व्हॉल्व्ह सीट चेम्फर्सचा आकार अंजीर मध्ये दर्शविला आहे. इनटेक वाल्व सीट प्रोफाइलआणि तांदूळ खोगीर प्रोफाइल एक्झॉस्ट वाल्व . सीटच्या कार्यरत चेम्फर्सवर (वाल्व्हच्या संपर्काचे क्षेत्र) पिनहोल, गंज किंवा नुकसान नसावे. सीट्स सँडिंग करून किरकोळ नुकसान दुरुस्त केले जाऊ शकते. हे करताना, शक्य तितक्या कमी धातू काढा. सँडिंग मॅन्युअली किंवा सँडिंग मशीन वापरून करता येते. दळणे
दुहेरी सीट वाल्व्हसह पॅक केलेले वाल्व्ह ओ आकाराची रिंग. धातू लँडिंग पॅड. वाल्वच्या कमाल क्षमतेच्या 0.1% पर्यंत गळती. वाल्वच्या कमाल क्षमतेच्या 0.01% पर्यंत गळती. मेटलच्या मेटल व्यवस्थेसह सिंगल सीट बॉल वाल्व्ह विशेष ओ-रिंगसह साधे संतुलित माउंटिंग वाल्व्ह.
गळती खालील तक्त्यामध्ये दर्शविली आहे. तक्ता 3 - वाल्व सीलिंग वर्ग. ज्या समस्यांचे निराकरण करणे आवश्यक आहे ते खरोखरच गुंतागुंतीचे आहेत, नियंत्रण वाल्वद्वारे शोषून घेतलेल्या सिस्टममधील एकूण दबाव ड्रॉपचे प्रमाण काय असावे या अत्यंत संदिग्धतेपासून सुरू होते. आणि पाईप, विचलन, कट, उपकरणे, नियंत्रण ग्रीड इ. सारख्या प्रणालीमध्ये स्थापित केलेल्या हस्तक्षेपांमुळे देखील.
| अंमलबजावणीचा आदेश | ||||||||||||||
|
||||||||||||||
या यंत्रणेसह काम करताना वाल्व सीट दुरुस्त करण्यासाठी रोलर्स आवश्यक आहेत, कारण अधिक सोयीस्कर आणि अचूक साधन सापडत नाही. एकमेव पर्याय म्हणजे काउंटरसिंक्स. आम्ही या सर्व आणि दुरुस्ती प्रक्रियेबद्दल लेखातच बोलू.
काही मूलभूत पॅरामीटर्स परिभाषित करणे, त्यांचे फरक स्पष्ट करणे आणि काही नियम प्रदान करणे हे या प्रकरणाचे उद्दिष्ट आहे जे निवडण्यात मदत करू शकतात. योग्य वैशिष्ट्येप्रवाह नियंत्रण झडप. तथापि, आम्ही सुरू करण्यापूर्वी, आम्ही सूचित केले पाहिजे की वाल्वचे प्रवाह वैशिष्ट्य निवडणे ही केवळ वाल्वशी संबंधित समस्या नाही तर संपूर्ण प्रणालीव्यवस्थापन आणि स्थापना.
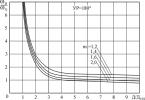
आधीच नमूद केल्याप्रमाणे, सीटच्या सापेक्ष व्हॉल्व्ह प्लगचे विस्थापन एक पॅसेज तयार करते ज्यामध्ये स्टेमच्या स्ट्रोकचे प्रमाण आणि छिद्रातून संबंधित प्रवाह यांच्यात वैशिष्ट्यपूर्ण संबंध असतो. या नातेसंबंधाला "वाल्व्ह प्रवाह वैशिष्ट्यपूर्ण" म्हटले गेले. हे सैद्धांतिक वैशिष्ट्य स्थिर विभेदक दाबाच्या स्थितीत प्राप्त होते, जे व्यवहारात होत नाही आणि वास्तविक प्रवाहात बदल घडवून आणते, कारण ते विभेदक दाबाच्या मूल्यावर अवलंबून असते. व्यावहारिक परिणामापासून सैद्धांतिक परिणाम वेगळे करण्यासाठी, त्याचे दोन प्रवाह वैशिष्ट्यांनुसार वर्गीकरण केले गेले.
