पेस्ट काढून टाका आणि सर्व पृष्ठभाग स्वच्छ करा. सीट आणि वाल्व कार्यरत पृष्ठभागांची तपासणी करा. दोन्ही पृष्ठभागांवर कार्यरत चेम्फरच्या रुंदीच्या समान रुंदीसह सतत मॅट रिंग असावी.
लहान तपासणी भोक असूनही वाल्वची सुलभ स्थापना. ड्राइव्ह शाफ्टसंरेखन चिन्हांचा वापर करून पटकन आणि अचूकपणे समाविष्ट केले जाऊ शकते. देखरेखीसाठी, आपण संपूर्ण काढू शकता तांत्रिक ब्लॉकड्राइव्ह, कव्हर आणि माउंटिंग प्लेटसह. बुद्धिमान सेवा तंत्रज्ञांसाठी ऑल-इन-वन वाल्व.
जर टाकी सदोष असेल तर, ग्राहकाला समस्या लवकर सोडवण्याची अपेक्षा आहे. नवीन फिलिंग व्हॉल्व्हबद्दल धन्यवाद, इंस्टॉलरला वेअरहाऊस किंवा घाऊक विक्रेत्याकडे जाण्याची आवश्यकता नाही आणि ग्राहकांना त्वरीत आणि सक्षमपणे मदत करू शकते. ध्वनी इन्सुलेशन - जेट विमानातून घेतलेल्या तंत्रज्ञानासह.
वाल्वच्या कार्यरत चेहऱ्यावर, अंदाजे 1 मिमी अंतराने पेन्सिलसह वर्तुळात अनेक चिन्हे बनवा. बुशिंगमध्ये वाल्व घाला आणि सीटमध्ये दाबा. झडप हलके दाबा आणि ९०° फिरवा.
झडप काढा आणि कार्यरत पट्ट्यावरील पेन्सिलच्या खुणा गायब झाल्याची खात्री करा. डोके एकत्र करण्यासाठी पुढे जा. अन्यथा, आपण वीण पृष्ठभागांवर प्रक्रिया करणे सुरू ठेवावे आणि, शेवटचा उपाय म्हणून, नवीन किंवा पुनर्संचयित सिलेंडर हेड स्थापित करा.
फ्रेमलेस टॉयलेट त्यांच्या स्वच्छतेच्या सुलभतेमुळे आणि वाढत्या स्वच्छतेमुळे बाजारात वर्चस्व गाजवतात. सिरेमिक भांडीच्या नवीन डिझाईन्स आणि बाह्यरेखा नेहमीच उदयास येत आहेत. परिणामी, टाकीच्या मागणीतही वाढ झाली आहे कारण फ्रेम डिझाइन वॉश प्रतिरोध आणि प्रवाह प्रतिरोधनावर परिणाम करते. त्यामुळे, कधी कधी ध्वनी प्रभाव किंवा प्रभाव आवाज ऐकू शकता तेव्हा थांबा झडपबंद होते
आवाज पातळी अनुकूल करण्यासाठी एरोस्पेस उद्योग युक्ती वापरली गेली. झिगझॅग नोजल, विमान टर्बाइन प्रमाणेच, आउटपुट प्रवाह अनुकूल करण्यासाठी डिझाइन केलेले आहे. हे स्थिर प्रवाह परिस्थिती सुनिश्चित करते आणि कमी पातळीमजबूत आवाजाशिवाय आवाज.
- वाल्व्ह वाल्व्हचे परिमाण टेबल 2.2 मध्ये दिले आहेत आणि अंजीर मध्ये दर्शविले आहेत. 2.49. तक्ता 2.2. वाल्वचे परिमाण पॅरामीटर्स इनलेट व्हॉल्व्ह एक्झॉस्ट व्हॉल्व्ह व्हॉल्व्ह प्लेटचा व्यास “a”, मिमी...
- कॅमशाफ्टचे अक्षीय क्लीयरन्स तपासणे अंजीर मध्ये दर्शविले आहे. 4 23. अनुज्ञेय अक्षीय मंजुरी: 0.16 मिमी. तांदूळ. ४.२३. कॅमशाफ्ट अक्षीय क्लीयरन्स तपासत आहे. वाल्व्ह वाल्व्हचे परिमाण दिलेले आहेत...
- गॅस वितरण यंत्रणा अंजीर मध्ये दर्शविली आहे. ४.१४. तांदूळ. ४.१४. गॅस वितरण यंत्रणा: 1.19 - थ्रस्ट वॉशर्स; 2 - कॅमशाफ्ट; 3, 32 - स्प्रिंग बोटांनी; ४, ९, १२,…
- कॉम्प्रेशन चेक 1. शट-ऑफ व्हॉल्व्ह/इंधन स्टार्ट व्हॉल्व्हमधून कनेक्टर डिस्कनेक्ट करा. इंधन पंप. 2. इंधन पंपावरील इंधन प्रमाण रेग्युलेटरमधून कनेक्टर डिस्कनेक्ट करा. 3. डिस्कनेक्ट करा...
आसन ते आहे जेथे बंद झडप (इनटेक किंवा एक्झॉस्ट) सिलेंडरच्या डोक्याशी संपर्क साधते.
