मार्गदर्शक झुडपांची जीर्णोद्धार
एक सामान्य भाग
मार्गदर्शक बुशिंग हा आधार आहे, वाल्व सीट-वाल्व्ह प्लेट जोडीच्या सेवा जीवनासाठी आधार आहे.
जर सिलेंडर हेड कास्ट आयरनचे बनलेले असेल, तर व्हॉल्व्ह सीट्स आणि व्हॉल्व्ह मार्गदर्शक बहुतेकदा सिलेंडरच्या डोक्याशी अविभाज्य असतात. अशी सिलेंडर हेड ओपेल, फोर्ड इत्यादींच्या काही इंजिनांवर वापरली जातात तांत्रिक प्रक्रियाकास्ट आयर्न हेड्सचे उत्पादन क्लिष्ट आहे आणि महागड्या उपकरणांची आवश्यकता आहे, म्हणून बहुतेक ब्लॉक हेड ॲल्युमिनियम मिश्र धातुपासून बनवले जातात. त्यांच्या उत्पादनादरम्यान, मार्गदर्शक बुशिंग्ज आणि व्हॉल्व्ह सीट स्वतंत्रपणे बनविल्या जातात आणि नंतर सिलेंडरच्या डोक्यावर त्यांच्या सीटवर दाबल्या जातात. मार्गदर्शक बुशिंग बऱ्यापैकी चांगल्या थर्मल चालकतेसह पोशाख-प्रतिरोधक सामग्रीचे बनलेले आहेत. यामध्ये विशेष कास्ट आयर्न, सेर्मेट्स, कांस्य आणि पितळाच्या विशेष ग्रेडचा समावेश आहे. कांस्य आणि पितळ उच्च थर्मल चालकता द्वारे दर्शविले जातात, म्हणूनच ते बहुतेक जबरदस्तीने वापरले जातात AUDI इंजिन, BMW, VW आणि इतर अनेक कंपन्या.
उंचीमध्ये सिलेंडरच्या डोक्यात बुशिंग निश्चित करण्यासाठी, त्याच्या बाह्य पृष्ठभागावर एक सपोर्ट कॉलर आहे. कधीकधी स्प्लिट सपोर्ट रिंग वापरली जाते. जर बुशिंग गुळगुळीत असेल तर ते स्पेसर बुशिंग किंवा विशेष मँडरेल वापरून डोक्यात स्थापित केले जाते.
इनटेक व्हॉल्व्ह मार्गदर्शक इंटेक पोर्टमध्ये जास्त पसरत नाहीत जेणेकरून ते वाढू नये वायुगतिकीय ड्रॅग. मार्गदर्शक bushings एक्झॉस्ट वाल्व्ह, याउलट, ते गरम एक्झॉस्ट वायूंपासून संरक्षण करण्यासाठी आणि एक्झॉस्ट व्हॉल्व्ह स्टेममधून अधिक चांगली उष्णता काढून टाकण्यासाठी शक्य तितक्या मोठ्या लांबीपर्यंत वाल्व स्टेम बंद करतात.
वाल्व सीट आणि व्हॉल्व्ह डिस्कचे संरेखन सुनिश्चित करण्यासाठी, मार्गदर्शक स्लीव्ह उच्च परिशुद्धतेसह बनविणे आवश्यक आहे. याव्यतिरिक्त, बुशिंगच्या बाह्य पृष्ठभागावर, ब्लॉक हेडमध्ये दाबले जाते, चांगल्या उष्णता काढून टाकण्यासाठी पृष्ठभागाच्या स्वच्छतेच्या उच्च प्रमाणात प्रक्रिया केली जाते आणि त्यावर खुणा किंवा ओरखडे नसावेत. यामुळे, बुशिंगपासून ब्लॉक हेडपर्यंत उष्णता हस्तांतरण वाढते.
मार्गदर्शक बुशिंगमध्ये मुख्य दोष सामान्यतः असतो वाढलेला पोशाख आतील पृष्ठभागइंजिनच्या दीर्घकालीन (किमान 150-200 हजार किमी) ऑपरेशनमुळे होते. तथापि, कमी-गुणवत्तेच्या तेलांचा वापर आणि पुशर्सच्या भूमितीतील बदलांमुळे बुशिंग्जचे आयुष्य कमी होऊ शकते.
लांब काममध्ये वाढलेल्या थर्मल क्लिअरन्ससह इंजिन वाल्व यंत्रणास्टेमवरील पार्श्व भार वाढल्यामुळे आणि वाल्व रोटेशन खराब झाल्यामुळे मार्गदर्शक बुशिंगचा असमान पोशाख होतो.
वाल्व स्टेम-बुशिंग जोडीमध्ये वाढलेली अंतर कारणीभूत ठरते वाढीव वापरतेल, कारण वाल्व स्टेम सील वाल्व स्टेमच्या वाढीव कोनीय हालचालींवर तेल टिकवून ठेवू शकत नाही. हे वाल्व आणि भागांच्या पृष्ठभागावर कार्बन निर्मिती वाढवते जे दहन कक्ष मर्यादित करते, एक्झॉस्ट गॅसची विषारीता वाढवते आणि एक्झॉस्ट गॅस उत्प्रेरक कनवर्टर अकाली अपयशी ठरू शकते.
म्हणून, इंजिन दुरुस्त करताना, सिलेंडरच्या डोक्याकडे योग्य लक्ष देणे आवश्यक आहे. कधीकधी असे घडते की कॉम्प्रेशनचे नुकसान, इंजिनच्या श्रेयासाठी, केवळ त्याच्या वरच्या भागासाठी - "डोके" साठी जबाबदार आहे. वाल्व मार्गदर्शक आणि वाल्व स्टेम यांच्यातील क्लिअरन्स तपासणे खूप उपयुक्त आहे. निर्देशांद्वारे शिफारस केलेल्या सहनशीलतेच्या पलीकडे गेल्यास, नंतर बदला वाल्व स्टेम सीलआणि दळणे इच्छित परिणाम आणणार नाही.
बुशिंग पोशाखची डिग्री कशी ठरवायची? दोन मापन पद्धती आहेत: प्रत्यक्ष आणि अप्रत्यक्ष. पहिल्यासाठी, तुम्ही बोअर गेज आणि मायक्रोमीटरशिवाय करू शकत नाही. बुशिंगच्या मोजलेल्या आतील किमान व्यासमधील फरक आणि जास्तीत जास्त व्यासवाल्व्ह स्टेमच्या कार्यरत क्षेत्रामध्ये आणि एक डायमेट्रिकल अंतर तयार करेल. याव्यतिरिक्त, उंचीसह बुशिंगच्या व्यासातील बदल आणि वाल्व स्टेमच्या शंकूच्या आकाराचे किंवा बॅरल-आकाराचे पोशाख लक्षात घेणे आवश्यक आहे. ही मूल्येच बुशिंगमधील वाल्वचे तथाकथित "बम्पिनेस" निर्धारित करतात. पूर्णपणे स्वच्छ बुशिंग बोअर आणि पूर्णपणे स्वच्छ वाल्व स्टेमवर मोजमाप घेण्याची शिफारस केली जाते.
दुसऱ्या मापन पद्धतीसाठी, तुम्हाला स्टँडसह डायल इंडिकेटरची आवश्यकता असेल. स्वाभाविकच, जर अंतर सूचनांनुसार शिफारस केलेल्यापेक्षा जास्त असेल तर सर्व मोजमाप नवीन वाल्वसह पुनरावृत्ती करावे लागतील. या प्रकरणात अंतर खूप मोठे असल्यास, मार्गदर्शक बुशिंग दुरुस्त केल्याशिवाय करणे शक्य होणार नाही
अनेक परदेशी कंपन्या, विशेषतः, FORD, BMW, OPEL वाढीव स्टेम व्यासासह दुरुस्ती आकाराचे वाल्व तयार करतात. जर तेथे दुरुस्तीचे झडपे असतील, तर मार्गदर्शक बुशिंग प्रथम स्टेमच्या दुरूस्तीच्या व्यासावर आणि नंतर बुशिंग आणि वाल्व स्टेममधील फॅक्टरी-आवश्यक अंतरावर फिरवले जाते.
जुने सिलेंडर हेड बुशिंग अनरोल करताना ऍक्सलची किमान "शिफ्ट" सुनिश्चित करण्यासाठी, कमी गळलेल्या भागातून, म्हणजेच तेल स्क्रॅपर कॅप स्थापित केलेल्या भागापासून त्यावर प्रक्रिया केली पाहिजे.
मार्गदर्शक बुशिंग्जचे दडपण अशा प्रकरणांमध्ये केले जाते जेथे दुरुस्तीचे झडप नसतात किंवा बुशिंग्जचा असमान "अति" पोशाख असतो. दाबण्यासाठी, तुमच्याकडे mandrels आणि (शक्यतो) एक प्रेस असणे आवश्यक आहे. फिट करणे सोपे करण्यासाठी, आपल्याला सिलेंडरचे डोके गरम करावे लागेल आणि मार्गदर्शक आस्तीन थंड करावे लागेल. कमी नुकसानीसाठी हे आवश्यक आहे आसनब्लॉक हेडमध्ये आणि दाबण्याची शक्ती कमी करणे. याव्यतिरिक्त, द्रव तेलाने डोक्यातील भोक वंगण घालणे चांगली कल्पना असेल.
उदाहरणार्थ, ब्लॉक हेड दुरुस्त करताना बीएमडब्ल्यू इंजिन 7व्या मालिका VZOM, V35M, M 70 साठी, सिलेंडर हेड +50°C पर्यंत गरम केले पाहिजे आणि वाल्व मार्गदर्शक -150°C पर्यंत थंड केले पाहिजे.
BMW आणि Mercedes सारख्या बऱ्याच कंपन्या प्रेस-फिटिंगसाठी वाढलेल्या बाह्य व्यासासह दुरुस्ती मार्गदर्शक बुशिंग तयार करतात.
मार्गदर्शक दाबल्यानंतर, डोक्यातील भोक विस्तृत करणे आवश्यक आहे. हे लक्षात ठेवले पाहिजे की रीमिंगसाठी अंतिम आकार तयार करण्यासाठी भत्ता 0.02...0.04 मिमी पेक्षा जास्त नसावा आणि पूर्ण झाल्यानंतर पृष्ठभागावर ओरखडे, "काळेपणा" किंवा उग्रपणा नसावा. ते पूर्णपणे गुळगुळीत असावे.
जर कांस्य किंवा पितळापासून बनविलेले व्हॉल्व्ह मार्गदर्शक दुरुस्तीच्या वेळी वापरले गेले असतील, तर जेव्हा ते नंतर तैनात केले जातात, तेव्हा वाल्व स्टेम आणि बुशिंगमधील अंतर जाणूनबुजून कमी लेखले जाऊ शकत नाही, असा विचार करा की जितके घट्ट होईल तितके चांगले.