वाल्व यंत्रणा डिझाइन - ऑपरेटिंग तत्त्व आणि संभाव्य खराबी
गॅस एक्सचेंज दरम्यान इंजिन सिलेंडर्स सील करण्यासाठी वाल्वचा वापर केला जातो. पुढील कॉम्प्रेशनसाठी इंधन आणि हवेच्या मिश्रणाचे सेवन सुनिश्चित करणे हे त्यांच्या ऑपरेशनचे सिद्धांत आहे. इग्निशन आणि संपल्यानंतर, वायू एक्झॉस्ट सिस्टममध्ये प्रवेश करतात आणि यासाठी वाल्व देखील जबाबदार असतात. ही यंत्रणा आक्रमक परिस्थितीत कार्य करते आणि सतत उच्च गतिमान भार, उच्च गती आणि उष्णता यांच्या अधीन असते. कमी करणे जलद पोशाख चेसिसया भागासाठी, उत्पादन सामग्रीमध्ये बहुतेक वेळा निकेल आणि क्रोमियमसह उच्च प्रमाणात मिश्र धातु असते.
व्हॉल्व्हमधून प्रवाह आणि स्ट्रोकमधील संबंधित टक्केवारीतील बदल यांच्यातील संबंध म्हणून परिभाषित केले जाते जेव्हा व्हॉल्व्हद्वारे विभेदक दाब स्थिर ठेवला जातो. त्याची चाचणी विशेष प्रयोगशाळा चाचण्यांद्वारे केली जाते आणि विशिष्ट तक्त्यांद्वारे सादर केली जाते.
त्याची पावती मिळते भौमितिक वैशिष्ट्यव्हॉल्व्ह प्लग किंवा चेंबर फ्रेम फॉरमॅट आणि फास्ट ओपन, रेखीय, समान टक्केवारी किंवा सुधारित पॅराबॉलिक प्रकार असू शकतात. इंग्रजी कारखान्यांनी दर्जेदार घटक वापरले आणि, जर तुमचे वाल्व्ह मूळ असतील, तर ते रस्त्यावर दीर्घकालीन वापरासाठी किंवा मध्यम स्पर्धेसाठी योग्य असतील. जर तुम्हाला खरोखरच मोठ्या व्हॉल्व्हची गरज असेल, तर नवीन किंवा स्पोर्टियर इंजिनमधून व्हॉल्व्ह स्थापित करणे शक्य आहे.
डिव्हाइस वाल्व यंत्रणादोन मुख्य आहेत घटक घटक: हे डोके आणि शाफ्ट आहेत. हे कार घटक ट्यूलिप-आकाराचे, सपाट आणि बहिर्वक्र डोक्यासह येतात. रॉडच्या शेवटी शंकूच्या आकाराचे, आकाराचे किंवा दंडगोलाकार खोबणी असतात ज्यावर स्प्रिंग्स बसवतात. वाल्व यंत्रणा एक खराबी मुख्य प्रकटीकरण आहे, तसेच अस्थिर कामएकूण मोटर. स्टिकिंग आणि गॅप तयार झाल्यामुळे अशा प्रकारची खराबी उद्भवते. कार्बन डिपॉझिटमुळे देखील ही समस्या उद्भवू शकते;
इतर उत्पादकांकडून भाग वापरण्यासाठी कोणतेही विरोधाभास नाहीत, जर ते योग्यरित्या प्रक्रिया केले गेले असतील. तुम्ही मोठ्या अडचणीत येण्यापूर्वी, तुम्ही जे नियोजन करत आहात ते आधीच केले आहे त्यांच्यासाठी शोधणे चांगले. आपण कोणता वाल्व्ह निवडता, आपल्याला त्याची विश्वसनीयता तपासण्याची आवश्यकता आहे. इनटेक व्हॉल्व्हचे आयुष्य हलके असते, सक्शन वायूंनी थंड केले जाते. त्यामुळे त्याची पहिली गुणवत्ता टिकाऊ असेल. इनटेक वाल्वविशेष मिश्रधातूपासून बनविलेले, परंतु सर्व चांगले स्टील युक्ती करते. तुमच्याकडे योग्य चंद्रकोर असल्याची खात्री करा, शेपटी मार्गदर्शकाच्या व्यासावर आहे आणि ट्यूलिप त्याच्या आसनावर चौकोनी आहे.

