(दस्तऐवज)
n1.doc
धडा 66. बियरिंग्जची दुरुस्ती
६.१. सपोर्ट बिअरिंग्जची दुरुस्ती
6.1.1. ठराविक डिझाईन्स आणि मूलभूत साहित्य समर्थन बीयरिंग
स्टीम टर्बाइन रोटर शाफ्ट सपोर्ट बियरिंग्समध्ये बसवलेले असते, जे शाफ्टिंगच्या स्वतःच्या वजनातून स्टेटर भाग रेडियल भार ओळखतात आणि प्रसारित करतात; त्याचे असंतुलित केंद्रापसारक शक्तीआणि चुकीचे संरेखन; प्रवाह मार्ग आणि टर्बाइनच्या सीलमध्ये उद्भवणारी वायुगतिकीय शक्ती.
एटी स्टीम टर्बाइनफक्त अर्ज करा द्रव घर्षणासह साधे बीयरिंग,ज्यामध्ये सामान्य ऑपरेशन दरम्यान फिरणारे आणि स्थिर भागांमध्ये वंगणाचा पातळ थर असतो.
अंजीर वर. 6.1 सपोर्ट बेअरिंगची मूळ रचना दाखवते. लाइनरच्या बोरमध्ये, खालच्या (3) आणि वरच्या भागांचा समावेश होतो (6) लाइनरचा अर्धा भाग, रोटरची मान फिरते 11. घाला शरीरात स्थापित केले आहे 2. बेअरिंगला होणारा तेल पुरवठा समायोज्य ब्लॉकमध्ये थ्रॉटल रेस्ट्रिक्टरद्वारे नियंत्रित केला जातो 5 . वापरलेले तेल रेडियल गॅपमधून पिळून काढले जाते आणि बेअरिंग हाऊसिंगमध्ये वाहते, तेथून ते ऑइल ड्रेन पाईपद्वारे तेल टाकीमध्ये टाकले जाते.
एटी विविध डिझाईन्सस्टीम टर्बाइनचा वापर केला जातो रिमोट बेअरिंग हाऊसिंग(खुर्च्या) ज्या सिलेंडर्सपासून स्वतंत्रपणे त्यांच्या फाउंडेशन फ्रेमवर स्थापित केल्या आहेत, किंवा अंगभूत बेअरिंग हाउसिंग,जे थेट वेल्डेड सिलेंडरच्या डिझाइनमध्ये वेल्डेड केले जातात आणि त्यांच्यासह एक संपूर्ण तयार करतात.
बेअरिंग हाउसिंगच्या आत स्थित आहेत:
लाइनर आणि ऑइल ड्रेनसाठी अंगभूत तेल पुरवठा प्रणाली;
बेअरिंग हाऊसिंगमधून रोटर्सच्या बाहेर पडण्याच्या बिंदूंवर स्थित ऑइल सील (ऑइल बॅफल रिंग) आणि रोटर्सच्या बाजूने तेल गळती रोखण्यासाठी डिझाइन केलेले;
बेअरिंग हाऊसिंगच्या अंतर्गत पोकळीला लाइनर्सच्या स्थापनेच्या ठिकाणी कंपार्टमेंटमध्ये विभाजित करणारे विभाजने आणि कपलिंगचे स्थान, जे तेलाच्या फोमिंगला प्रतिबंधित करते.
रिमोट बेअरिंग हाऊसिंग (खुर्च्या) थेट कास्ट-लोह फाउंडेशन फ्रेमवर स्थापित केल्या जातात आणि त्याच वेळी रोटर्सला आधार देण्याच्या कार्यासह, सिलेंडरला आधार देण्याचे कार्य करतात. सिलेंडर खुर्च्यांवर त्यांच्या पंजेसह विसावलेले असतात आणि त्यांच्याशी कॅन्टीलिव्हर्ड आणि उभ्या डोव्हल्सच्या प्रणालीद्वारे जोडलेले असतात. फाउंडेशन फ्रेमच्या सापेक्ष, बेअरिंग हाऊसिंग आडवा दिशेने अनुदैर्ध्य कीच्या सहाय्याने निश्चित केले जाते आणि रोटरच्या संरेखनात अडथळा न आणता थर्मल विस्तार झाल्यास फाउंडेशन फ्रेमच्या बाजूने सरकण्याची क्षमता असते. अंजीर वर. 6.2 उदाहरण म्हणून टर्बाइन थ्रस्ट बेअरिंग हाऊसिंगचा खालचा अर्धा भाग दाखवतो. पत्करणे housings शीर्षस्थानी आधुनिक टर्बाइनअंगभूत आपत्कालीन तेल टाक्या जे आपत्कालीन परिस्थितीत बंद असताना टर्बाइन बेअरिंगला तेल पुरवठा करतात.
इंटिग्रेटेड बेअरिंग हाऊसिंग (बेअरिंग हाऊसिंग) वेल्डेड सिलेंडर्ससह अविभाज्य असतात कमी दाबआणि फाउंडेशन फ्रेमवर सिलेंडर्ससह एक सामान्य समर्थन प्रणाली आहे. अंजीर वर. 6.3 K-300-240 LMZ टर्बाइनच्या LPC च्या एक्झॉस्ट पाईपमध्ये बिल्ट-इन सपोर्ट बेअरिंग हाउसिंग दर्शविते.
टर्बाइन टर्निंग डिव्हाइस (TLU) सामान्यत: कमी-दाब असलेल्या सिलेंडर बियरिंग्सच्या गृहनिर्माण कव्हरमध्ये तयार केले जाते, जे स्टार्ट-अप दरम्यान टर्बाइन गरम झाल्यावर आणि जेव्हा ते थांबल्यानंतर थंड होते तेव्हा रोटर्स चालू करण्यासाठी डिझाइन केलेले असते.
सध्या, KhTZ, TMZ आणि KTZ टर्बाइनसाठी सर्व बेअरिंग हाउसिंग वेल्डेड आहेत. जुन्या डिझाईन्सच्या टर्बाइनमध्ये (70 च्या दशकाच्या मध्यापूर्वी उत्पादित) आणि सर्व एलएमझेड टर्बाइनमध्ये, रिमोट बेअरिंग हाऊसिंग उच्च-गुणवत्तेच्या कास्ट आयर्न ग्रेड SCh-21-40 चे बनलेले असतात.
घाला बेअरिंग हाऊसिंगमध्ये स्थापित केले आहे. टर्बाइन बेअरिंग शेल टिकाऊपणा, ऑपरेशनमध्ये ताकद, घर्षण नुकसानाची तीव्रता आणि त्यांच्या स्थापनेची सर्वोच्च संभाव्य अचूकता यासाठी कठोर आवश्यकतांच्या अधीन आहेत. या काटेकोरपणे नियमन केलेल्या निर्देशकांमधील कोणतेही विचलन, नियम म्हणून, टर्बाइनचे कंपन वाढवते.
सपोर्ट बेअरिंग शेल्स नॉन-समायोज्य आणि समायोज्य मध्ये विभागलेले आहेत.
नॉन-समायोज्य बेअरिंग शेल,अंजीर मध्ये दर्शविले आहे. 6.4, बेअरिंग हाऊसिंगच्या बोअरमध्ये घट्ट बसवले जाते आणि रोटर्सचे केंद्रीकरण करताना लाइनरच्या बॅबिट बोअरच्या अक्षाचे विस्थापन लाइनरच्या कार्यरत पृष्ठभागाच्या विक्षिप्त कंटाळवाण्याद्वारे किंवा संपूर्ण बेअरिंग हाउसिंग हलवून साध्य केले जाऊ शकते. . टर्बाइनमध्ये या प्रकारचे लाइनर आधुनिक डिझाईन्सक्वचितच लागू.
____________________________________________________________
तांदूळ. ६.१. हाऊसिंगमध्ये सपोर्ट बेअरिंग शेल स्थापित करणे:
1,4,8 - समायोज्य समर्थन पॅड; 2 - बेअरिंग शेल; 3 - घालण्याचा खालचा अर्धा भाग; 5 - ऑइल सप्लाई होल आणि थ्रॉटल वॉशरसह समायोज्य सपोर्ट ब्लॉक; 6 - घाला च्या वरच्या अर्धा; 7 - बेअरिंग हाउसिंग कव्हर; 9 - तेल पुरवठा चॅनेल; 10 - समायोज्य गॅस्केट; 11 - रोटरचा आधार मान


आर 
समायोज्य बेअरिंग शेलबेलनाकार बाह्य पृष्ठभागामध्ये विशेष सॉकेट्स आहेत, ज्यामध्ये स्क्रूवर ऍडजस्टिंग पॅड स्थापित केले जातात आणि लाइनरची बाह्य पृष्ठभाग स्वतःच बेअरिंग हाउसिंगमधील बोअरच्या संबंधित परिमाणांपेक्षा लक्षणीय लहान रेषीय परिमाणांसह बनविली जाते. रोटर्सच्या मध्यभागी ठेवण्यासाठी आवश्यक असलेल्या या बेअरिंग शेल्सची रेडियल हालचाल समायोजित करणार्या शूजच्या खाली स्टील शिम्स स्थापित करून साध्य करता येते.
अंजीर वर. 6.5, उदाहरण म्हणून, LMZ टर्बाइनसाठी समायोज्य समर्थन लाइनर दर्शविला आहे. घालामध्ये दोन भाग असतात 1 आणि 3, चार बोल्ट सह shafting घालणे नंतर fastened 2 . इन्सर्टमध्ये बॅबिट फिलिंग आहे (कंटाळवाणे) 7 . लाइनरच्या वरच्या अर्ध्या भागात तेल-वितरक खोबणी 9 बनविली जाते आणि कनेक्टरच्या स्तरावर, तेल पुरवठ्याच्या ठिकाणी, तेल-वितरण पॉकेट 6 असते. लाइनरचा खालचा अर्धा भाग तीन वर बसविला जातो. ब्लॉक समायोजित करणे 4 बेलनाकार बाह्य पृष्ठभागासह. पॅड स्क्रूसह घालण्यासाठी जोडलेले आहेत. पॅड आणि लाइनर दरम्यान स्पेसर्स 5 स्थापित केले आहेत, ज्याची जाडी बदलून संरेखन दरम्यान बेअरिंग हाउसिंगच्या संबंधात लाइनरची स्थिती बदलणे शक्य आहे. बेअरिंग हाऊसिंगमध्ये बुशिंगला घट्ट पकडण्यासाठी वरच्या शूचा वापर केला जातो. अनेक टर्बाइनवर, बोअरला तेल पुरवठा नियंत्रित करणारे थ्रॉटल वॉशर लाइनरच्या खालच्या अर्ध्या भागात किंवा खालच्या शूमध्ये बनवलेल्या विशेष खोबणीमध्ये स्थापित केले जाते (या प्रकरणात, या बुटाखालील गॅस्केट देखील असणे आवश्यक आहे. तेल पुरवठा छिद्र).
अंजीर वर. 6.6 KhTZ टर्बाइनचे थ्रस्ट बेअरिंग दाखवते. या बेअरिंगच्या बुशिंगमध्ये गोलाकार बाह्य पृष्ठभाग असतो आणि तो बेअरिंग हाऊसिंगमध्ये नाही तर एका पिंजऱ्यात स्थापित केला जातो, जो ब्लॉक्सच्या मदतीने बेअरिंग हाऊसिंगमध्ये स्थिर आणि मध्यभागी असतो. 3 आणि खाली 2 स्पेसर. अशा आवेषण म्हणतात स्वयं-संरेखित.सेल्फ-अलाइनिंग बुशिंगचा बॅबिट बोर नेहमी रोटर नेकच्या स्थितीशी संबंधित स्थितीत असतो जेव्हा रोटर त्यावर ठेवला जातो. स्वयं-संरेखित बीयरिंग पिंजरा हलवून मध्यभागी आहेत.