उत्पादक कांस्य आणि पितळापासून बनवलेल्या मार्गदर्शक बुशिंगसाठी वाढीव मंजुरीची शिफारस करतात (कास्ट लोह आणि धातू-सिरेमिक बुशिंगसाठी शिफारस केलेल्या तुलनेत). हे या सामग्रीच्या रेखीय विस्ताराच्या मोठ्या गुणांकामुळे आहे.
जर याकडे दुर्लक्ष केले गेले, तर बुशिंगमध्ये वाल्वचे "चिकटणे" अपरिहार्य आहे, त्यानंतरच्या सर्व परिणामांसह ( वाकलेले वाल्व्हवगैरे.)
मार्गदर्शक बुशिंग्ज पुनर्संचयित करण्याचा पर्यायी पर्याय म्हणजे बुशिंगच्या आतील पृष्ठभागावर रोल आउट करणे आणि नंतर ते आवश्यक आतील व्यासापर्यंत परत करणे. ही एक कमी श्रम-केंद्रित पद्धत आहे, परंतु एक विशेष साधन आवश्यक आहे. ते वापरताना, मार्गदर्शकाखालील ब्लॉक हेडमधील आसन खराब होत नाही आणि बुशिंगच्या आतील पृष्ठभागावर, वाल्व स्टेमच्या संपर्कात, प्लास्टिकच्या विकृतीमुळे ("कठोर होणे") बेस मटेरियलपेक्षा जास्त कडकपणा असेल. ही पद्धत विशेषतः कार मालकांसाठी संबंधित आहे ज्यांच्या इंजिनमध्ये कास्ट आयर्न सिलेंडर हेड आहेत आणि व्हॉल्व्ह मार्गदर्शक थेट सिलेंडरच्या डोक्यात बनवले जातात. जीर्ण झाल्यावर, त्यांना कंटाळवाणे करून आणि नवीन बुशिंगमध्ये दाबण्यापेक्षा त्यांना रोल आउट करून पुनर्संचयित करणे सोपे आणि स्वस्त आहे.
अनेक कंपन्या - UTP, Sunnen आणि इतर - मार्गदर्शक बुशिंग्ज रोल आउट करण्यासाठी साधने तयार करतात. हे आपल्याला मार्गदर्शकाच्या सामग्रीवर अवलंबून 0.5 मिमी पर्यंत कार्यरत पृष्ठभागाच्या पोशाखांसह बुशिंग्ज पुनर्संचयित करण्यास अनुमती देते. आणि प्रक्रियेनंतर उरलेल्या सर्पिल खोबणीमुळे पृष्ठभागावरील तेलाचे शोषण वाढते, ज्यामुळे स्टेम-बुशिंग घर्षण जोडीसाठी स्नेहन स्थिती सुधारते. 0.03...0.05 मिमीच्या प्रभावी अंतरांसह, बुशिंगच्या संपूर्ण लांबीसह गॅस चक्रव्यूह सील प्राप्त केला जातो. यामुळे कचऱ्यामुळे तेलाचा वापर कमी होतो आणि एक्झॉस्ट गॅसेसची विषारीता कमी होते.
बुशिंगच्या आतील पृष्ठभागाला आकार दिल्यानंतर, आपण NEWAY टूलसह वाल्व सीट पुनर्संचयित करण्यासाठी पुढे जाऊ शकता.
चाकू-रोलरची झुकलेली स्थिती हेलिकल पृष्ठभागाची खेळपट्टी सेट करते. रोलिंगच्या परिणामी प्राप्त होणारे सर्पिल खोबणी तेल चांगल्या प्रकारे टिकवून ठेवतात, घर्षण जोडीची कार्यक्षमता सुधारतात आणि गॅस चक्रव्यूह सील असतात
पुनर्संचयित करण्यासाठी ऑपरेशन प्रक्रिया
मार्गदर्शक झुडूप.
1. विशेष डेसिकेंट्ससह ब्लॉक हेड "डेसिकेट करा".
2. विशेष पक्कड वापरून, तेल सील काढा.
3. वाल्व्ह काढा आणि संपूर्ण बाह्य तपासणी करा. असे करताना, याकडे लक्ष द्या:
निक्स, स्क्रॅच, वाकणे, पायर्या यासाठी वाल्व स्टेमची स्थिती. विशेष लक्षज्या ठिकाणी फटाके बसतील त्या ठिकाणी द्यावे. अयोग्य डिसिकेशन नंतर, निक्स राहू शकतात. या निक्समुळे व्हॉल्व्ह स्टेम सील अकाली पोशाख होईल.
वाल्व डिस्क स्थिती. वाल्वला तीक्ष्ण धार नसावी.
मायक्रोमीटर वापरुन, कार्यरत क्षेत्राच्या काठावर आणि त्याच्या मध्यभागी वाल्व स्टेमचा व्यास मोजा. जर ही मूल्ये 0.02 मिमी पेक्षा जास्त भिन्न असतील तर वाल्व नाकारला जाईल.
मापन डेटा रेकॉर्ड करा. वाल्व बदलण्याचा निर्णय घेतल्यास, नवीन वाल्व ग्रीसपासून स्वच्छ करणे आणि वाल्व स्टेमचा व्यास मोजणे आवश्यक आहे. आपण नायट्रो-आधारित मार्करसह वाल्व प्लेटवर व्यास रेकॉर्ड करू शकता.
आवश्यक थर्मल अंतर प्रदान करणारे व्यास असलेले रीमर निवडा. टीप: लिखित मूल्यावर अवलंबून न राहता काम सुरू करण्यापूर्वी रीमरचा व्यास मोजण्याची शिफारस केली जाते.
4. इंजिन क्लीनिंग फ्लुइड वापरून सिलिंडरचे डोके चांगले धुवा आणि दूषित भाग स्वच्छ करण्यासाठी मेटल ब्रश वापरा. इनलेट आणि आउटलेट चॅनेलच्या स्वच्छतेकडे विशेष लक्ष द्या.
5. ब्लॉक हेड सुरक्षित करा जेणेकरून ज्या मार्गदर्शक बुशिंगसह काम केले जात आहे त्यांची अक्ष उभ्या असतील. सॅडल्स शीर्षस्थानी ठेवल्या पाहिजेत.
6. ब्रशने मार्गदर्शक बुशिंग्ज स्वच्छ करा.
7. जर नवीन व्हॉल्व्ह वापरला असेल, तर तुम्हाला व्हॉल्व्ह स्टेमच्या व्यासाच्या रीमरसह बुशिंगच्या आतील छिद्रातून जाणे आवश्यक आहे, त्यानंतर आवश्यक थर्मल क्लीयरन्स प्रदान करणाऱ्या व्यासासह रीमरसह जावे लागेल. जुने सिलेंडर हेड बुशिंग अनरोल करताना ऍक्सलची किमान "शिफ्ट" सुनिश्चित करण्यासाठी, कमी गळलेल्या भागातून, म्हणजेच तेल स्क्रॅपर कॅप स्थापित केलेल्या भागापासून त्यावर प्रक्रिया केली पाहिजे.
8. मार्गदर्शक बुशिंगचा आतील व्यास बुशिंगच्या उंचीसह आणि वेगवेगळ्या दिशानिर्देशांमध्ये बोअर गेजने मोजा. जर ही मूल्ये 0.3 मिमी पेक्षा जास्त नसेल तर आम्ही बुशिंग पुनर्संचयित करण्याबद्दल बोलू शकतो; जर ही मूल्ये 0.3 - 0.5 मिमीच्या आत असतील तर पुनर्संचयित करणे शक्य आहे, परंतु गंभीर स्त्रोताबद्दल बोलण्याची आवश्यकता नाही. जर व्यासांमधील फरक 0.5 मिमी पेक्षा जास्त असेल तर बुशिंग दाबणे आवश्यक आहे. पातळ-भिंतीच्या 1.5 - 2.0 मिमीच्या बाबतीत बुशिंग्सचे दमन देखील आवश्यक आहे. cermet bushings. या प्रकारचे बुशिंग अनेक जपानी, कोरियन आणि जर्मन इंजिनांवर आढळते.
9. बुशिंग पुनर्संचयित केले जात असल्यास, एक जिग निवडा ज्याचा मार्गदर्शक बुशिंगच्या आतील व्यासाशी संबंधित असेल. बर्याचदा इनलेट असतात आणि एक्झॉस्ट चॅनेल, ज्यामध्ये कंडक्टर बुशिंगच्या विरूद्ध विश्रांती घेऊ शकत नाही. या प्रकरणात, कटिंग व्हीलसह कंडक्टर सुधारणे शक्य आहे. मुख्य गोष्ट अशी आहे की ती स्लीव्हमध्ये बसते आणि चॅनेलच्या भिंतींवर विश्रांती घेत नाही. बर्याचदा अरुंद चॅनेलमध्ये कंडक्टर धारक सामान्य स्थापनेत हस्तक्षेप करतो. या प्रकरणात, आपण ते काढून टाकू शकता आणि जिगला चॅनेलमधून फिरण्यापासून रोखण्यासाठी स्क्रू ड्रायव्हर वापरू शकता. या नोकऱ्यांसाठी विशिष्ट पात्रता आणि कौशल्ये आवश्यक असतात.
10. ड्रिल स्टॉपच्या स्थापनेवर विशेष लक्ष दिले पाहिजे. ड्रिलची टीप विमानाच्या वर अंदाजे 2 - 2.5 मिमीने पसरली पाहिजे. हे मूल्य वाढवणे न्याय्य नाही आणि ते कमी केल्याने बुशिंगमध्ये रोलर घालण्याचा प्रयत्न करताना बुशिंगचे काही भाग तुटतील.
11. रोलरसाठी एंट्री होल ड्रिल करताना, आपण खालील नियमाद्वारे मार्गदर्शन केले पाहिजे.
छिद्राचे केंद्र सीटच्या बाजूने ब्लॉक हेडच्या बाजूने बुशिंग्जच्या अक्षांमधून जाणाऱ्या ओळीवर स्थित आहे.
12. एंट्री होल ड्रिल केल्यानंतर, आपण ब्रशने बुशिंग पूर्णपणे स्वच्छ करणे आवश्यक आहे.
13. सूचनांनुसार वॉक-थ्रू स्टेममध्ये रोलर क्रमांक 155 स्थापित करा. तेल एक थेंब सह वंगण घालणे. रोटेशनसाठी पास-थ्रू स्टेम कीला जोडा आणि बुशिंगमध्ये पास-थ्रू स्टेम स्थापित करा जेणेकरून रोलर एंट्री होलमध्ये बसेल.