खराबीचे आणखी एक लक्षण म्हणजे एक्झॉस्ट दरम्यान वाढलेला धूर उत्सर्जन. जीर्ण झालेल्या रॉडमुळे इंजिनचा अनैसर्गिक आवाज होईल.
एक्झॉस्ट वाल्वसह परिस्थिती वेगळी आहे. त्यामुळे हायस्पीड इंजिनमध्ये हा व्हॉल्व्ह सतत लाल रंगात चालू असू शकतो. या परिस्थितीत, धातूची आण्विक रचना बदलते. ही धातूशास्त्रीय घटना स्टीलला घट्ट होण्यास आणि शोषून घेण्यास अनुमती देते. तथापि, हा झडपा जागोजागी घट्ट आणि घट्ट होऊ नये असे आम्हाला वाटते कारण ते सैल, वाकलेले किंवा तुटलेले देखील होऊ शकते. उपाय म्हणजे स्टील वापरणे, जे त्याचे टिकवून ठेवते आण्विक रचनासर्व तापमानात: ऑस्टेनिटिक स्टील.
चुंबकीय चाचणीद्वारे हे शोधणे सोपे आहे कारण ते चुंबकीय नसलेले आहे. आपण वाल्वचे दोन भाग देखील करू शकता: ऑस्टेनिटिक ट्यूलिप आणि चुंबकीय शेपटी. याचे कारण असे की ऑस्टेनिटिक स्टील "चिकट" असते आणि ते कोरडे होऊन जलद झीज होते. शेपटी, जी तुलनेने स्थिर अक्षीय घर्षणाच्या अधीन असते लांब लांबी, सामान्य स्टील असू शकते. हे दोन-तुकड्यांचे व्हॉल्व्ह ट्यूलिपला वितळत नाही तोपर्यंत शेपटीला घासून तयार केले जातात, ज्यामुळे जवळजवळ परिपूर्ण वेल्ड आणि खूप मजबूत बनते.
वाल्व सीट दुरुस्त करण्यासाठी काउंटरसिंक आणि कटर - काय निवडायचे?
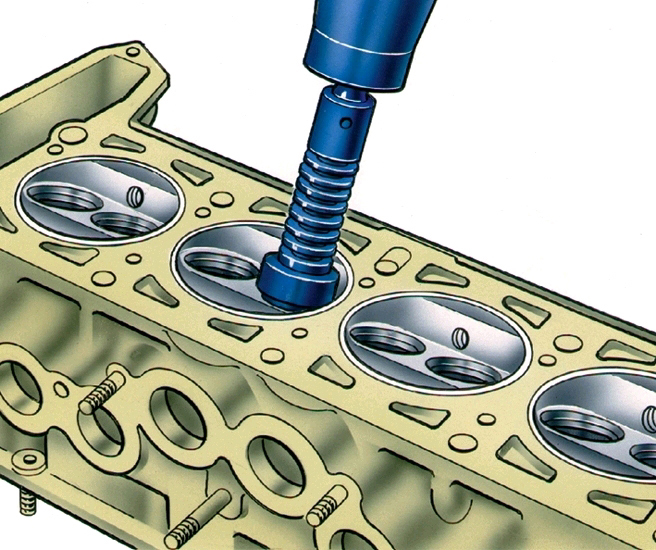
आपल्या स्वत: च्या हातांनी वाल्व सीट्स बदलण्यासाठी केवळ खडबडीत साधनच नाही तर जवळजवळ दागिने देखील आवश्यक आहेत - रोलर कटर किंवा काउंटरसिंक. ही अत्यंत विशेष साधने केवळ इंजिन दुरुस्तीसाठी वापरली जातात. अंतर्गत ज्वलन. व्हॉल्व्ह सीटसाठी कटरचा संच त्यांच्या अंतर्गत व्यासाचा इच्छित आकार काढण्यासाठी वापरला जातो.. हे ऑपरेशन आपल्याला प्लेटमधून घट्ट सील प्राप्त करण्यास अनुमती देते. वाल्व सीटवर अचूकपणे प्रक्रिया करण्यासाठी, हातात यंत्रणेचे रेखाचित्र असणे उचित आहे.