एटी स्टीम टर्बाइनकमी-फ्रिक्वेंसी कंपनच्या घटना टाळण्यासाठी मोठ्या युनिट पॉवरचा वापर केला जातो सेगमेंट बेअरिंग्ज,जे समायोज्य धारक आहेत ज्यामध्ये चार किंवा अधिक स्व-संरेखित समर्थन विभाग आहेत. अंजीर वर. ६.७, ६.७, aएलएमझेड आणि केएचटीझेड डिझाइनचे सेगमेंट केलेले बीयरिंग दर्शविले आहेत.
सेगमेंटेड बेअरिंगची कार्यरत पृष्ठभाग 4...6 जंगम इन्सर्ट - सेगमेंटमध्ये विभागली जाते, ज्यापैकी प्रत्येकामध्ये कठोर आधार आणि बॅबिट वेल्डिंगसह सुसज्ज पातळ अस्तर असतात. बेअरिंग एलिमेंट्स (खालच्या भागांसाठी रिंग सेट करा आणि उर्वरित भागांसाठी बेअरिंग कव्हर) बिंदूशी जवळीक साधण्यासाठी मागील बाजूस एक गोलाकार पृष्ठभाग आहे. सेगमेंट सपोर्ट आणि बेअरिंग एलिमेंट यांच्यातील गोलाकार इंटरफेसची उपस्थिती त्यांचे सेल्फ-केंद्रित करणे, सेगमेंटचे परिघीय दिशेने स्विंग करण्याचे स्वातंत्र्य आणि बेअरिंग अक्ष आणि शाफ्ट जर्नलच्या संभाव्य ऑपरेशनल चुकीच्या अलाइनमेंटसाठी काही भरपाई सुनिश्चित करते.
एलएमझेड डिझाइनचे सेगमेंट बियरिंग्ज (चित्र 6.7) ऑइल बाथमध्ये कार्य करतात.
केएचटीझेड डिझाइनचे सेगमेंट बियरिंग्ज, अंजीर. ६.७, aनोजल वापरून प्रत्येक विभागाला सक्तीने तेल पुरवठा प्रणालीसह कार्य करा 3 वरच्या भागांना आणि बुशिंगद्वारे विशेष तेल पुरवठा 13, पुढे आच्छादनाखाली 17, विभागांमध्ये 11 आणि आच्छादन 12 शाफ्टच्या मानेपर्यंत. बॅरिंगवर टर्बाइन रोटरच्या रोटेशन दरम्यान घर्षण नुकसान कमी करण्यासाठी, या बेअरिंगचे खालचे भाग हायड्रॉलिक लिफ्ट सिस्टमसह सुसज्ज आहेत.
बेअरिंग घटक खालील सामग्रीपासून बनविलेले आहेत. बेअरिंग शेल SCH-21-40 कास्ट लोहापासून बनलेले असतात. सेल्फ-अलाइनिंग, एकत्रित आणि सेगमेंटेड बीयरिंग्स तसेच धारक कमी-कार्बन स्टील ग्रेड सेंटच्या फोर्जिंगपासून बनविलेले असतात. 10, कला. १५.
बियरिंग्ज भरण्यासाठी अँटीफ्रक्शन सामग्री म्हणून, बी-83 ब्रँड बॅबिट वापरला जातो, ज्यामध्ये खालील रचना आहे,%: कथील - 83, सुरमा - 11, तांबे - 6.
कार्यरत पृष्ठभागाचा व्यास - स्टीम टर्बाइनमध्ये वापरल्या जाणार्या सर्व प्रकारच्या सपोर्ट बियरिंग्जचा बॅबिट बेड (पुढील कंटाळवाणा) - रोटर नेकपेक्षा थोडा मोठा व्यास आहे, जो ऑइल वेजच्या निर्मितीसाठी आवश्यक आहे. डिझाइननुसार, तयार केलेल्या ऑइल वेजच्या संख्येवर अवलंबून, बोरिंग्स सिंगल-वेज (बेलनाकार), दोन-वेज (लंबवर्तुळाकार, ज्याला लिंबू म्हणतात) आणि मल्टी-वेज (सेगमेंट) मध्ये विभागले जातात.
ओ 
सह पाचर घालून घट्ट बसवणे linersदंडगोलाकार बोअर (चित्र 6.8, a) प्रामुख्याने कमी-शक्तीच्या टर्बाइनच्या थ्रस्ट बेअरिंगसाठी वापरले जातात. अलीकडे पर्यंत, रोटर नेकचा व्यास विचारात न घेता, जनरेटर आणि जनरेटर एक्सिटर्सच्या सर्व बीयरिंगवर दंडगोलाकार बोअर्स देखील वापरल्या जात होत्या. एटी गेल्या वर्षेरोटर नेकच्या मोठ्या व्यासाच्या रोटरसाठी इलेक्ट्रिक मशीन-बिल्डिंग प्लांट्सने लंबवर्तुळाकार बोअर्स वापरण्यास सुरुवात केली.
300 मिमी पेक्षा जास्त रोटर नेक व्यास असलेल्या जवळजवळ सर्व आधुनिक टर्बाइन्स सपोर्ट बेअरिंग वापरतात दोन पाचर- लिंबू (लंबवर्तुळाकार)कंटाळवाणा लाइनर (चित्र 6.8.6).
सेगमेंट बेअरिंग्जमध्ये (चित्र 6.8, सी), अनेक तेल वेज तयार केले जातात (खंडांच्या संख्येनुसार). वरच्या भाग आणि रोटर दरम्यान एक विश्वासार्ह ऑइल वेज तयार करण्यासाठी, रोटर आणि वरच्या शूज दरम्यान स्थापित केलेल्या मंजुरीला खूप महत्त्व आहे. वरच्या विभागातील मंजुरीचे समायोजन बेअरिंगवरील प्रीलोडसह इतर सर्व समायोजनांनंतर केले जाणे आवश्यक आहे, कारण या कामांच्या कार्यप्रदर्शनादरम्यान, बेअरिंग भागांचे विकृतीकरण आणि त्यानुसार, वरच्या पॅडमधील मंजुरींमध्ये बदल. शक्य आहे. 

टर्बाइनच्या कंपनाची विश्वासार्हता सुनिश्चित करण्यासाठी, वनस्पतीच्या रेखाचित्रांमध्ये निर्दिष्ट केलेल्या लाइनरच्या बोरचा आकार आणि परिमाणे अचूकपणे जुळणे आवश्यक आहे.
 बोअरची भौमितीय परिमाणे उत्पादकांद्वारे निर्धारित केली जातात आणि त्यांची सरासरी मूल्ये खालील सूत्रांद्वारे निर्धारित केली जाऊ शकतात.
बोअरची भौमितीय परिमाणे उत्पादकांद्वारे निर्धारित केली जातात आणि त्यांची सरासरी मूल्ये खालील सूत्रांद्वारे निर्धारित केली जाऊ शकतात.
1. दंडगोलाकार कंटाळवाण्यांसाठी:
D rast = 1.002 X D w;
जेथे डी रास्ट - लाइनरच्या बोरचा व्यास; D w हा रोटर नेकचा व्यास आहे.
या प्रकरणात, मान आणि बॅबिटमधील अंतर असेल:
अप्पर H \u003d 0.002 X L w;
बाजूकडील (डावीकडे, उजवीकडे) L \u003d P \u003d 0.001 X L w.
2. लिंबू कंटाळवाणा साठी:
अप्पर B \u003d (0.001-0.0015) X L w;
पार्श्व L \u003d P \u003d 0.002 X D w.
तांत्रिकदृष्ट्या, लिंबू कंटाळवाणे व्यास मध्ये babbitt घाला कंटाळवाणे करून केले जाते
D rast \u003d D w + L + P \u003d 1.004 X D w.
आवश्यक शीर्ष मंजुरी राखण्यासाठी, ची जाडी असलेली गॅस्केट ट:
ट = L + P - V \u003d 0.004 X L w - (0.001-0.0015) X L w.
टेबलमध्ये. 6.1 बेअरिंगमधील अंतरांच्या आकारासाठी आणि लाइनर्सच्या शिफारस केलेल्या बोर व्यासांसाठी उत्पादकांच्या आवश्यकता दर्शविते.
तक्ता 6.1
तक्ता 6.1 काही सपोर्ट बेअरिंगमधील क्लिअरन्स आणि त्यांच्या उत्पादनादरम्यान बॅबिटच्या बोरिंगचा व्यास
| रोटर नेक व्यास एल w मिमी | अंतर आकार | लाइनर कंटाळवाणा व्यास डी रास्ट, मिमी | कंटाळवाणा शिम जाडी ट, मिमी | निर्माता |
|
| बाजूची मंजुरी b, मिमी | वरचे अंतर मध्ये, मिमी |
||||
| 280 | 0,45...0,5 | 0,3...0,35 | 281,1 +0 , 05 | 0,80 | LMZ |
| 300 | 0,5...0,6 | 0,35…0,4 | 301,2 +0 , 05 | 0,85 | |
| 325 | 0,65...0,7 | 0,4...0,45 | 326,3 +0 , 05 | 0,90 | |
| 350 | 0,7...0,75 | 0,4...0,45 | 351,4 +0 ,0 5 | 1,00 | |
| 360 | 0,7...0,75 | 0,4...0,45 | 361,4 +0 , 05 | 1,00 | |
| 240 | 0,5…0,55 | 0,25...0,35 | 241,1 +0 , 05 | 0,85 | TMZ |
| 280 | 0,55...0,6 | 0,30...0,40 | 281,2 +0,05 | 0,90 | |
| 300 | 0,57...0,62 | 0,30...0,40 | 301,2 +0,05 | 0,90 | |
| 325 | 0,60...0,67 | 0,30...0,45 | 326,3 +0,05 | 1,00 | |
| 360 | 0,67...0,72 | 0,35..0,45 | 361,4 +0,05 | 1,05 | |
6.1.2. वैशिष्ट्यपूर्ण दोषसपोर्ट बेअरिंग्ज आणि त्यांच्या दिसण्याची कारणे
बियरिंग्जची पुनरावृत्ती, दुरुस्ती आणि नियंत्रण असेंब्लीच्या प्रक्रियेत, दोष आढळले आहेत जे दूर करणे आवश्यक आहे. सर्वात सामान्य दोष खालीलप्रमाणे आहेत.
babbitt कंटाळवाणा विकासऑपरेशन दरम्यान, नियमानुसार, कमी रोटर गतीवर स्थिर तेल वेज नसल्यामुळे अर्ध-कोरड्या घर्षणाच्या परिस्थितीत टर्बाइन युनिटच्या स्टार्ट-अप आणि शटडाउन दरम्यान उद्भवते; आउटपुटचे प्रमाण मुख्यत्वे स्टार्ट आणि स्टॉपची संख्या, तेलाची गुणवत्ता आणि थ्रस्ट बियरिंग्जवरील रोटरच्या वजनापासून लोडचे वितरण यावर अवलंबून असते.
बॅबिटचे यांत्रिक पोशाखत्यावर अंगठीच्या खुणांच्या घटनेसह, हे सामान्यत: यांत्रिक अशुद्धतेच्या उच्च सामग्रीसह पूरग्रस्त तेल किंवा तेलाच्या वापरासह टर्बाइनच्या ऑपरेशनच्या परिणामी उद्भवते.