14. स्टेममध्ये रोलर असल्यास काय? 155 बुशिंगमधून जातो, आपण रोलर 165 घ्या आणि ऑपरेशन पुन्हा करा. जर या प्रकरणात पास-थ्रू स्टेम बुशिंगमधून जात असेल तर पुढील आकाराचा रोलर घेणे आवश्यक आहे.
चेतावणी! रोलरचा आकार कधीही बदलू नका. या प्रकरणात, साधन आणि बुशिंग खंडित होऊ शकते.
गुळगुळीत गतीमध्ये, की घड्याळाच्या दिशेने फिरवण्यास सुरुवात करा. जर तुम्हाला फिरवताना थोडासा प्रयत्न वाटत असेल, तर याचा अर्थ असा की नर्लिंग प्रक्रिया चांगली होत आहे.
15. सराव दाखवल्याप्रमाणे, बुशिंग्स पॅसेजमधून रोलरपर्यंत जाऊ शकतात?175. चित्र फीत? 185 ऑइल सीलसाठी सीट "शूट ऑफ" करू शकते. कास्ट आयरन आणि सेर्मेट बुशिंगसाठी हे अधिक शक्य आहे. या प्रकरणात, आपल्याला मार्गदर्शक बुशिंग दाबावे लागेल आणि दाबल्याशिवाय मार्गदर्शक बुशिंगचे डोके दाबावे लागतील सर्वात वाईट केस, बनवा विशेष साधनबुशिंग सीट (FORD) उलगडण्यासाठी.
16. रोलरसह पास केल्यानंतर, आपल्याला भोकमध्ये वाल्व घालून परिणाम तपासण्याची आवश्यकता आहे. जर इनलेट होलच्या ड्रिलिंगच्या प्रमाणात वाल्व बुडला असेल तर याचा अर्थ असा की बुशिंग चिरडली गेली आहे आणि थर्मल गॅप प्रदान करणाऱ्या रेमरसह भोक चालू करणे आवश्यक आहे. जर झडप बुशिंगच्या मध्यभागी थांबली तर याचा अर्थ असा की बुशिंग खराबपणे तुटलेली आहे आणि पुढील जीर्णोद्धार आवश्यक आहे.
17. कास्ट लोह आणि सिंटर्ड बुशिंगसह काम करताना छिद्राच्या स्वच्छतेकडे विशेष लक्ष दिले पाहिजे. रीमरमधून उत्पादने कापल्याने रोलरमध्ये अडथळा येऊ शकतो आणि साधन तुटणे होऊ शकते!
18. बुशिंग पुनर्संचयित करण्याचे काम पूर्ण मानले जाते जेव्हा, रीमरमधून गेल्यानंतर आणि छिद्र पूर्णपणे साफ केल्यानंतर, बुशिंगमधील वाल्व प्ले उत्पादकाच्या आवश्यकता पूर्ण करते आणि रेखांशाच्या आणि डोक्याच्या अक्षापर्यंत सारखेच असते. एक म्हण आहे: "डोळ्याला दिसत नाही, पण हात ऐकतात." हे प्रतिवादाचा संदर्भ देते. हे लक्षात ठेवले पाहिजे की समान मंजुरीसह, लांब बुशिंगमध्ये लहानपेक्षा कमी खेळ असेल.
बुशिंग दाबणे अपरिहार्य असल्यास, आपण प्रथम साधन तयार करणे आवश्यक आहे. यात हे समाविष्ट आहे:
उभ्या आणि क्षैतिज विमानांमधील हालचालींपासून ब्लॉक हेड द्रुतपणे सुरक्षित करण्यासाठी एक विश्वासार्ह मोठा आधार, जो स्टडची सुरक्षितता सुनिश्चित करेल.
2 किलो स्लेजहॅमर किंवा दाबा.
या मानक आकाराच्या बुशिंग्ज आणि स्पेसरमध्ये दाबण्यासाठी आणि दाबण्यासाठी उपकरणे.
थर्मल ओव्हन 150 डिग्री सेल्सियस पर्यंत.
कॅनव्हास मिटन्स.
डेप्थ गेजसह व्हर्नियर कॅलिपर.
तेल.
बुशिंग्ज थंड करण्यासाठी एक विशेष रचना, उदाहरणार्थ, "द्रव नायट्रोजन" किंवा "कोरडा बर्फ".
बुशिंग्स थंड करण्यासाठी थर्मॉस.
चिमटा.
मायक्रोमीटर 0 - 25 मिमी.
आवश्यक हस्तक्षेपासह प्रेस-फिट छिद्रांची प्रक्रिया सुनिश्चित करणारे रीमर. समायोज्य रीमर वापरण्याची परवानगी आहे.
असे मानले जाते की दाबण्यासाठी बुशिंग उच्च दर्जाचे आहेत, म्हणजे. पत्रव्यवहार योग्य आकारआणि आवश्यक साहित्यापासून बनविलेले.
बुशिंग्स दाबण्यापूर्वी आपण हे करणे आवश्यक आहे:
1. ब्लॉक हेड हीटिंग कॅबिनेटमध्ये ठेवा आणि ते सुमारे 90...100°C तापमानाला समान रीतीने गरम करा. (बहुतेक इंजिनांसाठी)
2. टारपॉलीन ग्लोव्हजसह आपले हात संरक्षित करून, ब्लॉक हेड हलवा कामाची जागाआणि सॅडलसह सुरक्षित करा.
3. बुशिंगवर थ्रस्ट कॉलर किंवा रिंग नसल्यास, स्प्रिंग्ससाठी सपोर्ट प्लेनच्या वर असलेल्या ऑइल स्क्रॅपर कॅपच्या बाजूने बुशिंगचे प्रोट्र्यूशन मोजण्यासाठी कॅलिपर वापरा. हे मूल्य कॅलिपरवर लिहिलेले आणि रेकॉर्ड करणे आवश्यक आहे.
4. मॅन्डरेल आणि स्लेजहॅमर किंवा प्रेस वापरून, बुशिंग काढा.
5. डोके नैसर्गिकरित्या थंड होण्यासाठी वेळ द्या.
6. मार्गदर्शक बुशिंगचा बाह्य व्यास आणि माउंटिंग होलचा आतील व्यास मोजा. या मूल्यांमधील फरक बहुतेक प्रकरणांमध्ये 0.05 - 0.07 मिमीचा हस्तक्षेप फिट प्रदान करतो.
7. जर दुरुस्तीच्या आकाराचे बुशिंग वापरले असेल तर ते अनरोल करणे आवश्यक आहे माउंटिंग होलया बुशिंग अंतर्गत आवश्यक हस्तक्षेप सुनिश्चित करणे.
8. ब्लॉक हेड गरम करण्यासाठी ऑपरेशनची पुनरावृत्ती करा. दाबण्यापूर्वी 3 - 5 मिनिटे, बुशिंग्ज थर्मॉसमध्ये ठेवा आणि त्यांना थंड करा.
9. गरम केल्यानंतर, बुशिंगसाठी छिद्र तेलाने वंगण घालणे.
10. कंटेनरमधून बुशिंग काढण्यासाठी चिमटा वापरा आणि दाबण्यासाठी मँडरेलवर ठेवा.
11. दाबण्याची शक्ती लक्षात घेऊन बुशिंगला आवश्यक खोलीपर्यंत हातोडा किंवा दाबा. ते जास्त कमकुवत किंवा मजबूत नसावे. जर तणाव मूल्य योग्य असेल तर या समस्या अस्तित्वात नसाव्यात.
12. ब्लॉक हेड नैसर्गिकरित्या थंड करा.
13. बुशिंग आणि व्हॉल्व्ह स्टेम दरम्यान आवश्यक थर्मल क्लीयरन्स प्रदान करणारा रिमर वापरून बुशिंग्ज उघडा.
तेलाच्या वाढत्या वापराच्या संभाव्य कारणांमध्ये, निर्मूलनाच्या अडचणीच्या क्रमाने हे समाविष्ट आहे:
- गॅस्केट, ऑइल सील, तसेच इंजिन क्रँककेस, सिलेंडर ब्लॉक, ऑइल प्रेशर सेन्सर इत्यादीमधील क्रॅकमधून तेल गळती होते.
- झडप स्टेम सील घालणे
- सिलेंडर-पिस्टन गटाचा पोशाख
- निकृष्ट दर्जामुळे तेलाचा अपव्यय
कारणांचा पहिला गट व्हिज्युअल दृश्याद्वारे निर्धारित केला जातो. सिलेंडर ब्लॉकमधील हेड गॅस्केट आणि क्रॅक वगळता अशी कारणे दूर करणे अगदी सोपे आहे. आपल्याला फक्त दोषपूर्ण भाग (सील, गॅस्केट) बदलण्याची आवश्यकता आहे. येथे अपवाद हेड गॅस्केट आणि सिलेंडर ब्लॉक आहे. त्यांना पुनर्स्थित करण्यासाठी, आपण काढणे आवश्यक आहे कॅमशाफ्ट(आगामी सर्व परिणामांसह), आणि नंतर डोके स्वतः; किंवा इंजिन पूर्णपणे वेगळे करा. अर्थात, असे ऑपरेशन अनुभवी मेकॅनिकसाठी कठीण होणार नाही, परंतु सामान्य कार उत्साही व्यक्तीसाठी ...
दुसरे कारण म्हणजे कमी काढता येण्याजोग्या टोप्या घालणे. आम्ही खाली त्यांना बदलण्याची गरज असलेल्या चिन्हांबद्दल बोलू. या ऑपरेशनमध्ये सहसा काढून टाकणे देखील समाविष्ट असते कॅमशाफ्ट(एक किंवा अधिक - कार मॉडेलवर अवलंबून). तथापि, अशा कार आहेत ज्यावर हे आवश्यक नाही. तथापि, ही अत्यंत दुर्मिळ प्रकरणे आहेत.
शेवटी, सिलेंडर-पिस्टन गटाच्या भागांचा पोशाख. ते दूर करण्यासाठी, ते म्हणतात त्याप्रमाणे, इंजिनची दुरुस्ती करणे आवश्यक आहे. नियमानुसार, इतर दुरुस्ती ऑपरेशन्सशी जुळण्याची वेळ आली आहे, म्हणजे: लाइनर बदलणे क्रँकशाफ्ट, क्रँकशाफ्ट जर्नल्सची दुरुस्ती (ग्राइंडिंग), व्हॉल्व्ह बदलणे, व्हॉल्व्ह मार्गदर्शक बदलणे/पुन्हा तयार करणे, खराब झालेले (त्यावेळेस) व्हॉल्व्ह रॉकर्स, व्हॉल्व्ह स्प्रिंग्स बदलण्याचा उल्लेख करू नका.