सामान्यतः वाल्व्ह अर्धा चंद्र धरतात. सर्वात सामान्य एक त्रिकोणी कट चालू मध्ये मशीन केलेल्या खोबणीत अडकतात वरचे टोकशेपूट दुसरा प्रकार ½ गोल प्रोफाइलमध्ये जोडला जातो. सैद्धांतिकदृष्ट्या, त्रिकोणी मशिनिंगमुळे व्हॉल्व्ह स्टेम अर्ध्यापेक्षा जास्त गोल आणि कमकुवत होते. अत्यंत प्रकरणेनुकसान होऊ शकते. दुसरीकडे, त्याचा परिधान मध्यम आहे, तर ½ गोल वेगवान आहे. स्पर्धेसाठी अर्धा फेरी राखून ठेवणे हा उपाय असू शकतो. आपल्या घरांमध्ये अर्धा चंद्र घालणे आवश्यक आहे आणि प्रयत्नांचे वितरण करण्यासाठी त्यांना सममितीयपणे ठेवणे आवश्यक आहे.

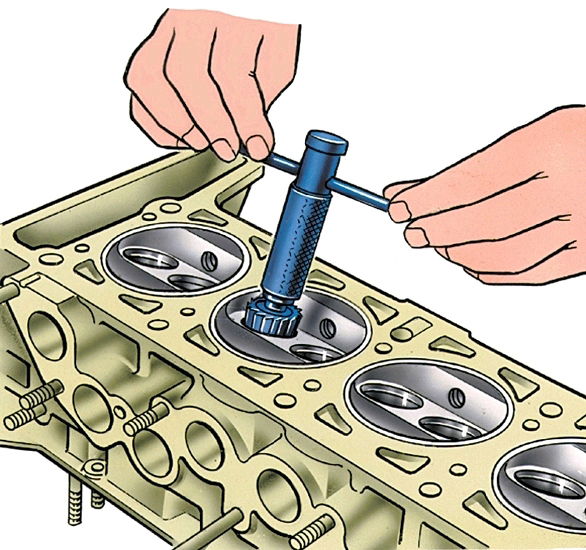
कटर मेटल सिलेंडरच्या स्वरूपात बनविला जातो, ज्यामध्ये एक छिद्र आणि दोन किंवा एक शंकूच्या आकाराचे पृष्ठभाग असते, त्याचा कोन 15 ते 60 अंशांपर्यंत बदलू शकतो; शंकूच्या पृष्ठभागावर incisors आहेत. वाल्व सीट दुरुस्त करण्यासाठी काउंटरसिंकचा संच कटरप्रमाणेच वापरला जातो, परंतु एक फरक आहे. काउंटरसिंक यांत्रिक आणि इलेक्ट्रिकल साधनांवर वापरले जाऊ शकते.
वाल्व मिसळण्याऐवजी त्याच्या अर्ध्या चंद्रासह बदलण्याची देखील शिफारस केली जाते. काही मशीन बिल्डर्स गॅस प्रवाह सुधारण्यासाठी ट्यूलिपवर उपचार करतात. तुम्हाला स्पर्धेसाठी असल्यास आग लावणाऱ्या बोल्ट्सची किंमत असेल. ते उच्च देखभालीच्या परिस्थितीत चांगले कार्य करतात आणि वायूंचे चांगले परिसंचरण प्रदान करतात. रेसिंग व्हॉल्व्ह रस्त्याच्या वापरासाठी योग्य नाहीत याची काळजी घ्या.