लाइनरच्या बॅबिट फिलिंगची अलिप्तता babbitt किंवा खराब-गुणवत्तेचे भरणे झाल्यामुळे उद्भवते उच्चस्तरीयटर्बाइन युनिटच्या वाढलेल्या कंपनासह डायनॅमिक भार.
अ) लाइनरच्या बोरमध्ये वाढलेली अंतर;
ब) थर्मल चुकीचे संरेखन आणि रोटरच्या परिणामी कंपनाचा परिणाम म्हणून बेअरिंगवरील भारांचे पुनर्वितरण.
babbitt कंटाळवाणा EDM पोशाखटर्बाइनच्या भागांच्या अवशिष्ट चुंबकीकरणामुळे किंवा जनरेटरच्या मागील बेअरिंगच्या क्षेत्रामध्ये इन्सुलेशनच्या कमतरतेमुळे (मागील खुर्ची - पाया फ्रेम, मागील बेअरिंगहायड्रोजन सील - त्याचे शरीर).
बॅबिट फिलिंगचे आंशिक वितळणे किंवा पूर्ण वितळणे सह आधार बियरिंग्सचे नुकसानघडते:
ब) रोटर्सच्या थर्मल मिसलाइनमेंट (टर्बाइनच्या थर्मल विस्तारात अडथळा) परिणामी बीयरिंगवरील लोडचे पुनर्वितरण.
लाइनरच्या बॅकिंग पॅड आणि शिम सेटचे नुकसान सहसा खालील कारणांमुळे होते:
अ) बेअरिंगच्या असेंब्लीमध्ये दोष (सपोर्ट पॅडच्या फास्टनर्सचे कमकुवत घट्टपणा आणि परिणामी, बेअरिंगवर हस्तक्षेप नसणे);
ब) लाइनरच्या बोअरला सपोर्ट पॅडचे खराब-गुणवत्तेचे फिट; बेअरिंगवर ताण नसणे;
सी) थर्मल चुकीच्या संरेखनाच्या परिणामी बेअरिंगवरील भारांचे पुनर्वितरण; रोटर्स ("पेंडुलम") च्या मोठ्या टोकदार चुकीच्या संरेखनाची उपस्थिती.
बेअरिंग हाऊसिंगच्या बोअर्सच्या बेअरिंग पृष्ठभागांचे नुकसान.
सेल्फ-अलाइनिंग थ्रस्ट बीयरिंग्स आणि थ्रस्ट बीयरिंग्सच्या क्षेत्राचे नुकसानयामुळे उद्भवते:
ब) थर्मल चुकीच्या संरेखनाच्या परिणामी बेअरिंगवरील भारांचे पुनर्वितरण;
क) कठोर "पेंडुलम" कपलिंगसह रोटर्सच्या जोडीच्या अक्षांमध्ये ब्रेकची उपस्थिती (कप्लिंग हाल्व्ह्सच्या एंड-फेस ब्रेकेजमुळे किंवा कपलिंग फास्टनर्सच्या अयोग्य घट्टपणामुळे).
शाफ्ट तेल गळतीयामुळे उद्भवते:
अ) ऑइल सीलच्या ऍन्टीनाच्या बाजूने वाढलेले अंतर, ऑपरेशन दरम्यान ऍन्टीनाच्या परिधानामुळे, तसेच स्थापना आणि दुरुस्ती दरम्यान अंतर खराब-गुणवत्तेचे फिट;
ब) जास्त दबावबेअरिंग हाऊसिंगमध्ये;
सी) ऑइल सील कनेक्टर्समध्ये नुकसानीची उपस्थिती (वीण पृष्ठभागांची सपाटता नसणे).
बेअरिंग हाउसिंग कव्हरच्या कनेक्टरमध्ये तेल गळतीखालील कारणांमुळे उद्भवू शकते:
अ) कनेक्टर्समध्ये यांत्रिक नुकसान किंवा वीण पृष्ठभागांची सपाटता नसणे;
ब) कव्हर आणि लाइनर दरम्यान अतिरिक्त घट्टपणा वाढणे;
क) खराब-गुणवत्तेचे कनेक्टर असेंब्ली किंवा सीलिंग सामग्रीची कमतरता;
ड) बुडलेल्या तेलाच्या सीलच्या रेखीय परिमाणांचे त्याच्यासाठी बोअरच्या परिमाणांचे पालन न करणे.
बेअरिंग हाऊसिंग, तेल पुरवठा पाइपलाइनमधील क्रॅकमध्ये तेलाची गळती.
बेअरिंग लाइनर्सच्या खाली असलेल्या बोअरचे नुकसान,सहसा खालील कारणांमुळे होते:
ब) लाइनर्सच्या सपोर्ट पॅडची खराब-गुणवत्तेची असेंब्ली आणि परिणामी, घट्टपणाची कमतरता;
सी) बेअरिंग हाऊसिंगच्या बोअरला सपोर्ट पॅडच्या संपर्काच्या आवश्यक क्षेत्राची अनुपस्थिती;
ड) पिंजऱ्याच्या गोलाकारांवर फिट नसणे आणि सेल्फ-अलाइनिंग बेअरिंगचे बुशिंग आणि परिणामी, हस्तक्षेपाची अनुपस्थिती;
ई) कंटाळवाण्यांचे इलेक्ट्रोरोसिव्ह पोशाख.
वाढलेली महत्त्वाची मंजुरी(सर्वप्रथम - उभ्या आणि कॅंटिलीव्हर डोव्हल्समध्ये).
६.१.३. थ्रस्ट बियरिंग्जच्या दुरुस्तीदरम्यान मुख्य ऑपरेशन्स केले जातात
6.1.3.1. बेअरिंग हाऊसिंग उघडणे, त्यांची पुनरावृत्ती आणि दुरुस्ती
सर्वात एक महत्त्वपूर्ण ऑपरेशन्सज्याकडे जास्तीत जास्त लक्ष दिले पाहिजे ते म्हणजे बेअरिंग हाऊसिंग्ज उघडणे आणि त्यांचे वेगळे करणे. बेअरिंग हाऊसिंग कव्हर उघडताना, बेअरिंग शेल (पिंजरा) च्या वरच्या पॅडवरील घट्टपणा तपासणे खूप महत्वाचे आहे आणि बेअरिंग स्वतःच वेगळे करताना, वरच्या आणि बाजूच्या क्लिअरन्स मोजणे आणि फिट तपासणे आवश्यक आहे. बेअरिंग हाऊसिंगच्या बोरला सेंटींग पॅड. ही माहिती दुरुस्तीपूर्वी टर्बाइन युनिटच्या ऑपरेशनचे विश्लेषण करण्यासाठी आणि आवश्यक प्रमाणात दुरुस्तीसाठी निर्णय घेण्यासाठी दोन्ही आवश्यक आहे. हे मोजमाप दुरुस्ती लॉगमध्ये रेकॉर्ड करणे आवश्यक आहे.
बेअरिंग्ज आणि ऑइल सील वेगळे केल्यानंतर, बेअरिंग हाऊसिंग तेल आणि गाळ साठून स्वच्छ केले जाते आणि कनेक्टर बेकलाइटने साफ केले जातात.
बेअरिंग हाऊसिंगच्या सर्व वीण पृष्ठभाग दृश्य तपासणी आणि पुनरावृत्तीच्या अधीन आहेत:
गृहनिर्माण आणि बेअरिंग कव्हरचे क्षैतिज पृथक्करण (नियंत्रण असेंब्लीसह आणि कनेक्टरची घट्टपणा तपासणे);
तेल सील साठी कंटाळवाणे;
बेअरिंग शेल्सच्या स्थापनेसाठी सपोर्टिंग आणि थ्रस्ट पृष्ठभागांचे कंटाळवाणे.
ऑपरेशन दरम्यान बेअरिंग हाऊसिंगमधून तेल गळती झाल्यास, बारीक रॉकेलपरीक्षा बेअरिंग हाऊसिंगमध्ये क्रॅकसाठी संभाव्य गळती.
प्रशासकीय दस्तऐवजाच्या आवश्यकतांनुसार, दुरुस्तीच्या कालावधीत, इंटरफेस नोड्सचे ऑडिट आणि दुरुस्ती करणे आवश्यक आहे. काही प्रकरणांमध्ये, खुर्च्या काढून टाकल्या जातात पूर्ण नूतनीकरणस्लाइडिंग पृष्ठभाग आणि की केलेले कनेक्शन. या ऑपरेशन्सची चर्चा धडा 11 मध्ये केली आहे, थर्मल विस्तार प्रणालीच्या ऑपरेशनच्या सामान्यीकरणासाठी समर्पित आहे.
6.1.3.2. पुनरावृत्ती घाला
बेअरिंग हाऊसिंग वेगळे केल्यानंतर, बेअरिंग शेल काढले जातात, ते सुधारित केले जातात, दृष्यदृष्ट्या तपासले जातात आणि दुरुस्त केले जातात.
बेअरिंग शेलचे ऑडिट करण्यासाठी, ते घाण, तेल गाळ आणि काजळीपासून स्वच्छ केले जाते. ऑडिटसोबतच व्हिज्युअल तपासणीही केली जाते.
येथे व्हिज्युअल तपासणी बियरिंग्ज, विशेष लक्ष दिले पाहिजे:
बॅबिट भरण्याच्या स्थितीवर आणि यांत्रिक नुकसानाच्या अनुपस्थितीवर (बॅबिटच्या पृष्ठभागावर कोणतेही ओरखडे, ओरखडे, क्रॅक, शेल, निक्स, डेलेमिनेशन आणि यांत्रिक समावेश नसावेत);
लाइनरच्या बॅबिट फिलिंगच्या विकासाचे स्वरूप (त्याच्या आकार आणि स्थानानुसार, ऑपरेशन दरम्यान टर्बाइनच्या ऑपरेशनच्या वैशिष्ट्यांचा न्याय करू शकतो);
लाइनरच्या शरीरासह बॅबिट भरण्याच्या कनेक्शनची घट्टपणा;
बॅबिटच्या पृष्ठभागावर दाबून लाइनरच्या शरीरासह बॅबिट फिलिंगच्या कनेक्शनची घट्टपणा तपासली जाते. त्याच वेळी, त्याखाली तेल बाहेर पडू नये आणि बॅबिट फिलिंगला लीड हॅमरने यांत्रिकपणे टॅप केल्यावर, कोणताही खडखडाट न करता शुद्ध धातूचा आवाज ऐकू आला पाहिजे (रॅटलिंग हे लाइनरच्या शरीरातून बॅबिट भरण्याचे अंतर दर्शवते. ). संशयास्पद प्रकरणांमध्ये, केरोसीन चाचणी पद्धतीचा वापर करून बॅबिट फिलिंगची घनता तपासणे लागू केले जाऊ शकते. हे करण्यासाठी, लाइनर 1 ... 2 तास केरोसीनमध्ये बुडविले जातात, त्यानंतर ते कोरडे पुसले जातात आणि कनेक्टर आणि टोक पाण्यात पातळ केलेल्या टूथ पावडरने रंगवले जातात. खडूच्या कोटिंगच्या पांढऱ्या पार्श्वभूमीवर बॅबिट फिलिंगमध्ये काही अंतर असल्यास, काही काळानंतर बॅबिट आणि लाइनरच्या बेस मेटलच्या जंक्शनवर एक गडद रेषा दिसून येईल. सध्या, वरील पद्धतींसह, अल्ट्रासोनिक कंट्रोलचा वापर लाइनरच्या बेस मेटलसह (जेव्हा ते रिफिल केले जाते) बॅबिटच्या चिकटपणाची (आसंजन) गुणवत्ता नियंत्रित करण्यासाठी केला जातो.