खोगीर शंकूच्या आकाराच्या अंतर्गत प्रोफाइलसह मोठ्या धातूच्या अंगठीसारखे दिसते. ते सिलेंडरच्या डोक्यात त्या ठिकाणी दाबले जाते जेथे सेवन आणि एक्झॉस्ट चॅनेल. तपमानाच्या फरकाच्या तत्त्वानुसार जागा स्थापित केल्या जातात. ब्लॉक हेड गरम केले जाते जेणेकरून चॅनेलचा व्यास किंचित वाढेल. त्याउलट, जागा स्वतः द्रव नायट्रोजन असलेल्या कंटेनरमध्ये थंड केल्या जातात जेणेकरून व्यास कमी होईल. नंतर थंड केलेले आसन मॅन्डरेलवर ठेवले जाते आणि काळजीपूर्वक, जास्त प्रयत्न न करता, त्यात हॅमर केले जाते आसनसिलेंडरच्या डोक्यात.

सीटच्या आतील पृष्ठभागावर शंकूच्या आकाराचे प्रोफाइल आहे, झडप बंद करून शक्य तितक्या घट्ट बसण्यासाठी “धारदार” आहे. इंजिनमध्ये नवीन सीट आणि/किंवा नवीन व्हॉल्व्ह स्थापित केल्यानंतर, जास्तीत जास्त सील सुनिश्चित करण्यासाठी ते एकत्र (LINK) असणे आवश्यक आहे.
अंतर्गत प्रोफाइलची क्लासिक आवृत्ती मध्यवर्ती सीलिंग चेंफर आहे 1.5-2 मिलिमीटर रुंद अक्षाच्या सापेक्ष 45 अंशाच्या कोनात झडप हलते आणि 30 आणि 60 अंशांच्या कोनात बाजूंना लागून असलेले दोन चेम्फर आहेत. तथापि, इतर, अधिक जटिल सॅडल प्रोफाइल आहेत.
![]()
वाल्व सीटमध्ये कोणते गुणधर्म असावेत?
- सामग्रीचा कडकपणा आणि मऊपणा यांच्यातील संतुलन. टिकाऊपणासाठी कडकपणा आवश्यक आहे आणि मऊपणा आवश्यक आहे जेणेकरून वाल्वच्या संपर्कात ते नंतरचे विकृत होणार नाही.
- चांगली थर्मल चालकता. तुम्हाला माहिती आहेच की, वाल्व्ह अतिशय कठोर परिस्थितीत काम करतात. तापमान परिस्थिती, 900 डिग्री पर्यंत गरम करणे, त्यामुळे सीटने ब्लॉक हेडमध्ये उष्णता हस्तांतरित करणे आवश्यक आहे.
क्लासिक व्हॉल्व्ह सीट मटेरियल मिश्र धातुयुक्त कास्ट लोह, कांस्य किंवा उष्णता-प्रतिरोधक स्टील आहे, जरी विविध विदेशी मिश्र धातु पर्याय आहेत - तांबे-निकेल, तांबे-बेरिलियम, क्रोम-कोबाल्ट आणि असेच.
ते असमानपणे परिधान केल्यामुळे, सीट यापुढे वाल्व प्लेट्समध्ये घट्ट बसत नाहीत. अनुक्रमे, बंद झडपाते गहाळ होऊ लागतात इंधन-हवेचे मिश्रणइंजिनच्या दुसऱ्या स्ट्रोकवर (LINK), जेव्हा पिस्टन वर जातो तेव्हा तो संकुचित करतो. परिणामी, कॉम्प्रेशन कमी होते आणि शक्ती कमी होते. याव्यतिरिक्त, गरम एक्झॉस्ट वायू सैलपणे बंद असलेल्या इनटेक वाल्वच्या वाहिन्यांमधून फुटतात, कार्बनचे साठे सोडतात, गंज वाढवतात आणि ते विकृत होतात.

वाल्व सीट्स एकतर मशीन केलेले किंवा बदलले जातात. पीसून, मास्टर स्तर आतील पृष्ठभागसीट, झडप एक घट्ट फिट खात्री. खोबणी करण्याचा निर्णय घेताना, आपल्याला दोन गोष्टींचा विचार करणे आवश्यक आहे: प्रथम, ही एक जटिल प्रक्रिया आहे ज्यासाठी मिलिंग मशीन आणि उच्च अचूकता आवश्यक आहे. दुसरे म्हणजे, कंटाळलेल्या सीटमध्ये झडप खोलवर बसेल - यामुळे दहन कक्ष किंचित वाढेल आणि कॉम्प्रेशन रेशो कमी होईल.
जेव्हा एखादी आसन खराब होते तेव्हा सर्वोत्तम उपाय म्हणजे उष्णता दाबून त्यास नवीनसह बदलणे, ज्याबद्दल आम्ही लेखाच्या सुरुवातीला बोललो होतो.
सर्व इंजिनमध्ये सिलेंडरच्या डोक्यावर दाबल्या जाणाऱ्या रिंगच्या स्वरूपात वाल्व सीट नसतात. उदाहरणार्थ, चालू टोयोटा इंजिन ZZ मालिका (1ZZ-FE आणि 2ZZ-GE) रिंगऐवजी, धातूचे पातळ लेसर डिपॉझिशन वापरले जाते. तंत्रज्ञानाने त्यांच्या झडपा रिटेनर्सद्वारे वाल्व्हमधून उष्णतेचे अपव्यय सुधारले आहे आणि ज्वलन कक्षाचा व्यास तुलनेने लहान ठेवताना सेवन आणि एक्झॉस्ट पोर्ट व्यासाने मोठे केले आहेत. "फवारलेल्या" सॅडल्सचा तोटा स्पष्ट आहे - काही वर्कअराउंड तंत्रज्ञानाचा वापर केल्याशिवाय त्यांची दुरुस्ती पूर्ण करणे अशक्य आहे.