त्यांच्यापैकी काही मासे पकडण्यात खूप वेगवान आहेत, विशेषत: जे त्यांच्या कृपेमुळे थकले आहेत. आमच्या बुलेटसाठी लाइटन केलेले वाल्व्ह उपलब्ध आहेत. वाल्व्ह मार्गदर्शकांमध्ये सरकतात: कोणती सामग्री? कास्ट लोह, फॉस्फर कांस्य, ॲल्युमिनियम-कांस्य, निकेल-कांस्य? शिवाय, ऑस्टेनिटिक स्टीलसह देखील ते चांगले धरून ठेवते, जे आदर्शपणे ॲल्युमिनियम ब्राँझसह चांगले जोडते. कास्ट आयर्नमध्ये अनेक गुण आहेत जे पोशाखांना प्रतिकार करू शकतात: त्यात 3% ग्रेफाइट आहे, जे एक उत्कृष्ट स्नेहक आहे आणि त्याच्या संरचनेत तेलाचे अनेक साठे आहेत.

आपल्या स्वत: च्या हातांनी वाल्व सीट बदलणे - चला कामाची वैशिष्ट्ये पाहूया
हे ऑपरेशन दोन प्रकारे केले जाते. पहिला खडबडीत आहे, परंतु सर्वात सोपा आणि वेगवान आहे. हे अगदी आदिमतेने चालते: जुना झडप थकलेल्या सीटच्या अंगठीवर वेल्डेड केला जातो आणि नंतर रिंग हातोड्याने त्याच्या जागेच्या बाहेर फेकली जाते. पूर्णवेळ स्थितीसिलेंडर हेडमध्ये, तसे, ते खराब होऊ शकते, जे अत्यंत अवांछित आहे. पुढे नवीन दाबण्याची प्रक्रिया येते. मऊ मार्गअधिक कठीण, तथापि, महागड्या उपकरणांच्या हस्तक्षेपाशिवाय ते आपल्या गॅरेजमध्ये केले जाऊ शकते. या पद्धतीतील खोगीर काळजीपूर्वक मशीनवर चालू केले जाते. त्यानंतर आसनस्वच्छ आणि तीक्ष्ण देखील.
तथापि, गहन वापरासाठी, कांस्यचे त्याचे फायदे आहेत, सर्वात लक्षणीय म्हणजे उत्तम चालकता, त्यामुळे कॅलरी जलद बाहेर काढून थंड करणे चांगले आहे. त्याचप्रमाणे, कांस्यचा विस्तार ॲल्युमिनियमसारखाच आहे. अशा प्रकारे, कांस्य मार्गदर्शक ब्रीचमध्ये खेळण्यास कमी संवेदनशील असेल. शेवटी, वाल्वसाठी योग्य असलेल्या लहान तुकड्यांमध्ये मोडण्याची शक्यता कमी आहे.
खरंच, जर मार्गदर्शनाअभावी व्हॉल्व्ह जागेवर बसला नाही, तर तुम्हाला जेवढे नुकसान होईल त्यापेक्षा जास्त नुकसान होईल. चांगले कार्यप्रदर्शन अधिक जटिल स्त्रोतांचे समानार्थी आहे असे समजू नका. सह मोठे वाल्व्ह, उच्च लिफ्ट्स, मोठे कार्बोरेटर, आपण जड स्प्रिंग्सबद्दल विचार करू शकतो: ही चुकीची चांगली कल्पना आहे. कडक स्प्रिंग्स वापरून, तुम्ही शक्ती शोषून घेता आणि पुशरोड्सवर पोशाख वाढवता. स्प्रिंग सिलेक्शन ठरवणाऱ्या घटकांमध्ये इंजिनचा वेग, कॅम प्रोफाइल आणि व्हॉल्व्हचे वजन यांचा समावेश होतो.

जेव्हा नवीन आसन थंड होते आणि सिलेंडरचे डोके गरम केले जाते तेव्हाच विश्वसनीय दाबणे येते; या पद्धतीची संपूर्ण अडचण हीटिंग आणि कूलिंगमध्ये आहे; आपण हे कसे कराल याचा विचार करणे आवश्यक आहे. जर खोगीर पूर्णपणे घातला नसेल तर ते समायोजित केले जाऊ शकते. दुरुस्तीसाठी कटर वापरताना, प्रामुख्याने वेगवेगळ्या कोनांसह अनेक कटर वापरले जातात. प्रथम खडबडीत नोजल मॅन्डरेलवर ठेवले जाते, त्यानंतर गोलाकार हालचालीतसीट तयार करणे किंवा कटिंग केले जाते काउंटरसिंक्स त्याच प्रकारे वाल्व सीट्स कापण्यासाठी वापरले जाऊ शकतात.