बॅबिट बोरच्या भूमितीची शुद्धता (पोशाख नसणे) विशिष्ट इन्सर्ट आणि पेंटच्या बोरच्या आकारानुसार बनविलेल्या विशेष गेजद्वारे तपासली जाते.
जर काम आढळले तर ते बॅबिट जास्त वाढवून किंवा खरवडून काढून टाकले पाहिजे. विकास दूर करण्याचा मार्ग त्याच्या आकारावर अवलंबून असतो, तथापि, हे लक्षात ठेवले पाहिजे की ऊर्जा क्षेत्रातील प्रचलित नियमन दस्तऐवज स्टार्ट-अप दरम्यान कमी-फ्रिक्वेंसी कंपनाची घटना टाळण्यासाठी बॅबिट बोरिंगच्या स्क्रॅपिंगला प्रतिबंधित करते आणि दुरुस्तीनंतर टर्बाइनचे ऑपरेशन.
पिंजरा किंवा बेअरिंग हाऊसिंगच्या बोअरमध्ये गोलाच्या फिटची गुणवत्ता, तसेच सेल्फ-अलाइनिंग सपोर्ट आणि सपोर्ट-थ्रस्ट बेअरिंग्स, क्लास 2 बेंच फीलरद्वारे तपासले जातात; फिटिंग पेंटनुसार केले जाते.
होल्डर किंवा बोअरच्या वीण पृष्ठभागासह लाइनरचा गोल स्क्रॅप करून बोअरला गोलाकार फिट करणे पुनर्संचयित केले जाते. हे करताना, हे लक्षात ठेवले पाहिजे की इन्सर्टची बहिर्वक्र पृष्ठभाग स्क्रॅप केलेली आहे, कारण बहिर्वक्र पृष्ठभाग मशीनसाठी सोपे आहे आणि कारखान्यात मशीन केलेले अवतल पृष्ठभाग नेहमी गेज म्हणून काम करेल. अपवाद तरच शक्य आहे यांत्रिक नुकसानअवतल पृष्ठभाग, उदाहरणार्थ, जेव्हा कडक होणे होते.
पुनरावृत्ती प्रक्रियेदरम्यान, परिधान केलेले फास्टनर्स दुरुस्त किंवा बदलले जातात.
6.1.3.3. घट्टपणा आणि मंजुरी तपासत आहे
उघडताना, बेअरिंग हाऊसिंगच्या बोअरमध्ये सपोर्ट पॅडच्या फिटचे मध्यभागी आणि अंतिम समायोजन केल्यानंतर, बेअरिंगवरील मंजुरी आणि हस्तक्षेप मोजले जातात.
पी 
बेअरिंगच्या वरच्या ब्लॉकवर प्रीलोड तपासणे (चित्र 6.9, अ), लीड इंप्रेशनवर चालते. हे करण्यासाठी, स्टील कॅलिब्रेटेड प्लेट्स बेअरिंग हाऊसिंगच्या क्षैतिज स्लॉटमध्ये स्थापित केल्या जातात (बहुतेकदा जाडी असलेल्या पॉलिश प्लेट्स ट= 1.0 मिमी); लीड वायर त्यांच्या शेजारी आणि बेअरिंग शेलच्या वरच्या ब्लॉकवर घातली जाते आणि घराचे कव्हर बसवले जाते. त्यानंतर, कव्हर काढले जाते, लीड इंप्रेशन मायक्रोमीटरने मोजले जातात आणि वरच्या ब्लॉकवर हस्तक्षेप किंवा क्लिअरन्सची उपस्थिती मोजली जाते.
बॅबिट (चित्र 6.9.6) वर वरचे अंतर तपासणे देखील शिशाच्या छापांवर चालते. यासाठी, लाइनरचा वरचा अर्धा भाग उघडल्यानंतर, 1.0 व्यासाच्या लीड वायरचे तुकडे ... . लाइनरचा वरचा अर्धा भाग काढून टाकल्यानंतर, चपटा लीड वायरची जाडी मायक्रोमीटरने मोजली जाते. मान आणि लाइनरवरील तारांच्या जाडीतील फरक मान आणि लाइनरच्या वरच्या अर्ध्यामध्ये अंतर देतो.
मेटल प्रोब वापरून वरच्या मंजुरीचे मोजमाप करण्याची परवानगी नाही (केवळ संदर्भ म्हणून शक्य आहे)!
babbitt (Fig. 6.9, c) नुसार साइड क्लीयरन्स तपासणे कनेक्टरवर 2ऱ्या श्रेणीच्या प्रोबचा वापर करून केले जाते आणि इन्सर्टचा वरचा अर्धा भाग काढून टाकला जातो, प्रोबला 15 ... 40 मिमी खोलीपर्यंत कमी करते (यावर अवलंबून निर्मात्याच्या आवश्यकता).
लाइनरच्या खालच्या ब्लॉकच्या खाली असलेल्या अंतराची उपस्थिती रोटर घालण्यापूर्वी, बोअरमध्ये लाइनरचा खालचा अर्धा भाग टाकल्यानंतर तपासला जातो. खालच्या ब्लॉकच्या खाली अंतर असणे अनिवार्य आहे, जे बाजूच्या ब्लॉक्सवर एक हस्तक्षेप फिट प्रदान करते. घट्टपणाचे प्रमाण इन्सर्टच्या रेखीय परिमाणांवर, साइड ब्लॉक्सच्या स्थापनेचे कोन, निर्मात्याच्या आवश्यकता आणि 0.05 ते 0.15 मिमी पर्यंत अवलंबून असते. दुरुस्तीच्या प्रॅक्टिसमध्ये, हे अंतर अनेकदा 0.35 मिमी पर्यंत मोठे केले जाते, परंतु रोटर घातल्यानंतर ते नेहमी काढले जाणे आवश्यक आहे (रोटरच्या वजनाने चिरडलेले). अंतराचे मापन द्वितीय श्रेणीतील लॉकस्मिथ प्रोबने तपासले जाते.
बाजूच्या शूजचे बोअरमध्ये फिट आहे हे रोटरच्या सहाय्याने तळाच्या बुटाखालील अंतर व्यवस्थित केल्यानंतर फीलर गेजने तपासले जाते. पॅडच्या संपूर्ण परिमितीसह, अंतर 0.03 मिमी पेक्षा जास्त नसावे.
लाइनरच्या फिटिंगबद्दल वरील सर्व माहिती दुरुस्ती फॉर्ममध्ये प्रविष्ट केली आहे.
६.१.४. रोटर्सचे केंद्रीकरण करताना बीयरिंगची हालचाल
जर रोटरला जोडणीच्या अर्ध्या भागांवर केंद्रस्थानी ठेवून हलविणे आवश्यक असेल तर, ते (हालचाल) बेअरिंग शेल्स किंवा पिंजरा पॅडच्या सपोर्ट पॅड्स (पॅड) खाली असलेल्या गॅस्केटची जाडी बदलून केली जाते.
साइड पॅड्स लाइनरच्या उभ्या अक्षाच्या सापेक्ष काही कोनात सममितीय पद्धतीने मांडले जातात, त्यामुळे जेव्हा लाइनर अनुलंब किंवा क्षैतिज हलविला जातो तेव्हा बाजूच्या पॅड्सच्या खाली असलेल्या पॅडची जाडी लाइनरच्या हालचालीच्या प्रमाणापेक्षा भिन्न प्रमाणात बदलते. . लाइनरची हालचाल आणि साइड ब्लॉक्सच्या खाली असलेल्या अस्तरांच्या जाडीतील बदल यांच्यातील संबंध निश्चित करण्यासाठी, बेअरिंग हाउसिंगच्या बोअरमध्ये लाइनरच्या हालचालीची योजना विचारात घ्या (चित्र 6.10).
जर आपण उभ्या अक्षाच्या सापेक्ष लाइनरच्या बाजूच्या पॅडच्या स्थानाचा कोन निर्दिष्ट केला तर a(Fig. 6.10, a), नंतर एका रकमेने लाइनर उचलताना aतुम्हाला खालच्या ब्लॉकच्या खाली असलेल्या अस्तराची जाडी देखील a मूल्यानुसार बदलण्याची आवश्यकता आहे; या प्रकरणात, बेअरिंग हाऊसिंगमधील साइड ब्लॉक्स आणि बोअर दरम्यान एक अंतर प्राप्त केले जाईल, ज्याचे मूल्य सूत्रानुसार निर्धारित केले जाईल.
b = a cos
म्हणून, साइड ब्लॉक्सच्या खाली असलेल्या अस्तरांची जाडी वाढवणे आवश्यक आहे b.
द्वारे बेअरिंग कमी करताना aखालच्या ब्लॉकच्या खाली असलेल्या अस्तरांची जाडी समान प्रमाणात आणि बाजूच्या ब्लॉक्सच्या खाली - प्रमाणात कमी करणे आवश्यक आहे b.
जेव्हा रोटर मूल्याद्वारे क्षैतिजरित्या हलते सह(चित्र 6.10.6), पॅड्सच्या खाली असलेल्या पॅडची जाडी जाडीमध्ये बदलली पाहिजे
d= ±sपाप,
म्हणजेच, लाइनरच्या एका बाजूला, आपल्याला अस्तरांची जाडी कमी करणे आवश्यक आहे d, आणि दुसरीकडे, त्याच प्रमाणात वाढवा.
रोटरच्या क्षैतिज हालचाली दरम्यान खालच्या बुटाखालील पॅड बदलत नाहीत, कारण या हालचाली लाइनरच्या रेषीय परिमाणांच्या तुलनेत क्षुल्लक असतात आणि व्यावहारिकदृष्ट्या लाइनरच्या उंचीच्या स्थितीत बदल होत नाहीत.
समर्थन पॅडसाठी अस्तर कॅलिब्रेटेड स्टील टेपमधून कापले जातात, ज्याची जाडी 0.05 आहे; 0.10; 0.15; 0.20; 0.25 मिमी आणि 0.5 मिमी पर्यंत जाडी.
पी 
प्रत्येक ब्लॉकवर तीनपेक्षा जास्त समायोजन पॅड स्थापित केले जाऊ शकत नाहीत; प्रत्येक अस्तराची रुंदी आणि लांबी लाइनरमधील खोबणीच्या संबंधित परिमाणांपेक्षा 1 ... 2 मिमीने कमी असावी.
रोटरला कपलिंगच्या अर्ध्या भागांवर केंद्रस्थानी ठेवताना, लाइनरला 0.05 मिमी पेक्षा कमी हलवणे आवश्यक असू शकते. असे किरकोळ बदल जास्त जाडीचे पॅड स्थापित करून आणि पॅडवर योग्य प्रक्रिया करून प्राप्त केले जातात.
उदाहरण.इन्सर्ट उजवीकडे 0.04 मिमीने हलविणे आवश्यक आहे. इन्सर्टच्या उभ्या अक्षापर्यंत पॅडचा कोन 60° आहे.
साइड पॅड्सच्या खाली पॅडच्या जाडीमध्ये आवश्यक बदल:
d = ±0.04 sin60° = ±0.035 मिमी.