येथे आपण झीज आणि झीज सारखी लक्षणे दर्शविणारी चिन्हे पाहतो वाल्व स्टेम सील. येथे त्यांची यादी आहे (शक्यतो अपूर्ण):
अलार्म फॉल्ट
अति-गॅसिंग करताना धुम्रपान
इंधनाचा वापर वाढला
पॉवर आणि थ्रॉटल रिस्पॉन्स कमी करा, डिप्स इन करा इंजिन ऑपरेशन,
तेल लवकर घाण होते
ग्लो इग्निशन
लक्षात घ्या की सर्व चिन्हे एकाच वेळी दिसणे आवश्यक नाही.
तेल भरण्याच्या गळ्यातून धूर*
जे कधीकधी पाहिले जाऊ शकते, उदाहरणार्थ, जर तुम्ही इंजिन चालू असताना ऑइल फिलर नेक उघडले तर. चांगल्या (म्हणजे सेवा करण्यायोग्य) इंजिनवर, हवा तिथून सहज निसटते (वैकल्पिकपणे, तेलाच्या धुकेच्या मिश्रणासह, जे खराब होत नाही). जर इंजिन खूप तेल वापरत असेल आणि मानेतून जोरदार धूर येत असेल तर याचा अर्थ इंजिन जीर्ण झाले आहे. पिस्टन गट. जर इंजिन तेल वापरत असेल, परंतु मान स्पष्ट असेल, तर समस्या (परंतु आवश्यक नाही) वाल्व स्टेम सीलमध्ये असू शकते.
*म्हणून हे चिन्ह बहुधा वाल्व स्टेम सीलच्या पोशाखांना सूचित करत नाही.
स्पार्क प्लगचा थ्रेडेड भाग तेलाने लेपित आहे
वाल्व स्टेम सील बदलण्याची गरज असलेल्या लक्षणांपैकी हे देखील एक लक्षण आहे. तथापि, नेहमीच नाही. त्या. असे घडते की कॅप्सला आधीपासूनच बदलण्याची आवश्यकता आहे, परंतु स्पार्क प्लगचा थ्रेड केलेला भाग अद्याप कोरडा आहे. कारण अजून जास्त तेल ज्वलन कक्षात जात नाही, त्याला जाळण्याची वेळ आली आहे.
स्पार्क प्लगचा थ्रेडेड भाग ज्वलन कक्षात प्रवेश केल्यावर तेलाने लेपित का केला जातो? असे दिसते की स्पार्क प्लग आणि ब्लॉक हेडमधील थ्रेड्समध्ये अंतर असल्यास, ते किमान आहेत आणि 0.2 मिमी पेक्षा जास्त नाहीत?
चला इंजिन ऑपरेशनच्या प्रक्रियेचा विचार करूया. वस्तुस्थिती अशी आहे की या क्षणी ज्वलनशील मिश्रणाचा एक भाग सिलेंडरमध्ये इंजेक्ट केला जातो, तेल प्रवेश करते, तर सिलेंडरमध्ये व्हॅक्यूम असतो (तसेच स्पार्क प्लगच्या थ्रेडेड गॅपमध्ये). नंतर मिश्रण संकुचित केले जाते. साहजिकच, ते (त्यात असलेल्या तेल आणि गॅसोलीनसह) स्पार्क प्लगच्या थ्रेडेड गॅपसह शक्य तितक्या सर्व ठिकाणी प्रवेश करण्यास सुरवात करते. मग मिश्रण आग लावले जाते आणि जळते. थ्रेडेड गॅप वगळता ते जवळजवळ सर्वत्र जळते. कारण ते खूप लहान आहेत (0.1...0.3 मिमीच्या प्रदेशात), ज्वलन, नियमानुसार, अशा लहान अंतरांमध्ये पसरू शकत नाही. परिणामी, थ्रेडेड गॅपमध्ये तेल जमा होते. स्पार्क प्लग गरम केल्यामुळे गॅसोलीनचे बाष्पीभवन होते.
मेणबत्त्या काळ्या काजळीने झाकल्या जातात. एक्झॉस्ट पाईपमधून वाढलेला धूर
काजळी तेलकट असू शकते (परंतु आवश्यक नाही). नियमानुसार, जेव्हा वाल्व स्टेम सील संपतात तेव्हा ते टेरी बनते. तरी खूप समृद्ध मिश्रणटेरी ब्लॅक काजळी देखील देऊ शकते. मफलरमधून निळा-राखाडी, कधीकधी काळा धूर सिलेंडर-पिस्टन गटाचा पोशाख तसेच अत्यधिक समृद्ध मिश्रण दर्शवितो.
तथापि, जेव्हा व्हॉल्व्ह स्टेम सील जीर्ण होतात (पुन्हा श्वास घेताना निळा एक्झॉस्ट), इग्निशन सिस्टममध्ये बिघाड (इग्निशनची वेळ चुकीची आहे, "तुटलेली") तेव्हा देखील अशीच लक्षणे दिसून येतात. उच्च व्होल्टेज तारा, वितरक कॅप, स्लाइडर इ., तसेच संभाव्यत: खराबी... अलार्म सिस्टम), इंधन पुरवठा प्रणाली समायोजनांचे उल्लंघन (उदाहरणार्थ, कार्बोरेटर, इंजेक्टर इ.).
त्या. काळ्या काजळीने झाकलेले मफलर आणि स्पार्क प्लगमधून निघणारा काळा धूर नेहमीच जास्त प्रमाणात मिश्रणाचा पुरावा नसतो. ही दोन्ही चिन्हे जेव्हा व्हॉल्व्ह स्टेम सील जीर्ण होतात किंवा इग्निशन सिस्टम खराब होते तेव्हा देखील दिसून येतात. का?
कारण इग्निशन सिस्टीममध्ये बिघाड झाल्यास, स्पार्क प्लगवरील स्पार्क सदोष असेल, जरी दिसण्यात ते अगदी स्वीकार्य असू शकते. त्यानुसार, तेल-इंधन-वायु मिश्रणाचे दहन देखील अपूर्ण असेल. विशेषतः, मिश्रणात असलेले तेल आणि गॅसोलीन वाईट जळते (चांगल्या ठिणगीपेक्षा), म्हणजे. काळी काजळी तयार होईल आणि जास्त प्रमाणात समृद्ध मिश्रणाचा देखावा तयार करेल. उदाहरणार्थ, जेव्हा ते “धूर्तपणे” तोडले गेले तेव्हा या प्रकरणात नेमके हेच दिसून आले.
अलार्म फॉल्ट
इग्निशन-संबंधित सर्किट त्यामधून गेल्यास स्पार्क प्लगवर कार्बन साठा देखील होऊ शकतो. अलार्ममधील काही कनेक्टरमध्ये खराब संपर्क असतो (जेव्हा ते जुने असतात आणि/किंवा चिनी धातूपासून बनलेले असतात) तेव्हा एक सामान्य केस आहे. या प्रकरणात, प्रज्वलन एकतर उत्कृष्ट असेल, किंवा "खूप चांगले नाही" किंवा (सेकंदच्या काही अंशासाठी) पूर्णपणे अनुपस्थित असेल. आणि म्हणून - सतत.
10...20 मिनिटे ड्रायव्हिंग केल्यानंतर गाडी चालवताना गाडी अधूनमधून थांबली होती. आणि त्यानंतर ते सुरू करण्यास स्पष्टपणे नकार दिला. तथापि, 10...15 मिनिटे पार्किंग केल्यानंतर, जणू काही घडलेच नाही असे सुरू झाले आणि आवश्यक तेवढा वेळ गाडी चालवली.
नोंद: दुसऱ्या प्रकरणात कारचे अगदी समान वर्तन वाल्व स्टेम सीलच्या खराबतेचा परिणाम होता.
याव्यतिरिक्त, चढावर चालवण्याचा प्रयत्न करताना कार अनेकदा (परंतु नेहमीच नाही) थांबते. वीज यंत्रणा दुरुस्त करण्यासाठी सेवा तंत्रज्ञांच्या शिफारशी, स्वाभाविकच, काहीही झाले नाही. ते केवळ खर्चास कारणीभूत ठरले पैसाआणि विचार करण्याची वेळ. तथापि, दोन अलार्म कनेक्टरमधील इलेक्ट्रिकल संपर्क पुनर्संचयित केल्यानंतर (त्यांना काढून टाकून आणि कनेक्टर हलकेच क्रिम करून) समस्या पूर्णपणे सोडवली गेली.
10...15 मिनिटांच्या पार्किंगनंतर गाडी का सुरू झाली? कारण या काळात अलार्म युनिट थोडे थंड झाले, त्याच्या कनेक्टरचे संपर्क भाग आकारात किंचित बदलले (थर्मल आकुंचनच्या प्रभावाखाली), एकमेकांच्या सापेक्ष किंचित बदलले (म्हणजे पुरुष कनेक्टर स्त्री कनेक्टरच्या तुलनेत किंचित सरकले" ), एकमेकांच्या सापेक्ष त्यांच्या संपर्काच्या पृष्ठभागावर एक प्रकारचे स्क्रॅचिंग, सरकणे होते आणि काही काळ संपर्क पुनर्संचयित झाला.
गाडी चढावर जात असताना कधीकधी इंजिन का थांबते? कारण खाली स्थित अलार्म युनिटमध्ये डॅशबोर्ड, जेव्हा मशीनचे अभिमुखता उभ्या सापेक्ष बदलते, तेव्हा अलार्म युनिट किंचित वेगळ्या स्थितीत हलविले जाते, परिणामी, कधीकधी विद्युत संपर्क. आणि जेव्हा कार क्षैतिज पृष्ठभागावर गेली तेव्हा संपर्क पुनर्संचयित केले गेले.
अति-गॅसिंग करताना धुम्रपान
ओव्हर-गॅसिंग दरम्यान स्मोकी एक्झॉस्ट तयार होण्याची लक्षणे सारखीच असतात - दोन्ही वाल्व स्टेम सीलच्या खराबतेच्या बाबतीत आणि सिलेंडर-पिस्टन गटाच्या खराबीच्या बाबतीत. फरक असा आहे की जर कॅप्स सदोष असतील, तर पुन्हा पुन्हा गॅसिंग (4...7 वेळा) केल्याने सामान्यतः स्मोकी एक्झॉस्ट (तात्पुरते) गायब होतो. त्या. एक नियम म्हणून, सतत धूम्रपान नाही. तर सिलिंडर आणि पिस्टनमध्ये बिघाड झाल्यास धुम्रपानअनेक पुन: वायू नंतर ते नाहीसे होत नाही.