खरं तर, आपण अधिक समाविष्ट करणार नाही उच्च मोडअपेक्षेपेक्षा. हाय लिफ्ट कॅम्स देखील उचलण्यासाठी जास्त वेळ घेतात आणि स्टॉकच्या पेक्षा जास्त व्हॉल्व्ह प्रवेग प्रदान करत नाहीत. उच्च लिफ्टसह पहा. जर तुम्हाला वाल्व स्ट्रोक आणि कप आणि मार्गदर्शक मधील उपलब्ध जागा यांच्यातील क्लिअरन्सबद्दल काही शंका असेल, तर तुम्ही जास्तीत जास्त लिफ्टवर व्हॉल्व्ह शिम्सच्या संचाने ते मोजले पाहिजे: जर सर्व शिम जोडणे किमान 2 मिमी असेल तर तुमच्याकडे नाही. एक समस्या, किमान स्वीकार्य 1 मिमी आहे.
त्यांची लांबी समायोजित करण्यासाठी, माझ्याकडे सिलेंडर हेड आणि खालच्या बाउलमध्ये 36 मिमी पर्यंत वेज वॉशरचा स्टँड आहे. बोल्ट कुठलाही असला तरी मला या लांबीने घाबरून जाण्यात कोणतीही अडचण नाही. कप खाली ठेवू नका. हा मोबाईल तयार करणे सोपे करण्यासाठी, ते हलक्या, पातळ व्हॉल्व्ह, टोपी नसलेले, ॲल्युमिनियमचे कप आणि पातळ स्प्रिंग्स यांचा समावेश असलेल्या स्वस्त स्पर्धा किटने बदलणे चांगले. साठी रॉकर्सचे वजन कमी करणे देखील मोहक आहे उच्च गती. त्यापैकी बहुतेक चांगले डिझाइन केलेले आणि तयार केले आहेत, म्हणून त्यांना कमकुवत केल्याशिवाय काही ग्रॅम मिळणे अशक्य आहे.

पुढे आम्ही पीसण्यासाठी पुढे जाऊ, यासाठी डिझाइन केलेले एक विशेष उपकरण वापरून चालते, ज्याच्या शेवटी एक शंकू आहे. सीट चेम्फरवर अपघर्षक पावडर किंवा पेस्ट लावली जाते. घर्षण कमीत कमी आवाज आणि पीसण्याचा आवाज येईपर्यंत ग्राइंडिंग केले जाते. पेस्ट किंवा पावडरचे अवशेष काळजीपूर्वक काढले जातात. डोके फिरवून त्यात रॉकेल ओतून कामाच्या दर्जाचे मूल्यांकन करता येते, जर ते बाहेर पडले नाही तर याचा अर्थ आम्ही खूप चांगले काम केले आहे.
आमच्याकडे एनफिल्ड रॉकर्स आहेत. भारतीय मानकांना कास्ट ब्लॉकमधून निअँडरथलने आकार दिल्याचे दिसते, ते भयंकर आहेत. पॅसेज वाढवून, सिलिंडरच्या डोक्यावरून बसण्यासाठी तेल आणून ते बदलले जाऊ शकतात. खरंच, हे चॅनेल लहान व्यासाचे मूळ आहे आणि चक्राच्या शेवटी तेलाच्या कणांच्या संचयामुळे ते अडकले जाऊ शकते, जे फिल्टर केलेले नाही. बीयरिंग्स 3 मिमी पर्यंत ड्रिल करणे पुरेसे आहे. कंपोझिट सील नेहमीच विश्वासार्ह नसतात आणि सिलेंडर हेड स्थापित करण्यापूर्वी ते पुन्हा घट्ट करणे आवश्यक असते.