अशी हालचाल करण्यासाठी गॅस्केट निवडणे अशक्य असल्याने, डाव्या ब्लॉकच्या खाली 0.05 मिमी जाडीचे अतिरिक्त अस्तर ठेवणे आवश्यक आहे किंवा तेथे अस्तर दुसर्याने बदलणे आवश्यक आहे. पेक्षा जाड 0.05 मिमी. त्यानंतर, उजव्या पॅडची घट्टपणा रगडून तपासणे, लाइनर 0.04 मिमी हलत नाही तोपर्यंत ते स्क्रॅप करणे, जे कपलिंग अर्ध्या भागावरील मोजमापांनी तपासले जाते. जर, अशा ऑपरेशनच्या परिणामी, खालच्या ब्लॉक आणि लाइनरच्या बोअरमधील अंतर (रोटरच्या वजनापासून लाइनरवर लोड न करता) 0.05 पेक्षा जास्त वाढते ... दोन्ही बाजूचे पॅड घासणे.
ला लाइनरच्या अंतिम हालचालीनंतर न चुकतापेंटवर बेअरिंग हाऊसिंगच्या बोअरमध्ये पॅड (सेंटरिंग पॅड) फिट करणे आवश्यक आहे. फिटिंग केल्यानंतर, 0.02 मिमी जाडीचा फीलर गेज पॅडच्या संपूर्ण परिमितीभोवतीच्या अंतरामध्ये प्रवेश करू नये.
६.१.५. बेअरिंग हाऊसिंग बंद करणे
बेअरिंग हाउसिंग्ज बंद करण्यापूर्वी, खालील ऑपरेशन्स केल्या जातात:
लाइनर्सच्या वरच्या भागांची असेंब्ली;
रोटर कपलिंगची असेंब्ली;
बेअरिंग हाऊसिंगशी संबंधित रोटर्सच्या अक्षीय स्थितीचे नियंत्रण मोजमाप;
रोटर्स, अक्षीय शिफ्ट आणि इतरांच्या सापेक्ष विस्ताराच्या सेन्सर्सचे समायोजन;
लाइनर्सच्या तापमान नियंत्रण सर्किट्सची असेंब्ली आणि चाचणी;
तेल सीलच्या खालच्या भागांची पुनर्स्थापना; त्याच वेळी, फ्लॅंज सीलचे अनुलंब विभाजन आणि बोअरमध्ये स्थापित केलेल्या सीलच्या बाह्य रेडियल पृष्ठभागावर बेकलाइट वार्निश लावून सील केले जाते;
बेअरिंग हाऊसिंगची अंतर्गत पोकळी पूर्णपणे स्वच्छ केली जाते आणि ऑपरेशनच्या प्रतिनिधींना "स्वच्छतेसाठी" सोपविली जाते, तसेच दुरुस्तीच्या कालावधीसाठी स्थापित केलेले सर्व प्लग आणि प्लग काढून टाकण्याची तपासणी केली जाते;
बेअरिंग हाउसिंग कव्हरमध्ये ऑइल सीलचे वरचे भाग स्थापित केले जातात;
बेअरिंग हाऊसिंग (आणि कव्हर) चे क्षैतिज कनेक्टर तपासले जाते, यांत्रिक निक्स 1 च्या अनुपस्थितीसाठी कनेक्टरवर बेकेलाइट वार्निश लागू केले जाते.
६.२. थ्रस्ट बियरिंग्जची दुरुस्ती
६.२.१. थ्रस्ट बियरिंग्जचे ठराविक डिझाइन आणि मुख्य साहित्य
थ्रस्ट बेअरिंगचा वापर टर्बाइन ऑपरेशन दरम्यान रोटरवर कार्यरत अक्षीय शक्ती ओळखण्यासाठी आणि स्टेटर भागांमध्ये हस्तांतरित करण्यासाठी केला जातो.
थ्रस्ट बेअरिंग फिरणाऱ्या टर्बाइन रोटरची अक्षीय स्थिती त्याच्या निश्चित भागांच्या संबंधात निश्चित करते; या प्रकरणात, थ्रस्ट बेअरिंगमधील रोटरची स्थिती आणि घरामध्येच थ्रस्ट बेअरिंगची स्थिती टर्बाइन आणि सीलच्या प्रवाह मार्गातील अक्षीय मंजुरीचे मूल्य निर्धारित करते.
टर्बाइनच्या प्रवाहाच्या मार्गात आणि टर्बाइनच्या ऑपरेशन दरम्यान सीलमधील अंतर देखील सिलेंडर आणि रोटरच्या तापमान वाढीतील फरकाने प्रभावित होतात. थ्रस्ट बेअरिंगच्या सुरुवातीच्या स्थापनेदरम्यान, त्याचे फिटिंग, तसेच टर्बाइनमधील अक्षीय मंजुरी तपासताना, विशेषत: थ्रस्ट बेअरिंगपासून शक्य तितक्या दूर असलेल्या सीलमध्ये (अंतिम टप्प्यातील डायाफ्राम) ही परिस्थिती लक्षात घेतली पाहिजे. , मागील शेवटचा सील).
स्टीम टर्बाइनमध्ये दोन प्रकारचे थ्रस्ट बेअरिंग वापरले जातात: कंघी आणि सेगमेंट बेअरिंग.
कंघी थ्रस्ट बियरिंग्जडिझाइनच्या साधेपणामुळे आणि मोठ्या थ्रस्ट पृष्ठभागामुळे (जे चांगले उष्णता काढून टाकण्यास आणि ऑपरेशनमध्ये पुरेशी विश्वासार्हतेमध्ये योगदान देते), ते कमी आणि मध्यम स्टीम पॅरामीटर्सच्या टर्बाइनमध्ये मोठ्या प्रमाणावर वापरले गेले. अंजीर वर. 6.11 KhTZ टर्बाइनच्या कॉम्ब थ्रस्ट बेअरिंगचा एक भाग दर्शविते. रिजसह बुशिंग शाफ्टवर आरोहित केले जाते आणि किल्लीने वेज केले जाते. लाइनरचे कंकणाकृती खोबणी बॅबिटने भरलेले असतात आणि त्या प्रत्येकाला शाफ्ट आणि कॉम्ब बुशिंगच्या शरीरात ड्रिलिंगद्वारे स्वतःचा तेल पुरवठा होतो.
या बियरिंग्सचे तोटे आहेत: मोठे रेखीय परिमाण (लांबी), घर्षणाचे महत्त्वपूर्ण नुकसान, कड्यांच्या दरम्यान एकसमान दाब वितरण सुनिश्चित करण्यात अडचणी आणि ऑइल वेजच्या निर्मितीसाठी परिस्थितीची अनुपस्थिती.
आधुनिक स्टीम टर्बाइनमध्ये, फक्त सेगमेंटल थ्रस्ट हायड्रोडायनामिक प्लेन बेअरिंग्स वापरली जातात.
_____________________
1 काही प्रकरणांमध्ये, बेअरिंग हाऊसिंगचा क्षैतिज भाग दोषांसह सील करण्यासाठी सीलिंग सामग्री वापरली जाते: पातळ एस्बेस्टोस कॉर्ड, फम टेप आणि इतर. या प्रकरणात, हे लक्षात घेतले पाहिजे की कनेक्टरमधील ही सामग्री पूर्णपणे दाबली जाणार नाही आणि वरच्या बेअरिंग ब्लॉकच्या वास्तविक घट्टपणावर परिणाम करेल. म्हणून, कनेक्टरमध्ये गॅस्केट सामग्रीच्या स्थापनेच्या बाबतीत, लाइनरच्या वरच्या ब्लॉकवर घट्टपणा समायोजित करताना, गॅस्केट सामग्रीसाठी सुधारणा करणे आवश्यक आहे.
ला  बांधकाम सेगमेंट थ्रस्ट बियरिंग्जअशा प्रकारे अंमलात आणले जाते की जंगम आणि स्थिर पृष्ठभाग त्यांच्यामध्ये एक अंतर तयार करतात जे शाफ्टच्या फिरण्याच्या दिशेने अरुंद करतात. या शेवटी, लाइनरला अनेक स्वतंत्र विभागांमध्ये (चित्र 6.12) विभागले गेले आहे, ज्यापैकी प्रत्येक हलत्या भागाच्या पृष्ठभागावर थोड्या कोनात स्थापित केले आहे. थ्रस्ट पृष्ठभाग खंडांमध्ये वेगळे केल्यामुळे आणि तेल वेज आयोजित करण्यासाठी थ्रस्ट डिस्कच्या सापेक्ष स्थितीत बदल करण्याच्या शक्यतेसह वेगळ्या युनिटमध्ये विभक्त केल्यामुळे, बेअरिंग द्रव घर्षण (तेल वेजवर) अंतर्गत कार्य करते. सेगमेंट स्थापित करण्याच्या पद्धतीनुसार, दोन प्रकारचे सेगमेंट बीयरिंग आहेत:
बांधकाम सेगमेंट थ्रस्ट बियरिंग्जअशा प्रकारे अंमलात आणले जाते की जंगम आणि स्थिर पृष्ठभाग त्यांच्यामध्ये एक अंतर तयार करतात जे शाफ्टच्या फिरण्याच्या दिशेने अरुंद करतात. या शेवटी, लाइनरला अनेक स्वतंत्र विभागांमध्ये (चित्र 6.12) विभागले गेले आहे, ज्यापैकी प्रत्येक हलत्या भागाच्या पृष्ठभागावर थोड्या कोनात स्थापित केले आहे. थ्रस्ट पृष्ठभाग खंडांमध्ये वेगळे केल्यामुळे आणि तेल वेज आयोजित करण्यासाठी थ्रस्ट डिस्कच्या सापेक्ष स्थितीत बदल करण्याच्या शक्यतेसह वेगळ्या युनिटमध्ये विभक्त केल्यामुळे, बेअरिंग द्रव घर्षण (तेल वेजवर) अंतर्गत कार्य करते. सेगमेंट स्थापित करण्याच्या पद्धतीनुसार, दोन प्रकारचे सेगमेंट बीयरिंग आहेत:
एक कठोर सेगमेंट बेअरिंग, ज्याला कधीकधी "मिचेल बेअरिंग" म्हणून संबोधले जाते;
स्व-संरेखित पॅडसह बेअरिंग "किंग्सबरी प्रकार", याला बॅलन्सिंग प्रकार बेअरिंग देखील म्हणतात.
गोलाकार सपोर्ट-थ्रस्ट इन्सर्ट पिंजऱ्यामध्ये 0.02.. 0.05 मिमीच्या इंटरफेरन्स फिटसह स्थापित केले आहे. इन्सर्टची गोलाकार पृष्ठभाग रोटरच्या सापेक्ष त्याची योग्य अवकाशीय स्थिती (असेंबली दरम्यान) सुनिश्चित करते आणि ऑपरेशन दरम्यान अक्षीय भार समजते. लाइनरच्या कॅन्टिलिव्हर भागाच्या वजनाची भरपाई करण्यासाठी, त्याखाली स्प्रिंग शॉक शोषक स्थापित केला जातो.
पासून  टर्बाइन ऑपरेशन दरम्यान रोटर ज्या खंडांवर (पॅड) बसतो त्यांना सामान्यतः म्हणतात कामाचे पॅड,आणि पॅड जे रोटर विरुद्ध दिशेने फिरतात तेव्हा शक्ती जाणवते - स्थापना
टर्बाइन ऑपरेशन दरम्यान रोटर ज्या खंडांवर (पॅड) बसतो त्यांना सामान्यतः म्हणतात कामाचे पॅड,आणि पॅड जे रोटर विरुद्ध दिशेने फिरतात तेव्हा शक्ती जाणवते - स्थापना
सतत कार्यरत आणि समायोजित पॅडचे विभाग समर्थित अर्ध-रिंग्सवर समर्थित आणि निश्चित केले जातात. कार्यरत आणि समायोजित रिंगची जाडी बदलून, बेअरिंगच्या थ्रस्ट भागामध्ये ऑइल क्लिअरन्स (रोटर रन) समायोजित केले जाते. थ्रस्ट बेअरिंगच्या सामान्य ऑपरेशन दरम्यान, बेअरिंगमधील रोटरचा ऑइल रन-अप 0.5 ... 0.7 मिमी असावा.