कारण असे आहे की पहिल्या प्रकरणात, वाल्व स्टेम आणि वाल्व स्टेमच्या जंक्शनजवळ तेल जमा होते, परिणामी तीक्ष्ण दाबणेगॅस पेडलवर, ते तात्पुरते वाल्व स्टेम आणि मार्गदर्शक स्लीव्हमधील अंतर सिलेंडरमध्ये शोषले जाते, ज्यामुळे वायू बदलताना अनेक धूर बाहेर पडतात. जेव्हा जवळचे सर्व तेल बाहेर काढले जाते, तेव्हा धुराचा निकास (तेल पुन्हा जमा होईपर्यंत) तयार होणार नाही. नंतरच्या प्रकरणात, गॅस पेडल जोरात दाबले गेले की नाही याची पर्वा न करता तेल सिलेंडरमध्ये प्रवेश करते; ते किती वेळा आणि किती वारंवारतेने दाबले गेले हे महत्त्वाचे नाही.
वर काम करताना आळशीजेव्हा सिलिंडर आणि/किंवा पिस्टन संपतात तेव्हा धूर जाड आणि निळसर होईल (जुन्याप्रमाणे सोव्हिएत मोटारसायकल, “फ्रेंडशिप” प्रकाराचे चेनसॉ), तर जेव्हा व्हॉल्व्ह स्टेम सील संपतात तेव्हा ते (प्रथम) “निळसर” दिसते. इंजिन चालू असताना तुम्ही वरून एक्झॉस्ट पाईप पाहिल्यास, ते नेहमी दिसत नाही. येथे एक नजर आहे धुराड्याचे नळकांडे, आपण कारच्या मागून पाहिल्यास, कधीकधी (परंतु नेहमीच नाही) असे निळसर धुके दिसणे शक्य होते.
तसेच, इंजिन गरम असताना, त्यातून धूर येतो मफलर जातोपांढरा, तर हे देखील तेलाच्या सीलवर पोशाख होण्याचे लक्षण आहे, परंतु सिलेंडर-पिस्टन गटावर नाही. तसे, देखावा आणखी एक कारण पांढरा धूरउबदार इंजिनवर - दोषपूर्ण हेड गॅस्केटमुळे इंजिन सिलेंडरमध्ये प्रवेश करणारे शीतलक.
लक्षात घ्या की पांढरा धुराचा देखावा, जो उबदार झाल्यानंतर अदृश्य होतो, कोल्ड इंजिनवर, उलटपक्षी, एक पूर्णपणे सामान्य लक्षण आहे. सर्व केल्यानंतर, ज्वलन परिणाम म्हणून इंधन-हवेचे मिश्रणविशेषतः, पाणी तयार होते. इंजिन आणि मफलर गरम होईपर्यंत त्यातील बाष्प दृश्यमान होतात. त्याच कारणास्तव, मफलरमधून पाण्याचे थेंब देखील उडू शकतात. असे अनेकदा घडते की मफलर पाईपच्या टोकापासून थोडेसे पाणी गळते.
जेव्हा मफलर गरम होईल, तेव्हा त्याच्या भिंतींवरील पाण्याची वाफ यापुढे घनरूप होणार नाही - आणि पांढरी वाफ अदृश्य होईल. पाणी थेंब थांबेल.
ज्वलनशील मिश्रण जे खूप समृद्ध आहे ते एक्झॉस्ट स्मोक देखील तयार करेल जो अति-गॅसिंग दरम्यान देखील खूप धूर असेल. जे, असे दिसते की, वारंवार गॅस बदलानंतर अदृश्य होऊ नये.
तथापि, प्रत्यक्षात, सर्वकाही इतके सोपे नाही. एक केस आली जेव्हा, खूप श्रीमंत झाल्यामुळे इंधन मिश्रणकारचे इंजिन “जेव्हा गरम होते” (जेव्हा “थंड” होते तेव्हा ते अर्ध्या वळणाने सुरू होते) मोठ्या अडचणीने सुरू झाले. वारंवार गॅस बदलल्यानंतर, उच्च धूर (काळा) एक्झॉस्ट नाहीसा होतो. तथापि, एक समस्या होती - तंतोतंत अत्यधिक समृद्ध इंधन-वायु मिश्रणात.
इंधनाचा वापर वाढला
वस्तुस्थिती अशी आहे की इंजिन ऑपरेशन दरम्यान सिलेंडरमध्ये येणारे तेल इंधन-हवेचे मिश्रण बर्न करणे कठीण करते. त्यानुसार, इंजिनमधून आवश्यक शक्ती काढण्यासाठी, मिश्रणात तेल नसल्यास त्यापेक्षा मोठ्या प्रमाणात मिश्रण आवश्यक असेल.
तसे, केवळ व्हॉल्व्ह स्टेम सीलच नाही तर इंजिनमधील इतर सर्व बिघाडांमुळेही इंधनाचा वापर वाढतो, मग तो सिलेंडर-पिस्टन गटाचा पोशाख असो, इग्निशन किंवा अलार्म सिस्टममध्ये बिघाड असो किंवा इष्टतम नसलेली रचना असो. ज्वलनशील मिश्रण.
पॉवर आणि थ्रॉटल प्रतिसादात घट, इंजिन ऑपरेशनमध्ये अपयश
वेग वाढवताना किंवा ओव्हरटेक करताना हे कमी गतिमानतेमध्ये प्रकट होते. तुम्ही गॅस पेडल दाबता तेव्हा तुम्हाला "डुबकी" देखील येऊ शकते. त्या. तुम्ही गॅस दाबा, आणि काहीवेळा कार, घाईघाईने पुढे जाण्याऐवजी, मंदावली दिसते, इंजिन थांबते. तुम्ही गॅस पेडल सोडल्यास किंवा हळू दाबल्यास, इंजिन सामान्यपणे चालते. अशा परिस्थितीत, सामान्यतः इंधन पुरवठा प्रणाली समायोजित किंवा दुरुस्त करण्याची शिफारस केली जाते. अधिक प्रगत देखील इग्निशन सिस्टमकडे लक्ष देण्याची शिफारस करतात.
हे बऱ्याचदा खरे असते, परंतु नेहमीच नाही. काहीवेळा, जेव्हा इंधन-एअर मिश्रणाच्या सेवन स्ट्रोक दरम्यान व्हॅक्यूममध्ये तीव्र वाढ होते (जे गॅस पेडलवरील तीक्ष्ण दाबाचा परिणाम आहे), हे व्हॅक्यूम वाल्व मार्गदर्शकांद्वारे वाल्व स्टेम सीलमध्ये प्रसारित केले जाते. जर ते जीर्ण झाले असतील, तर तेलाचा एक भाग शोषला जातो, जो सिलेंडरमध्ये प्रवेश करतो, स्पार्क प्लगला पूर येतो, म्हणजे. (प्रथम तात्पुरते आणि नंतर कायमचे) तिला कामावरून बंद करणे. हे इंजिन ऑपरेशनमधील "अयशस्वी" स्पष्ट करते. वाहन सुसज्ज असल्यास उत्प्रेरक कनवर्टर, "काही कारणास्तव" ते लवकरच अयशस्वी होईल.
तेल लवकर घाण होते
होय, हे देखील वाल्व स्टेम सीलवर पोशाख होण्याच्या लक्षणांपैकी एक आहे, जे प्रत्येकाला माहित नाही. तेल काघाण होते, गडद होते, मग काळे होते? सहसा दोन मुख्य कारणे असतात:
- इंजिनच्या भागांचा पोशाख आणि तेलामध्ये पोशाख उत्पादनांचा प्रवेश
- इंधन-हवेच्या मिश्रणात असलेल्या तेलाच्या ज्वलनामुळे आणि त्यानंतरच्या फ्लशिंगमुळे काजळीची निर्मिती
बरं, अगदी सामान्य कारणे, उदाहरणार्थ, कामात व्यत्यय (किंवा अभाव) एअर फिल्टर, परिणामी हवेतील धूळ सिलिंडरमध्ये जाते, ज्यामुळे तेल दूषित होते किंवा फक्त कमी-गुणवत्तेचे तेल जे इंजिन ऑपरेशन दरम्यान त्वरीत खराब होते, आम्ही येथे विचार करणार नाही.
प्रथम, तत्त्वतः, सामान्यतः ज्ञात आहे. परंतु, त्याच वेळी, चुंबकीय तेल ड्रेन प्लगवर धातूचे कण असावेत. जर त्यापैकी काही कमी असतील किंवा एकही नसेल तर?
मग, साहजिकच, तेल गडद होण्यास कारणीभूत असलेले काळे कण सिलेंडरच्या भिंतींवर धुतलेल्या कोकपेक्षा अधिक काही नसतात. खरंच, सर्वात आधुनिक मध्ये मोटर तेलेजोरदार प्रभावी समाविष्टीत आहे डिटर्जंट ऍडिटीव्ह, जे कार्बन साठे धुण्यास मदत करतात. जर त्यांच्यासाठी नाही, तर परिणामी पिस्टन रिंगते फक्त कोकड होतील. जलद. बरं, तेलात त्यांची उपस्थिती इंजिनची बचत करते. खरे आहे, संपूर्ण प्रभाव तेलाने घेतला आहे, जो त्वरीत गलिच्छ होतो.
कार्बनचे साठे हळूहळू तयार होत असल्याने, सिलेंडरच्या भिंती धुतल्यावर त्याचे कण आकाराने खूप लहान असतात; तेलाची गाळणीआणि या कारणास्तव ते तेलातच राहतात, ज्यामुळे ते जलद बदलण्याची गरज निर्माण होते.
तथापि, हे देखील असू शकते की मिश्रण खूप समृद्ध आहे. जे स्पार्क प्लगवर तसेच सिलेंडरच्या पृष्ठभागावर काळ्या कार्बनचे साठे देखील देते. त्यानुसार, हे कार्बन डिपॉझिट तेलाने धुऊन टाकल्यानंतर, ते इंजिन क्रँककेसमध्ये संपेल.
ग्लो इग्निशन
हे व्यक्त केले जाते, विशेषतः, इग्निशन स्विचमधून की काढून टाकल्यानंतरही इंजिन कित्येक सेकंद किंवा त्याहूनही अधिक काळ चालू राहते. होय, आणि वाल्व स्टेम सीलच्या खराब कार्याच्या परिणामी, ज्वलन कक्षात तेल येण्याचे हे लक्षण देखील असू शकते. का?
कारण आधुनिक गॅसोलीन कार, कदाचित अपवादाशिवाय सर्व (कार्ब्युरेटर आणि इंजेक्शन दोन्ही) इग्निशन बंद केल्यावर इंधन पुरवठा थांबविण्यासाठी सिस्टमसह सुसज्ज आहेत. उदाहरणार्थ, जर आपण याबद्दल बोललो तर कार्बोरेटर कार, नंतर कार्बोरेटर्स सहसा असतात solenoid झडपनिष्क्रिय गती, जे इग्निशन बंद केल्यावर कार्यरत मिश्रणाचा प्रवाह बंद करते.