अंजीर वर. 6.13 T-100-130 TMZ टर्बाइनसाठी एकतर्फी थ्रस्ट बेअरिंग बुशिंग दाखवते. समर्थन भाग समाविष्ट
श्वासोच्छ्वास क्लिपच्या आत ठेवला जातो; थ्रस्ट भाग कॅन्टिलिव्हर आहे, त्याखाली स्प्रिंग शॉक शोषक ठेवलेला आहे. लाइनरच्या थ्रस्ट भागामध्ये रोटर थ्रस्ट डिस्कच्या दोन्ही बाजूंना पॅडच्या दोन पंक्ती असतात. पॅड सपोर्ट रिंग्सवर विश्रांती घेतात आणि त्यांना अर्ध्या रिंग्सने दाताने धरले जातात जे पॅडवरील खोबणीत प्रवेश करतात आणि बोटांनी सपोर्ट पॅडवरील छिद्रांमध्ये प्रवेश करतात.
काही प्रकारच्या टर्बाइनवर, उदाहरणार्थ, K-300-240 LMZ, T-250 / 300-240 TMZ, T-175-130 TMZ आणि इतर, एकत्रित दुहेरी बाजू असलेला सपोर्ट-थ्रस्ट इन्सर्ट सममितीय स्थापनाथ्रस्ट सेगमेंट्स (बेअरिंग भागाच्या दोन्ही बाजूंनी).
अंजीर वर. 6.14 एकत्रित दुहेरी बाजू असलेला समर्थन दर्शविते थ्रस्ट बेअरिंगटर्बाइन T-250/300-240 TMZ. हे डिझाइन शक्तिशाली स्टीम टर्बाइनसाठी वैशिष्ट्यपूर्ण आहे, ज्यामध्ये अक्षीय शक्ती परिवर्तनीय ऑपरेटिंग परिस्थितीत आपली दिशा बदलू शकते. विभाग समायोजन रिंगांवर स्थित आहेत. प्रत्येक सेगमेंट दोन विशेष स्क्रूवर निलंबित केले जाते, खांद्याच्या मदतीने आणि स्विंग एजसह माउंटिंग रिंगसह संपर्कांच्या मदतीने धरले जाते.
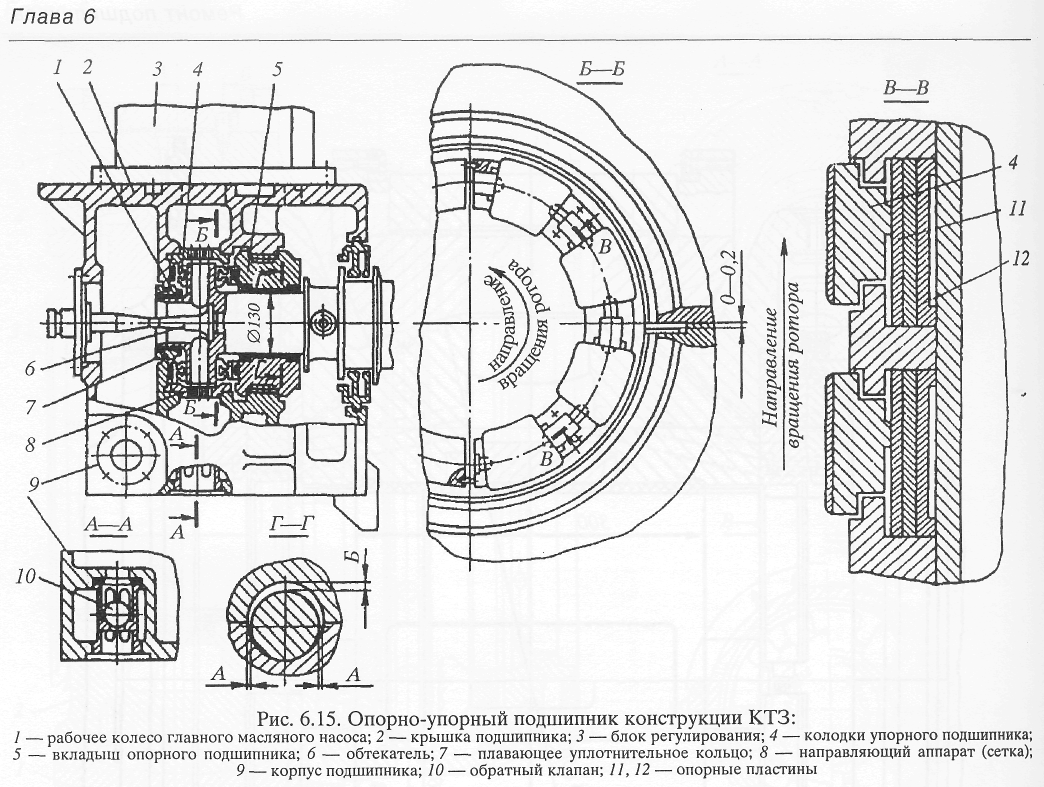
केटीझेडद्वारे उत्पादित टर्बाइनमध्ये, सेगमेंटच्या कठोर स्थापनेसह थ्रस्ट बीयरिंग देखील वापरली जातात. हॉलमार्कटर्बाइन केटीझेड ही मुख्य संघटना आहे तेल पंपसपोर्ट-थ्रस्ट बेअरिंगसह एका युनिटमध्ये. अंजीर मध्ये दर्शविलेले पंप-बेअरिंग डिझाइन. 6.15 मध्ये खालील वैशिष्ट्ये आहेत:
सेंट्रीफ्यूगल ऑइल पंपचे चाक थ्रस्ट डिस्क म्हणून वापरले गेले होते, जे युनिटच्या सर्व युनिट्सना तेल पुरवठा करते;
फ्रंट सपोर्ट बेअरिंग शेल देखील पंप सील आहे;
परिघाच्या बाजूने थ्रस्ट पॅडला तेल पुरवले जाते, आणि काढणे आतील पृष्ठभागावरून होते.
देखभालक्षमतेच्या दृष्टिकोनातून, सेगमेंट्सच्या कठोर समर्थनासह थ्रस्ट बेअरिंगच्या डिझाइनचा तोटा म्हणजे पॉलिश केलेल्या अर्ध्या रिंगांवर बसवलेल्या कार्यरत पॅडच्या जाडीच्या अचूक समायोजनाची आवश्यकता मानली जाऊ शकते (जाडीमधील फरक विभाग 0.02 मिमी पेक्षा जास्त नसावेत).
KhTZ द्वारे उत्पादित टर्बाइनमध्ये, "किंग्सबरी प्रकार" च्या थ्रस्ट बेअरिंगचा वापर संरेखन प्रणालीवर आधारित स्व-संरेखित पॅडसह केला जातो. अंजीर वर. 6.16 K-300-240 KhTZ टर्बाइनचे थ्रस्ट बेअरिंग दाखवते.
विशिष्ट वैशिष्ट्य या प्रकारच्याथ्रस्ट बेअरिंग म्हणजे जेव्हा एका पॅडवरील भार वाढतो, तेव्हा या पॅडची हालचाल लेव्हलिंग सिस्टमच्या सपोर्टद्वारे दोन्ही समीप पॅडवर प्रसारित केली जाते, त्यांना थ्रस्ट रिजकडे ढकलते. या पॅड्सच्या खाली, तेलाच्या वेजची जाडी कमी होते, दबाव वाढतो आणि भार त्यांच्यामध्ये पुन्हा वितरीत केला जातो. थ्रस्ट पॅड स्थापित करण्यासाठी अशी प्रणाली आपल्याला त्यांच्यावरील भार समान रीतीने वितरित करण्यास अनुमती देते आणि पॅडची जाडी समायोजित करण्यासाठी वाढीव अचूकतेची आवश्यकता नसते.
सिस्टममध्ये अतिरिक्त लवचिक घटकांच्या उपस्थितीमुळे रोटरचे ऑइल रन-अप समायोजित करण्यात अडचण हे बॅलन्सिंग प्रकार थ्रस्ट बेअरिंगचे नुकसान मानले जाऊ शकते.
स्वयं-संरेखित एकत्रित बेअरिंग्ज आणि पिंजरे घालणे कमी-कार्बन स्टील ग्रेड सेंट. 10(15) .




थ्रस्ट बेअरिंग सेगमेंट्स OF-10-1 ब्राँझचे बनलेले असतात आणि B-83 ग्रेड बॅबिट हे सेगमेंट्स टाकण्यासाठी अँटीफ्रक्शन मटेरियल म्हणून वापरले जातात.
थ्रस्ट बेअरिंगची बेअरिंग क्षमता याद्वारे निर्धारित केली जाते:
वैयक्तिक पॅड दरम्यान लोडचे समान वितरण सुनिश्चित करणे;
थ्रस्ट पॅडची तर्कसंगत रचना;
विश्वसनीय तेल पुरवठ्याची संस्था, जी पॅडमधून उष्णता काढून टाकण्यासाठी अटी निर्धारित करते.
कूलिंगचा परिचय थ्रस्ट ब्लॉकमध्ये तापमान फील्डचे संरेखन सुनिश्चित करते आणि कूलिंग न करता ब्लॉकच्या तुलनेत त्याच्या सरासरी विशिष्ट लोडमध्ये सुमारे 30% वाढ होते.
६.२.२. बियरिंग्जच्या थ्रस्ट भागाचे वैशिष्ट्यपूर्ण दोष आणि त्यांच्या घटनेची कारणे
थ्रस्ट बियरिंग्जच्या पुनरावृत्ती आणि दुरुस्तीच्या प्रक्रियेत, दोष आढळले आहेत जे दूर करणे आवश्यक आहे. सर्वात सामान्य दोष आहेत:
बेबीट सेगमेंट बनवणेअर्ध-कोरड्या घर्षणाच्या परिस्थितीत उद्भवते:
अ) विभागाच्या चुकीच्या पद्धतीने बनवलेल्या अग्रगण्य किनारीमुळे तेलाची पाचर नसल्यामुळे;
ब) विभागांच्या स्विंगिंग काठाचे नुकसान;
सी) स्विंगिंग रिब अंतर्गत समायोजित रिंगवर विभागाची घटना, ज्यामुळे विभागाचे फिरणे आणि आवश्यक तेलाची पाचर तयार होण्यास प्रतिबंध होतो.
सेगमेंट स्विंग बरगडी नुकसानआणि सेगमेंट रीबच्या खाली ऍडजस्टिंग रिंगवर परिधान शाफ्टिंगच्या अक्षीय कंपन आणि इलेक्ट्रोरोसिव्ह वेअरमुळे होते.
बॅबिटचे यांत्रिक पोशाखयांत्रिक अशुद्धतेच्या उच्च सामग्रीसह फ्लड ऑइल किंवा तेलाच्या वापरासह टर्बाइनच्या ऑपरेशनच्या परिणामी रिंग मार्क्सची घटना सहसा उद्भवते.
एका विभागातील बॅबिट फिल सोलून घ्यावाढलेल्या कंपनासह टर्बाइनच्या ऑपरेशन दरम्यान खराब दर्जाचे भरणे किंवा थ्रस्ट पॅडवर उच्च पातळीच्या डायनॅमिक लोडमुळे उद्भवू शकते.
एका सेगमेंटचे बॅबिट फिल चिप करणेटर्बाइनच्या लोडमध्ये तीव्र बदल आणि टर्बाइन रोटरच्या कमी-फ्रिक्वेंसी कंपनच्या घटनेमुळे उद्भवते.