तसे, संदर्भासाठी, आधुनिक पेट्रोल कारअजिबात इंजेक्शन देण्याची गरज नाही. उदाहरणार्थ, अनेक लष्करी वाहने पूर्वीप्रमाणेच कार्बोरेटरवर चालणारी आहेत. कारण कदाचित तुमच्यासाठी स्पष्ट आहे: लष्करी वाहनांना इतर गोष्टींबरोबरच, "खुल्या मैदानात" देखील विश्वासार्हता आणि उच्च देखभालक्षमता असणे आवश्यक आहे. हे स्पष्ट आहे की एक जाणकार व्यक्ती कार्बोरेटर त्वरीत आणि जवळजवळ कोणत्याही परिस्थितीत साफ आणि समायोजित करू शकते, तर समायोजनासाठी इंजेक्शन इंजिनआपण संगणकाशिवाय करू शकत नाही. बरं, "फील्ड" मध्ये इंजेक्टर साफ करणे विशेष उपकरणांशिवाय निश्चितपणे अशक्य आहे. आणि, खरं तर, सैन्य केवळ इंजेक्टर वापरण्यासाठी डायग्नोस्टिक संगणक आणि इतर उपकरणे त्यांच्यासोबत ठेवणार नाही, जेव्हा कार्बोरेटरने त्याची विश्वासार्हता आणि द्रुत दुरुस्तीची क्षमता सिद्ध केली आहे. बरं, जे किंचित इंधन वापर वाढवते आणि एक्झॉस्ट वायूंची विषाक्तता किंचित वाढवते. आणि आणखी काही नाही.
मग, कारमध्ये जितके जास्त इलेक्ट्रॉनिक भाग असतील तितके ते निकामी होण्याची शक्यता जास्त असते, उदाहरणार्थ, इलेक्ट्रोमॅग्नेटिक पल्सच्या संपर्कात आल्यावर.
तर, गॅसोलीन पुरवठा बंद असतानाही, इंजिन निष्क्रियपणे चालत राहिल्यास, याचा अर्थ असा की त्याच्या सिलेंडरमध्ये काहीतरी आहे जे जळू शकते. IN या प्रकरणात- हे तेलापेक्षा अधिक काही नाही. तेथे अशा एकाग्रतेमध्ये स्थित आहे जेथे इंजिन अद्याप कार्य करण्यास सक्षम आहे (परंतु नेहमीच नाही). हे स्पष्ट आहे की जेव्हा टोप्या अधिक झिजतात तेव्हा आणखी तेल ज्वलन कक्षात प्रवेश करेल आणि नंतर ग्लो इग्निशन अदृश्य होऊ शकते. परंतु, त्याच वेळी, कार सुरू करणे कठीण होईल, तेलाचा वापर वाढेल इ.
गरम असताना कार सुरू करणे कठीण आहे
जर “थंड” सुरू करणे कठीण असेल तर त्याचे कारण बहुतेकदा वाल्व स्टेम सीलमध्ये नसते. बहुधा अधिक स्पष्ट कारणे आहेत, जसे की सिलेंडर-पिस्टन गटाचा पोशाख, इंधन पुरवठा अयशस्वी होणे, इग्निशन बिघाड, यासह, आधीच नमूद केल्याप्रमाणे, अलार्म. आणि देखील - बॅटरी, स्टार्टरची खराबी.
परंतु "थंड असताना" इंजिन अर्ध्या वळणाने सुरू झाले, परंतु गरम असताना, विरोधाभासाने, तुम्हाला ते 5...10 सेकंद किंवा त्याहूनही अधिक काळ स्टार्टरने फिरवावे लागेल (किंवा गाडीचे इंजिन गरम होताच थांबेल. योग्यरित्या), तर याचे कारण व्हॉल्व्ह स्टेम सीलचा पोशाख असू शकतो.
वस्तुस्थिती अशी आहे की थंड इंजिनमध्ये तेल देखील नैसर्गिकरित्या थंड असते. आणि त्यात उच्च स्निग्धता आहे, आणि म्हणून ते अनिच्छेने व्हॉल्व्ह स्टेम आणि ऑइल स्क्रॅपर कॅपच्या कार्यरत काठाच्या दरम्यानच्या अंतरामध्ये प्रवेश करते. जेव्हा तेल गरम होते, तेव्हा त्याची स्निग्धता कमी होते (कधीकधी परिमाणांच्या अनेक ऑर्डरद्वारे), आणि या अंतरामध्ये जाणे खूप सोपे आहे.
तथापि, दहनशील मिश्रणाच्या रचनांचे उल्लंघन, इग्निशन खराबी आणि अलार्म देखील वगळलेले नाहीत, अर्थातच.
एक्झॉस्ट गॅसला अतिशय घृणास्पद, गुदमरणारा वास येतो
हे स्पष्ट आहे की एक्झॉस्ट गॅसच्या वासाला नैसर्गिक, आनंददायी आणि सुरक्षित म्हटले जाऊ शकत नाही.
तथापि, sniffed करून, म्हणा, कार चालवत आहेत अरब अमिराती(यूएई), मी असा निष्कर्ष काढला की तेथे आहे एक्झॉस्ट वायूरशियाच्या तुलनेत परिस्थिती खूपच चांगली आहे. असे दिसते की कारचा सतत प्रवाह चालू आहे, परंतु एक्झॉस्ट वास नगण्य आहे... काहीवेळा, एक्झॉस्ट पाईपच्या जवळ झुकूनही, तुम्हाला त्यातून येणारा ओंगळ वास येत नाही. रशियन कार. याचे एक कारण अर्थातच अधिक आहे उच्च दर्जाचे पेट्रोल. ज्याची किंमत रशियाच्या तुलनेत खूपच कमी आहे, किमान डॉलर आणि इतर अनेक चलनांच्या तुलनेत रुबल विनिमय दर झपाट्याने खाली येईपर्यंत.
होय, होय, शेवटी, हा एक्झॉस्ट गॅस आहे, आपण त्यातून काय अपेक्षा करू शकता? तथापि, जेव्हा दहनशील मिश्रण निकृष्ट दर्जाचे असते, चुकीचे असते (विशेषतः, त्यात मोठ्या प्रमाणात तेल आल्याचा परिणाम म्हणून), तेव्हा, नैसर्गिकरित्या, एक्झॉस्टचा वास जास्त, जास्त घृणास्पद होतो. अशा परिस्थितीत, इंजिन निष्क्रिय असताना एक्झॉस्ट पाईपजवळ थोडावेळ उभे राहणे योग्य आहे आणि तुम्हाला या वासापासून दूर जायचे आहे. न्यूट्रलायझर, आम्ही पुनरावृत्ती करतो, खूप लवकर अपयशी ठरतो.
म्हणूनच, जर तुमच्या कारचा एक्झॉस्ट विशेषतः अप्रिय, गुदमरल्यासारखा झाला असेल आणि तो पूर्वीसारखा नसेल, तर तुम्ही इंजिनच्या भागांकडे बारकाईने लक्ष दिले पाहिजे ज्याद्वारे जादा तेल दहन कक्षेत प्रवेश करू शकते. विशेषतः, हे वाल्व स्टेम सील आहेत.
तथापि, अशा वासाचे कारण देखील खूप समृद्ध दहनशील मिश्रण असू शकते.
झडप मार्गदर्शक, झडप stems थकलेला
अर्थात, त्यांच्या कार्यरत पृष्ठभागांचा पोशाख स्वतःच वाल्व स्टेम सीलचा पोशाख दर्शवत नाही. हे फक्त गती वाढवते, आणि लक्षणीय. हे कॅप्स नवीनसह बदलणे देखील निरुपयोगी बनवते.
वस्तुस्थिती अशी आहे की जर मार्गदर्शक बुशिंग्ज आणि/किंवा व्हॉल्व्ह स्टेममधील छिद्रे जास्त प्रमाणात खराब झाली असतील, तर इंजिन ऑपरेशन दरम्यान नवीन उच्च-गुणवत्तेचे व्हॉल्व्ह स्टेम सील देखील तेल पूर्णपणे टिकवून ठेवण्यास अक्षम असेल. जे कंबशन चेंबरमध्ये प्रवेश करेल, जसे की परिधान केलेल्या टोप्या.
म्हणून जर व्हॉल्व्ह स्टेम सील बदलल्यानंतरही पोशाख होण्याची लक्षणे दिसत असतील, तर तुम्ही व्हॉल्व्ह आणि त्यांचे मार्गदर्शक दुरुस्त करण्याचा (बदलण्याचा) विचार केला पाहिजे. आणि अगदी बद्दल प्रमुख नूतनीकरणइंजिनचे (रिप्लेसमेंट), कारण, नियमानुसार, यावेळी त्याचे इतर भाग देखील त्यांचे सेवा जीवन अंशतः संपवतात. फक्त बुशिंग्ज आणि व्हॉल्व्ह बदलण्यात काही अर्थ नाही, जर आणखी 20...30 हजारांमध्ये तुम्हाला चेन, स्प्रॉकेट्स (पुली), रॉकर्स, पिस्टन, रिंग, तसेच सिलेंडर्स कंटाळवाणे आणि क्रँकशाफ्ट पीसणे आवश्यक आहे. जर्नल्स
वाल्व मार्गदर्शकांमध्ये प्ले कसे मोजायचे? ढोबळमानाने आणि अंदाजे, हे नाटक मोठे मानले जाऊ शकते जर, व्हॉल्व्हच्या स्टेमला बाजूने हलवताना, ते नवीन (दुरुस्त केलेल्या) इंजिनपेक्षा खूप जास्त वाटत असेल. जर ते विशिष्ट इंजिन मॉडेलसाठी सामान्य समजल्या जाणाऱ्या प्लेपेक्षा खूप जास्त असेल. बरं, अधिक अचूक मापनासाठी, अर्थातच, सिलेंडरचे डोके काढून टाकणे, वाल्व्ह काढून टाकणे इ.
तुमच्याबद्दल आदराने.