थ्रस्ट बेअरिंग भागांचे इलेक्ट्रोइरोसिव्ह पोशाखटर्बाइनच्या भागांच्या अवशिष्ट चुंबकीकरणामुळे किंवा जनरेटरच्या मागील बेअरिंगच्या क्षेत्रामध्ये इन्सुलेशनच्या कमतरतेमुळे रोटर्स आणि सपोर्ट दरम्यान प्रवाह दिसल्यामुळे उद्भवते (मागील खुर्ची ही पायाची चौकट आहे , हायड्रोजन सीलचे मागील बेअरिंग त्याचे शरीर आहे).
सेगमेंट्सच्या बॅबिट फिलचे आंशिक वितळणे किंवा पूर्ण वितळणेघडते:
ब) टर्बाइनच्या लोडमध्ये तीव्र बदलासह पॅडवरील लोडचे पुनर्वितरण;
क) टर्बाइनच्या थर्मल विस्तारात अडथळा आणला.
थ्रस्ट बेअरिंग रेसच्या थ्रस्ट रिंग्सचे नुकसान
बेअरिंग हाऊसिंगच्या थ्रस्ट पृष्ठभागांचे नुकसानशाफ्टिंगच्या अक्षीय कंपनामुळे होते.
थ्रस्ट बेअरिंग डिससेम्बल करण्यापूर्वी, बेअरिंग हाऊसिंगच्या सापेक्ष रोटर्सच्या स्थितीचे नियंत्रण मापन करणे आणि त्याचे मूल्य फॉर्ममध्ये प्रविष्ट करणे अनिवार्य आहे.
पृथक्करण स्वतःच आणि पुनरावृत्तीची व्याप्ती समर्थन बियरिंग्जवर केलेल्या कार्यापेक्षा लक्षणीय भिन्न नाही (§ 6.1.3 पहा). याव्यतिरिक्त, थ्रस्ट सेगमेंट्स आणि थ्रस्ट हाफ रिंग्सची व्हिज्युअल तपासणी, पुनरावृत्ती आणि दुरुस्ती करणे आवश्यक आहे. हे बॅबिट फिलिंगच्या पृष्ठभागावरून घन कणांचे संभाव्य समावेश काढून टाकते.
थ्रस्ट सेगमेंट्सच्या कडक माउंटिंगसह थ्रस्ट बीयरिंग्समध्ये, थ्रस्ट पृष्ठभागाच्या स्थितीकडे आणि विभागांच्या दोलायमान रिब्सकडे लक्ष दिले पाहिजे (परिधान नसणे, वर्क हार्डनिंग आणि त्यांच्यावरील इतर नुकसान). स्थापना आणि कार्यरत पॅडची जाडी तपासणे देखील आवश्यक आहे; विभागांच्या प्रत्येक संचाच्या जाडीतील फरक 0.02 पेक्षा जास्त नसावामिमी
थ्रस्ट हाफ-रिंग्जमध्ये ज्या ठिकाणी सेगमेंट समर्थित आहेत तेथे पोशाख नसावा. परिधान आढळल्यास, स्टॉप रिंग असेंब्ली (काम करणे किंवा समायोजित करणे) "स्वच्छ म्हणून" ग्राउंड असणे आवश्यक आहे आणि लक्षणीय नुकसान झाल्यास, नवीनसह बदलले पाहिजे.
बॅलन्सिंग टाईप थ्रस्ट बियरिंग्जमध्ये, बॅलन्सिंग सिस्टमच्या पुनरावृत्तीकडे लक्ष देणे देखील आवश्यक आहे. या प्रकारच्या बियरिंग्जमध्ये, विभागांच्या संचाच्या जाडीतील फरक इतके मूलभूत महत्त्व नाही.
थ्रस्ट बेअरिंगची तपासणी करताना, थ्रस्ट डिस्कची तपासणी करणे आवश्यक आहे; खालील तपासणे आवश्यक आहे:
डिस्क पृष्ठभागाची स्थिती;
शाफ्टच्या अक्षाच्या संदर्भात डिस्कच्या कार्यरत पृष्ठभागाची लंबकता.
६.२.४. सपोर्ट-थ्रस्ट बेअरिंगची कंट्रोल असेंब्ली
स्टेटरमध्ये विशिष्ट अक्षीय स्थितीत रोटर स्थापित केल्यानंतर थ्रस्ट बेअरिंग्ज एकत्र केल्या जातात. थ्रस्ट पॅड रोटर थ्रस्ट डिस्कला पूर्णपणे जोडलेले आहेत याची असेंब्लीने खात्री केली पाहिजे.
सर्वसाधारण सभा सुरू होण्याआधी, तयारीचे काम केले जाते: बॅबिटच्या बाजूने आणि उंचीमध्ये थ्रस्ट पॅड बसवणे, पिंजऱ्याच्या गोलाकार पृष्ठभागांना आणि लाइनरच्या गोलाकार आणि सॉकेटमध्ये हस्तक्षेप करण्यासाठी फिटिंग करणे. पिंजरा (0.02 ... .0.06 मिमी).तणाव परवानगी नाही याची खात्री करण्यासाठी फॉइलची स्थापना.
घाला आणि धारक यांच्यातील गोलावरील ताण रेखाचित्रे, फॉर्म आणि माहिती पत्रांनुसार चालते. ऑपरेटिंग परिस्थितीनुसार, घट्टपणा वाढवण्याच्या दिशेने (कंपन दूर करण्यासाठी) किंवा 0.01 ... 0.02 मिमी अंतर दिसून येईपर्यंत ते कमी करण्याच्या दिशेने विचलन शक्य आहे (इन्सर्ट चालू करण्याच्या शक्यतेसाठी. गोल).
क्लिप आणि लाइनरमधील अंतर सेट करताना, हे लक्षात ठेवले पाहिजे हा तात्पुरता उपाय आहेटर्बाइनच्या थर्मल विस्ताराच्या प्रणालीतील विचलन दर्शविते, ज्यामुळे थ्रस्ट बेअरिंग क्षेत्राचे महत्त्वपूर्ण नुकसान होऊ शकते; पुढील मध्ये असताना दुरुस्तीथर्मल विस्ताराच्या सामान्यीकरणावर कामांचे एक जटिल कार्य करणे आवश्यक आहे.
असेंब्ली दरम्यान थ्रस्ट पॅड स्थापित करण्यासाठी क्लिप असल्यास, क्लिपच्या स्लॉटमध्ये स्थापित केलेल्या थ्रस्ट पॅडमध्ये 0.1 मिमी पर्यंत अंतर राखणे आवश्यक आहे.
तयारीचे काम पूर्ण केल्यावर, बेअरिंगच्या सर्वसाधारण सभेकडे जा. रोटर लोअर लाइनरच्या सहाय्यक भागावर ठेवला जातो, प्रवाहाच्या भागामध्ये अक्षीय मंजुरी राखतो. रोटर माउंटिंग पॅड्सच्या दिशेने हलविला जातो आणि कार्यरत पॅडसह थ्रस्ट हाफ-रिंगचा खालचा अर्धा भाग आणला जातो; त्यानंतर, रोटर कार्यरत पॅडवर हलविला जातो आणि माउंटिंग पॅडसह थ्रस्ट सेमी-रिंगचा खालचा अर्धा भाग बेअरिंग हाउसिंगमध्ये घातला जातो. रोटर मध्यवर्ती स्थितीवर सेट केला आहे जेणेकरून कार्यरत आणि माउंटिंग ब्लॉक्सचे विभाग मोकळे असतील, त्यानंतर थ्रस्ट बेअरिंगचा वरचा अर्धा भाग स्थापित केला जाईल. वरचा अर्धा भाग थ्रस्ट पॅडसह एकत्र केला जातो. मग रोटरचे आवश्यक अक्षीय रन-अप सुनिश्चित करण्यासाठी स्पेसरची जाडी निश्चित केली जाते.
वैयक्तिक भागांच्या तपासणीच्या शेवटी, ते रोटरच्या थ्रस्ट रिजवर पॅड बसतात त्या ठिकाणी बसवले जातात. तपासणी पेंटद्वारे किंवा घासून केली जाते. असमाधानकारक तंदुरुस्तीच्या बाबतीत, बॅबिटवरील वैयक्तिक डाग काढून टाकले जातात.
६.३. रोटर अक्षीय रन तपासत आहे
जेव्हा थ्रस्ट (थ्रस्ट-थ्रस्ट) बेअरिंग एकत्र केले जाते, तेव्हा रोटरचे अक्षीय रन-अप मोजणे देखील आवश्यक असते. थ्रस्ट बेअरिंगमधील अक्षीय रनचे प्रमाण टर्बाइन डेटा शीटमध्ये निर्दिष्ट केलेल्या मूल्यांशी संबंधित असणे आवश्यक आहे. सूत्राच्या आकारापेक्षा जास्त मूल्यापर्यंत थ्रस्ट बेअरिंगच्या परिधानांच्या उपस्थितीत, टेकऑफ कमी करणे आवश्यक आहे. टेकऑफ कमी करणे संबंधित गॅस्केट बदलून किंवा थ्रस्ट ब्लॉक्स रिफिल करून साध्य केले जाते.
रोटरच्या रन-अपची तीव्रता मोजण्यासाठी, मापनासाठी टर्बाइनवर तीन निर्देशक स्थापित केले जातात:
रोटर हालचाली;
हालचाल घाला;
क्लिप हालचाली.
मोजमाप घेताना, तेथे आहेतः
रोटर पूर्ण धावणे(मजकूरानुसार - "रोटर रन") - थ्रस्ट बेअरिंगसह रोटरचे एकूण रन, रोटरचे ऑइल रन आणि थ्रस्ट बेअरिंगचा खेळ; रन-अप मूल्य रोटर विस्थापन निर्देशकाच्या संकेतानुसार निर्धारित केले जाते;
रोटरचे ऑइल रन- थ्रस्ट डिस्क आणि थ्रस्ट पॅड्सच्या बॅबिट फिलिंगमधील अंतर, रोटरच्या पूर्ण रन-अपच्या मूल्यांमधील फरक आणि बॅकलॅश आणि विकृती यांच्यातील फरक म्हणून गणनाद्वारे निर्धारित केले जाते.
रोटर्सचे रन-अप तपासण्यापूर्वी, रोटर्सच्या मानेवर तेल ओतणे आणि रोटर्स फिरवणे आवश्यक आहे. रोटर्सची हालचाल तपासणीसाठी विशेष उपकरणाद्वारे केली जाते
रोटर रन. रोटर्स फिरवल्याशिवाय टेकऑफ रन तपासले जाते. रोटर्स फिरवणे आवश्यक असल्यास, रोटर्सचे रोटेशन दर्शविणारा निर्देशक पृष्ठभागावर स्थापित करणे आवश्यक आहे, ज्याचे अक्षीय फ्रॅक्चर 0.02 ... 0.03 मिमी पेक्षा जास्त नाही.
दुरुस्तीपूर्वी रन तपासताना क्लिपचा कोर्स 0.1 मिमी पेक्षा जास्त असल्यास, दुरुस्ती दरम्यान बॅकलॅश कमी करण्यासाठी उपाय करणे आणि त्याचे मूल्य 0.05 ... 0.08 मिमी पर्यंत आणणे आवश्यक आहे. बेअरिंग हाऊसिंगमधील पिंजऱ्याच्या प्रवासाचे प्रमाण पुनर्संचयित करण्यासाठी, बेअरिंग हाऊसिंगच्या थ्रस्ट बेल्टची पृष्ठभाग स्क्रॅप करून पुनर्संचयित करणे, वेल्डिंगद्वारे आणि त्यानंतरच्या ग्राइंडिंगद्वारे बेअरिंग समायोजित रिंग दुरुस्त करणे किंवा त्यांना बदलणे आवश्यक आहे.