इर्कुत्स्क एक्सप्रेस वेबसाइटवरील सामग्रीवर आधारित
जेव्हा कार नवीन असते तेव्हा ते चांगले असते - इंजिन शांतपणे चालते, पूर्ण थ्रॉटलसह वेग वाढवतानाही आपण ते ऐकू शकत नाही. परंतु वेळ निघून जातो - आणि एके दिवशी तुमच्या लक्षात येईल की पूर्वीच्या "शांतता" चा एकही मागमूस शिल्लक नाही आणि जेव्हा तुम्ही हुड उघडता तेव्हा तुम्हाला एक प्रकारचा खडखडाट करणारा प्राणी दिसतो, जो नेहमीच्या गाण्याबरोबरच स्पष्टपणे आक्षेपार्ह आवाज काढतो. कानाला
इंजिनचा आवाज बहुतेकदा गॅस वितरण यंत्रणेशी संबंधित असतो - मोठे अंतर आणि नॉकिंग नेहमी एकमेकांना लागून असतात. पहिली गोष्ट जी मनात येते ती म्हणजे व्हॉल्व्ह ड्राइव्हमधील मंजुरी समायोजित करणे. हे बऱ्याचदा मदत करते, परंतु काहीवेळा समायोजनानंतर असे दिसते की ठोठावणे आणखी मजबूत झाले आहे: एक किंवा अधिक वाल्व ठोठावत राहतात. आणि हे का पूर्णपणे अस्पष्ट आहे: शेवटी, अंतर सामान्य आहेत आणि कॅमशाफ्ट चांगले दिसते. कारण पृष्ठभागावर खोटे वाटत नाही, ते आत कुठेतरी आहे, पण कुठे? आपण ते शोधून काढले पाहिजे, परंतु वेळ नाही. आणि ठोका जोरात येतो.
व्हॉल्व्ह हा एक गंभीर भाग आहे हे कोणालाही समजावून सांगण्याची गरज नाही. आणि बर्याच लोकांना हे माहित आहे की वाल्व खराब होणे केवळ गंभीरच नाही तर धोकादायक देखील आहे. अशा प्रकारचे दोष विविध कारणांमुळे उद्भवतात. आणि त्यापैकी पूर्णपणे गैर-स्पष्ट आहेत, जेणेकरून दुरुस्ती करताना केवळ दोषपूर्ण भाग बदलण्यापुरते मर्यादित करणे शक्य नाही.
तसे, कोणत्याही परिस्थितीत, कोणतीही दुरुस्ती करण्यापूर्वी किंवा बदलण्यापूर्वी, विशिष्ट खराबीचे कारण शोधणे उपयुक्त आहे. अन्यथा, तेच नशीब लवकरच पूर्णपणे नवीन, नवीन स्थापित केलेल्या भागावर येऊ शकते. आणि हे होण्यापासून रोखण्यासाठी, ते कोणत्या परिस्थितीत कार्य करते हे जाणून घेणे उचित आहे.
वाल्व कसे कार्य करते?
वाल्व्हचे मुख्य कार्य म्हणजे हवा-इंधन मिश्रण आणि सिलेंडरमध्ये प्रवेश करणार्या किंवा बाहेर जाणाऱ्या दहन उत्पादनांचा प्रवाह नियंत्रित करणे. परिणामी, जेव्हा झडप उघडते, तेव्हा ते मिश्रण किंवा वायूंना मुक्तपणे जाण्याची परवानगी देते, म्हणजेच कमीतकमी हायड्रॉलिक प्रतिकार असतो. त्याच वेळात बंद झडपघट्टपणा सुनिश्चित करणे आवश्यक आहे आणि सिलेंडरची पोकळी सेवनापासून पूर्णपणे विभक्त करणे आवश्यक आहे किंवा एक्झॉस्ट सिस्टमइंजिन
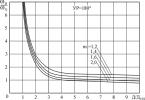
वाल्व्ह त्यांच्या प्लेट्सभोवती वाहणाऱ्या गरम वायूंपासून तीव्र गरम होण्याच्या परिस्थितीत कार्य करतात. आणि जर इनलेट वाल्वउघडताना, ते नियमितपणे सिलेंडरमध्ये प्रवेश करणार्या द्रवाने थंड केले जाते हवा-इंधन मिश्रण, नंतर पदवी अधिक कठोर परिस्थितीत कार्य करते. एक्झॉस्ट स्ट्रोकवर उघडताना, ते गरम एक्झॉस्ट वायूंसह आणखी गरम होते आणि त्याच्या प्लेटचे तापमान 850-900 अंशांपर्यंत पोहोचते. सह.
वाल्व्ह अशा थर्मल भारांना तोंड देण्यासाठी, ते विशेष उष्णता-प्रतिरोधक स्टील्स आणि मिश्र धातुंनी बनलेले असले पाहिजेत. उच्च सामग्रीक्रोमियम, निकेल, मॉलिब्डेनम आणि अगदी टंगस्टन. ही सामग्री खूप महाग आहे, म्हणूनच एक्झॉस्ट वाल्व्ह बहुतेक वेळा भिन्न सामग्रीपासून बनविलेले असतात: प्लेट उष्णता-प्रतिरोधक मिश्रधातूपासून बनलेली असते आणि रॉड मिश्र धातुच्या स्टीलची बनलेली असते. तसे, सेवन आणि एक्झॉस्ट वाल्व्ह सर्वात जास्त आहेत विविध मोटर्सवेगळे करणे खूप सोपे आहे: एक्झॉस्ट वाल्व्ह डिस्क चुंबकीय नसतात.
उच्च ऑपरेटिंग तापमानात चेंफर पोशाख कमी करण्यासाठी, एक विशेष कठोर सामग्री, स्टेलाइट, बर्याचदा त्यावर मिसळली जाते. सोडियम व्हॉल्व्ह कूलिंगचा कमी वापर केला जातो: सोडियम जेव्हा वाल्व उघडतो आणि बंद करतो तेव्हा त्याच्या अंतर्गत पोकळीत हलतो आणि गरम प्लेटमधून कूलर रॉडमध्ये उष्णता हस्तांतरित करतो.
सराव दर्शवितो की इतर काही अटी पूर्ण न केल्यास सर्वात उष्णता-प्रतिरोधक झडप देखील जळून जाईल, ज्यापैकी मुख्य म्हणजे सीटमध्ये प्लेटला घट्ट बसवणे. मुद्दा इतकाच की चांगला संपर्कसीटसह झडप आपल्याला गरम झालेल्या प्लेटमधून विश्वासार्हपणे उष्णता काढून टाकण्यास अनुमती देते. शेवटी, आसन खूप थंड आहे; ते थंड द्रवाने ब्लॉक हेडच्या शरीरात दाबले जाते.
प्लेटला पुरविलेल्या सर्व उष्णतेपैकी 75% पर्यंत सीटद्वारे काढून टाकले जाते - एक अतिशय, अतिशय महत्त्वपूर्ण भाग. स्वाभाविकच, सीटशी संपर्क तुटल्यास, प्लेट ताबडतोब जास्त गरम होऊ लागते. याचा अर्थ असा की झडप जळून जाण्यापूर्वी जास्त काळ जगत नाही.
हे साखळी प्रतिक्रियासारखे दिसते. प्लेट आणि सीटच्या वीणमध्ये थोडीशी गळती झाल्यास गॅस ब्रेकथ्रू होतो. या ठिकाणी प्लेटमधून उष्णता काढली जात नाही आणि प्लेट जास्त गरम होते. गळती वाढते आणि त्यासोबत प्लेटचे तापमान वाढते. अखेरीस सामग्री तुटण्यास सुरवात होते, अधिक गरम वायू आत येतात आणि डिस्कचा दोष त्वरीत पसरतो जोपर्यंत सिलेंडर कॉम्प्रेशनच्या अभावामुळे पूर्णपणे बंद होत नाही.
तुम्ही बघू शकता, आसनासह प्लेटची चांगली वीण एकाच वेळी "एक दगडात दोन पक्षी मारते": ते वाल्वचे तापमान स्वीकार्य पातळीवर कमी करते आणि घट्टपणा सुनिश्चित करते. आणि कोणते अधिक महत्त्वाचे आहे हे सांगणे कठीण आहे. कमीतकमी वाल्वच्या कार्यक्षमतेसाठी, पहिले महत्वाचे आहे आणि संपूर्ण इंजिनसाठी, दुसरे महत्वाचे आहे (म्हणजे चांगले प्रारंभ गुणधर्म, उर्जा वैशिष्ट्ये, कार्यक्षमता).
निर्दिष्ट अटींव्यतिरिक्त, वाल्वचे ऑपरेशन (उघडणे आणि बंद करणे) पुरेसे "मऊ" असले पाहिजे आणि जास्त आवाज होऊ नये. आवाज किंवा, अधिक तंतोतंत, वाल्व ठोठावणे हे खराबीचे एक निश्चित लक्षण आहे आणि ठोठावल्यामुळे उद्भवणारे शॉक भार स्वतःहून अधिक गंभीर बिघाड आणि वाल्व निकामी देखील करतात.
खेळी कुठून येते?
अनेक कारणे आहेत. सर्वात सोपा आधीच नमूद केला गेला आहे - ड्राइव्हमध्ये एक मोठा अंतर. यामुळे, कॅमशाफ्ट कॅम पुशर (लीव्हर किंवा रॉकर आर्म) वर सहजतेने चालत नाही, परंतु प्रभावाने, जो अधिक मजबूत आहे, अंतर जितके मोठे असेल.
या प्रकरणात प्रथम काय ग्रस्त आहे? शॉक लोड काय घेते: कॅमशाफ्ट कॅम आणि पुशरचे कार्यरत पृष्ठभाग, तसेच पुशरची सपोर्टिंग पृष्ठभाग आणि वाल्व स्टेमचा शेवट. ते बहुतेक वेळा पिनपॉइंट शेल्सच्या स्वरूपात नुकसान विकसित करतात, जे नंतर विस्तृत आणि खोल होतात.
पण प्रकरण एवढ्यावरच थांबत नाही. झडप केवळ धक्क्यानेच उघडत नाही, तर ठोठावल्याने झपाट्याने बंदही होते. याचा अर्थ असा की बंद करताना शॉक लोड वाल्व आणि सीटच्या सीलिंग चेम्फरवर पडतो. याव्यतिरिक्त, आसनावर उतरताना प्रभावाच्या क्षणी, स्प्रिंगमधून एक मोठा तन्य भार वाल्व स्टेमवर कार्य करतो. अशा परिस्थितीत दीर्घकालीन काम खूप धोकादायक आहे: प्लेट रॉडमधून बाहेर येऊ शकते किंवा रॉड इतर मार्गाने कोसळू शकते. कमकुवत बिंदू- फटाक्यांसाठी खोबणी.
परंतु आपण असे गृहीत धरू की व्हॉल्व्ह ड्राईव्हमधील क्लिअरन्स सामान्य आहेत, परंतु नॉक अजूनही ऐकू येत आहे. बर्याचदा, अशा खेळीचे कारण आत असते मोठे अंतरवाल्व स्टेम आणि मार्गदर्शक स्लीव्ह दरम्यान. ही परिस्थिती जुन्या, बऱ्यापैकी समान इंजिनांसाठी सर्वात वैशिष्ट्यपूर्ण आहे. कधीकधी व्हॉल्व्ह नॉकिंग सीटच्या नॉन-केंद्रिततेशी आणि मार्गदर्शक स्लीव्हमधील छिद्राशी संबंधित असते, जे सिलेंडरचे डोके जास्त गरम झाल्यामुळे किंवा चुकीच्या दुरुस्तीचे परिणाम होते. या प्रकरणात, वाल्व प्रथम प्लेटच्या एका काठासह सीटवर बसतो आणि त्यानंतरच, अंतराच्या आत स्लीव्हमध्ये पूर्णपणे रोलिंग करतो. यामुळे, मार्गाने, मार्गदर्शक बुशिंगचा पोशाख त्वरीत प्रगती करतो.
मार्गदर्शक बुशिंग आणि वाल्व नॉकिंगचा वेगवान पोशाख इतर, अधिक जटिल कारणांमुळे देखील होतो. उदाहरणार्थ, जेव्हा दंडगोलाकार व्हॉल्व्ह टॅपेटची सीट बुशिंगच्या संबंधात चुकीची संरेखित केली जाते किंवा तिरकी केली जाते. एक समान दोष कधी कधी वर उद्भवते घरगुती इंजिन. रॉकर आर्म्सच्या अक्षांमध्ये, दंडगोलाकार पुशर्सच्या सॉकेटमध्ये तसेच कॅमशाफ्ट बेअरिंगमध्ये - ड्राईव्हच्या भागांमध्ये वाढीव मंजुरीमुळे नॉकिंग देखील शक्य आहे.
हे सर्व ठोठावणारे आवाज अगदी कानासारखेच आहेत आणि म्हणूनच भागांची स्थिती विलग केल्याशिवाय आणि काळजीपूर्वक तपासल्याशिवाय विशिष्ट कारण ओळखणे अनेकदा अशक्य आहे. परंतु कोणत्याही परिस्थितीत, आपल्याला हे लक्षात ठेवणे आवश्यक आहे की जर ठोठावल्यास, भागांच्या संपर्काच्या बिंदूंवरील भार प्रभावशाली स्वरूपाचे असतात. नियमानुसार, अशी ठोठावणे त्वरीत प्रगती करते, ज्यामुळे केवळ वाल्व आणि संबंधित भागच नाही तर त्यांचे तुटणे देखील धोक्यात येते.
व्हॉल्व्ह का तुटला?
नॉकमुळेच बिघाड होऊ शकत नाही. परंतु कोणत्याही परिस्थितीत, हे समजून घेणे आवश्यक आहे की वाल्व का ठोठावण्यास सुरुवात झाली? आणि असे दिसून आले की अशी अनेक कारणे आहेत जी ठोठावण्याच्या देखाव्याला उत्तेजन देतात ...
सर्वात सामान्य म्हणजे अशिक्षित ऑपरेशन, अकुशल आणि वेळेवर इंजिन देखभाल. साहजिकच, व्हॉल्व्ह ड्राईव्हमधील क्लीयरन्स प्रत्येक केसमध्ये समायोजित करणे - योग्य मार्गझीज वाढवणे, ठोठावणे आणि नंतर ब्रेकडाउन करणे.
अंतर खूप लहान सेट करण्यासाठी समायोजित करताना हे खूप धोकादायक आहे: जेव्हा इंजिन चालू असेल, तेव्हा वाल्व गरम होतील, त्यांची लांबी वाढेल आणि जेव्हा अंतर पूर्णपणे निवडले जाईल, तेव्हा वाल्व्ह "हँग" होतील. आणि मग सॅडलवर सैल फिट केल्याने प्लेट्स जास्त गरम होतात आणि बर्नआउट होतात.
एक्झॉस्ट व्हॉल्व्ह बर्नआउटचे एक सामान्य कारण म्हणजे खूप उशीर झालेला प्रज्वलन. विशेषत: जर इंजिन उच्च गती आणि भारांवर बराच काळ चालत असेल. पण लवकर प्रज्वलन- वाल्वसाठी देखील भेट नाही, कारण या प्रकरणात सिलेंडरमधील वायूंचे तापमान जास्तीत जास्त आहे. म्हणजे, चुकीची स्थापनाइग्निशन टाइमिंगमुळे केवळ शक्तीची हानी होत नाही आणि इंधनाचा वापर वाढतो, परंतु वाल्व खराब देखील होतो.
वापर कमी दर्जाचे तेल- त्याच संभाव्य कारणझडप बुशिंग्ज आणि stems च्या पोशाख. याव्यतिरिक्त, अशा तेल झडप stems तळाशी कोक झुकत. यामुळे, झडप बुशिंगमध्ये अधिकाधिक घट्टपणे हलवेल आणि नंतर त्यात जाम देखील होऊ शकते. सरतेशेवटी, त्याला पुढील सर्व परिणामांसह प्लेटवर एक पिस्टन मिळेल.
व्हॉल्व्ह प्लेट्सवर (विशेषत: इनटेक व्हॉल्व्ह) जमा होणारे कार्बन डिपॉझिट, उदाहरणार्थ, व्हॉल्व्ह स्टेम सील घालण्यामुळे, ही देखील निरुपद्रवी गोष्ट नाही. लक्षणीय जाडी गाठल्यानंतर, ठेव खंडित होण्यास सुरवात होते. आणि कण सुंदर आहेत मोठे आकारचेम्फर आणि व्हॉल्व्ह सीट दरम्यान सहज मिळू शकते. आणि त्या नंतर वाईट संपर्कखोगीर सह आणि प्लेट जास्त गरम करणे अपरिहार्य आहे.
हे लक्षात घेणे मनोरंजक आहे की वाल्ववरील महत्त्वपूर्ण कार्बन ठेवी, ज्यामुळे अशा त्रास होतात, नेहमी वाल्व स्टेम सीलच्या परिधानांशी संबंधित नसतात. स्वत: साठी न्यायाधीश: उच्च रक्तदाबक्रँककेसमध्ये, वायुवीजन प्रणालीच्या बिघाडामुळे किंवा सिलेंडर-पिस्टन गटाच्या पोशाखांमुळे, अगदी नवीन कॅप्समधूनही तेल सहजपणे वाल्व प्लेट्समध्ये पिळून काढले जाऊ शकते.
काही "हॉट हेड्स" एअर फिल्टरमधून क्रँककेस वेंटिलेशन होज डिस्कनेक्ट करणे आणि कारच्या तळाशी कुठेतरी नेण्यास प्राधान्य देतात - यामुळे इंजिनला श्वास घेणे सोपे होते. आणि त्यांना हे माहित नसते की काही मोडमध्ये क्रँककेसमध्ये व्हॅक्यूम तयार होतो आणि रबरी नळीद्वारे इंजिनमध्ये शोषलेली धूळ केवळ तेल आणि तेल फिल्टर त्वरीत दूषित करत नाही तर मार्गदर्शक बुशिंग्ज आणि वाल्वच्या स्टेममध्ये देखील जाते. टिप्पण्या, जसे ते म्हणतात, अनावश्यक आहेत.
परंतु, कदाचित, कॅमशाफ्ट ड्राइव्ह बेल्ट बदलण्याच्या वेळेचे पालन करण्यात अयशस्वी झाल्यामुळे वाल्वचे सर्वात गंभीर परिणाम भरलेले आहेत. अनेकांवर आधुनिक इंजिनबेल्ट तुटल्यास वाल्व विकृत होतात. ते टाकण्याचा प्रयत्नही जोडूया नवीन पट्टाआणि म्हणून, उदाहरणार्थ, गॅरेजमध्ये जाणे, क्वचितच चांगले समाप्त होते. विकृत व्हॉल्व्ह प्रत्येक वेळी जेव्हा ते बसतात तेव्हा मोठे वाकलेले भार अनुभवतात आणि नियमानुसार, 10-15 मिनिटांच्या ऑपरेशननंतर तुटतात. आणि अशा झडपाच्या अपयशाचा अर्थ, कमीतकमी, पिस्टन, सिलेंडर हेड आणि कनेक्टिंग रॉड बदलणे.
संपूर्ण ओळखराब दुरुस्तीमुळे वाल्व ऑपरेशनमध्ये समस्या निर्माण होतात. उदाहरणार्थ, सर्वात "अनुभवी" यांत्रिकी वाल्व्ह स्प्रिंग्स कॉम्प्रेस करण्यासाठी विशेष उपकरणे वापरून त्रास देत नाहीत. त्यांची "स्वाक्षरी" साधने एक स्टील पाईप आणि एक हातोडा आहेत, जोरात दाबा - आणि ऑर्डर. क्रॅक ग्रूव्हच्या बाजूने फक्त वाल्व खराब होऊ शकतो. आणि नंतर, खूप नंतर, या टप्प्यावर खाली खंडित.
मारणे खूप धोकादायक आहे अपघर्षक पेस्टसीटवर वाल्व पीसताना मार्गदर्शक स्लीव्हमध्ये. अशी बुशिंग साफ करणे ही एक संपूर्ण कथा आहे. पण असे केले नाही तर कथा जास्तीत जास्त 5-10 हजार किलोमीटर चालू राहील. यानंतर, बुशिंग आणि रॉडवरील पोशाख सर्व वाजवी मर्यादा ओलांडतील.
काही मेकॅनिक्स बुशिंगमधील वाल्व क्लिअरन्स शक्य तितक्या लहान करण्याचा प्रयत्न करतात. या गैरसमजामुळे अनेकदा व्हॉल्व्ह जॅमिंग होते अप्रिय परिणाम.
दुसरी चूक म्हणजे जागा समायोजित न करता वाल्व्ह पीसणे. सराव शो म्हणून, नंतर दीर्घकालीन ऑपरेशनआणि विशेषत: मार्गदर्शक बुशिंग्ज बदलल्यानंतर, सीटसह चुकीचे अलाइनमेंट सामान्य आहे. अशा परिस्थितीत, एकट्या पीसण्यामुळे बहुधा व्हॉल्व्ह नॉकिंग होईल आणि जलद पोशाखतपशील
एकदा का सिलिंडरचे डोके झडपांसोबत पूर्णपणे एकत्र झाले की, झडपांना हातोड्याने मारून संपूर्ण काम खराब करणे खूप सोपे आहे. परिणाम "प्रभाव" पृथक्करण प्रमाणेच असू शकतो, विशेषत: लहान-व्यासाच्या वाल्वसह आधुनिक मल्टी-वाल्व्ह इंजिनसाठी.
या सर्व घटकांमधून, एक स्पष्ट चित्र समोर येते: जेव्हा वाल्व सदोष असतो, तेव्हा कोणीतरी बहुधा "मदत" केली. आणि मेकॅनिकचे कार्य केवळ दुसरा "मदतनीस" बनणे नाही तर मागील "मदत" चे सर्व परिणाम दूर करणे आहे जे वाल्व आणि इतर भाग सहसा दीर्घ कामानंतर सहन करतात. वाल्व निकामी होणार नाही याची खात्री करण्याचा हा एकमेव मार्ग आहे.