रन-अप चेक 2 ... 3 वेळा माउंटिंग ब्लॉक्समधून कामगारांना रोटर्स हलवून केले जाते. रोटरच्या पूर्ण मागे घेण्याचा निकष म्हणजे चाचणीसाठी उपलब्ध असलेल्या पॅडपैकी एका पॅडची क्लॅम्पिंग आणि अचलता, परंतु पुनरावृत्ती मागे घेताना निर्देशकांद्वारे घेतलेली सर्व मोजमाप पुनरावृत्ती करता येण्याजोगी आहेत (निर्देशकांच्या रीडिंगमधील फरक 0.02 मिमी पेक्षा जास्त नसावा. ), तसेच क्लिप ट्रॅव्हल इंडिकेटरने त्याची हालचाल रेकॉर्ड केल्यावर स्थिती.
इन्स्टॉलेशन (मूलभूत) परिमाणांसह निर्देशकांद्वारे मोजमापांचे परिणाम प्रवाह भागाच्या स्वरूपात प्रविष्ट केले जातात.
रोटर्सचे रन-अप तपासणे दुरूस्तीपूर्वी (बेअरिंग वेगळे करताना) आणि दुरुस्तीनंतर (बेअरिंग असेंबल करताना) केले जाते. टेकऑफसह, रोटर्सची स्थापना (मूलभूत) परिमाणे टर्बाइन स्टेटरच्या भागांच्या तुलनेत मोजली जातात आणि नियंत्रित केली जातात.
६.४. सपोर्ट बेअरिंग शेल्स आणि थ्रस्ट बियरिंग्सच्या पॅडच्या बॅबिट्सचे रिफिलिंग
बॅबिटसह इन्सर्ट आणि सेगमेंट भरणे हे एक अतिशय जबाबदार ऑपरेशन आहे ज्यासाठी तांत्रिक प्रक्रियेचे कठोर पालन करणे आवश्यक आहे.
सध्या, बॅबिटसह बीयरिंग्स प्रीफिलिंग करण्यासाठी दोन पद्धती वापरल्या जातात:
एका विशेष डिव्हाइसमध्ये टेम्पलेटनुसार व्यक्तिचलितपणे ओतणे;
केंद्रापसारक पद्धतीने भरणे.
जुने बाबा काढत आहेभट्टी, फोर्ज किंवा गॅस बर्नरमध्ये लाइनर गरम करून तयार केले जाते उलट बाजूबॅबिट (२४०...२६० डिग्री सेल्सिअस) मऊ होण्याच्या सुरुवातीच्या तापमानाशी संबंधित लाइनर; त्यानंतर, लाइनर हलविला जातो आणि बॅबिट लाइनरच्या शरीराच्या मागे मागे राहिले पाहिजे. बर्नरची ज्योत थेट बॅबिटकडे निर्देशित करून बॅबिट गरम करणे आणि वितळण्याची शिफारस केलेली नाही, कारण ते तीव्रतेने ऑक्सिडाइज्ड आहे. बॅबिट पूर्णपणे वितळत नाही तोपर्यंत घाला गरम करण्याची देखील शिफारस केली जात नाही, कारण यामुळे अँटीमनी जळून जाईल. खोबणी आणि उदासीनतेमध्ये कोणतेही अवशेष न ठेवता जुने बॅबिट पूर्णपणे काढून टाकणे आवश्यक आहे.
बाबिट वितळल्यानंतर आतील पृष्ठभागस्क्रॅपर, स्टील ब्रश आणि एमरी कापडाने लाइनर पूर्णपणे स्वच्छ केले जाते.
रिफिलिंगसाठी लाइनर तयार करत आहेलाइनरच्या फिलिंगची गुणवत्ता निर्धारित करते आणि लाइनरच्या शरीरात बॅबिटची आवश्यक चिकटपणा प्रदान करते. रिफिलिंगच्या तयारीमध्ये ओतण्यासाठी पृष्ठभाग डीग्रेस करणे, ते लोणचे करणे आणि कथील (अर्धा) सह लेप करणे समाविष्ट आहे.
Degreasing कॉस्टिक सोडा किंवा कॉस्टिक सोडाच्या गरम 10% द्रावणात (1 किलो कॉस्टिक सोडा प्रति 10 लिटर पाण्यात) 10 ... 15 मिनिटे बुडवून तयार केले जाते. त्यानंतर, घाण आणि अल्कली काढून टाकण्यासाठी लाइनर गरम पाण्याने धुतले जाते.
प्रारंभिक कोरीव कामहायड्रोक्लोरिक किंवा सल्फ्यूरिक ऍसिडच्या 10% द्रावणात 10 ... 15 मिनिटे विसर्जन करून घाला (प्रति 10 लिटर पाण्यात 1 लिटर सांद्रित ऍसिड). ऍसिड सोल्यूशन तयार करताना, पाण्यात केंद्रित ऍसिड जोडताना सुरक्षिततेची खबरदारी पाळणे आवश्यक आहे आणि त्याउलट कधीही नाही.
कोरीव काम केल्यानंतर, लाइनर गरम पाण्याने धुऊन वाळवले जाते.
दुय्यम पिकलिंग आणि टिनिंग इन्सर्ट खालील प्रकारे तयार केले जातात:
विसर्जन टिनिंग.
सोल्डरिंग लोह किंवा कोटिंगसह टिनिंग.
ओतल्या जाणार्या लाइनरच्या पृष्ठभागाचे दुय्यम खोदकाम झिंक क्लोराईड ("एच्ड" ऍसिड) च्या संतृप्त द्रावणाने केले जाते. ते तयार करण्याची पद्धत खालीलप्रमाणे आहे: जस्तचा एक वजनाचा भाग एकाग्र हायड्रोक्लोरिक ऍसिडच्या वजनाने चार भागांमध्ये विरघळला जातो. हायड्रोजन बुडबुड्यांची उत्क्रांती थांबेपर्यंत विरघळण्याची प्रक्रिया चालू राहिली पाहिजे आणि काही जास्तीचे विरघळलेले जस्त पात्राच्या तळाशी राहते. हेअर ब्रश किंवा टो वापरून द्रावण लागू करून एचिंग केले जाते. जर डीग्रेझिंग खराब केले गेले असेल तर लोणचे पृष्ठभागावर समान रीतीने पडू शकत नाही, परंतु पृष्ठभागावरून बाहेर पडते. या प्रकरणात, degreasing ऑपरेशन पुनरावृत्ती करणे आवश्यक आहे.
कोरीव कामाच्या शेवटी, 220 ... 230 डिग्री सेल्सिअस तापमानाला गरम केलेले लाइनर हळूहळू (स्प्लॅशिंग टाळण्यासाठी) शुद्ध टिनमध्ये बुडवले जाते (त्यासाठी 50% कथील आणि 50% शिसेचे मिश्रण वापरणे शक्य आहे. अर्धा; babbitt B-83) 5 ... 7 मि. अर्ध्या दिवसाचे तापमान 300...320 डिग्री सेल्सियस असावे. मजला लाइनरच्या पृष्ठभागावर सतत समान पातळ थराने झाकलेला असावा आणि एक कंटाळवाणा असावा चांदीचा रंग, खडू पेंटने झाकलेले पृष्ठभाग वगळता.
लाइनरच्या टिन केलेल्या पृष्ठभागावर काळे डाग, ऑक्सिडेशन, अर्ध-विलंब असलेली ठिकाणे असल्यास, ते लोणचे आणि टिन केलेले असणे आवश्यक आहे.
लाइनर्सच्या केंद्रीकृत रिफिलिंगच्या ठिकाणी अर्धा दिवस लागू करण्याची ही पद्धत वापरणे हिताचे आहे.
2. सोल्डरिंग लोह किंवा कोटिंगसह टिनिंग करताना, झिंक क्लोराईडचे संतृप्त द्रावण लाइनरच्या टिन केलेल्या पृष्ठभागावर लावले जाते. पृष्ठभाग कोरड्या अमोनिया पावडरने झाकलेले आहे, लाइनर 220 ... 230 डिग्री सेल्सिअस तापमानात गरम केले जाते आणि सोल्डरिंग लोहाने टिन लावण्यासाठी पृष्ठभागावर टिन लावले जाते.
babbitt सह लाइनर भरणेसर्व फिलिंग नियमांची काळजीपूर्वक अंमलबजावणी करणे आवश्यक आहे, कारण बेअरिंगचे सामान्य ऑपरेशन त्याच्या गुणवत्तेवर अवलंबून असते.
बॅबिटने लाइनर भरण्यापूर्वी, लाइनरमधील सर्व छिद्रे आणि तेल वाहिन्या एस्बेस्टोसने सील केल्या जातात. रिफिलिंगसाठी उपकरणावर लाइनर (त्याचे वरचे किंवा खालचे भाग) स्थापित केले जातात; लाइनर आणि फिक्स्चरचे जंक्शन पॉइंट कॉर्ड एस्बेस्टोसने सील केलेले आहेत. जर सीलिंग छिद्रांसाठी आणि तेल वाहिन्याओले एस्बेस्टोस वापरण्यात आले, उपकरणासह लाइनर पूर्व-वाळवले जाते आणि नंतर भट्टी, भट्टी किंवा गॅस बर्नरमध्ये 250 तापमानात गरम केले जाते ...
लाइनर गरम होईपर्यंत, टिन केलेल्या पृष्ठभागाचे संरक्षण आणि ऑक्सिडेशन टाळण्यासाठी, ते ओतण्यासाठी तयार असणे आवश्यक आहे. आवश्यक रक्कम babbit, जे सूत्राद्वारे निर्धारित केले जाते
जी = Dxby,
जेथे G हे ओतण्यासाठी आवश्यक असलेले बॅबिटचे वस्तुमान आहे; डी- ओतण्यासाठी लाइनरच्या बोरचा व्यास; एक्स- babbitt च्या poured थर जाडी; b - प्रक्रिया भत्त्यासह लांबी घाला; येथे- babbitt चे विशिष्ट गुरुत्व (7.2 g/cm 3).
बॅबिट एका विशेष क्रूसिबलमध्ये वितळले जाते आणि 400...410 डिग्री सेल्सियस तापमानाला गरम केले जाते; हे लक्षात घेतले पाहिजे की बॅबिट जास्त गरम केल्याने त्याचे तीव्र ऑक्सिडेशन आणि अँटीमोनी बर्नआउट होते (बॅबिट वितळण्याच्या बिंदूपेक्षा 50...60 डिग्री सेल्सियसपेक्षा जास्त गरम केले जाऊ नये). ऑक्सिडेशन कमी करण्यासाठी, वितळलेल्या बॅबिटच्या पृष्ठभागावर बारीक कोळशाचा थर ओतला जातो.
ओतण्यापूर्वी, वितळलेल्या बॅबिटला वितळण्यासाठी अमोनियम क्लोराईड जोडून शुद्धीकरण ऑपरेशन केले जाते (यासाठी, 15 ... 20 ग्रॅम कोरडे अमोनिया वितळलेल्या बॅबिटसह क्रूसिबलमध्ये बुडविले जाते). परिष्करण प्रक्रिया पूर्ण मानली जाते जेव्हा, वितळण्याच्या पूर्ण मिश्रणासह, त्याचे उकळणे आणि त्यातून वायू सोडणे थांबते (प्रक्रिया 10 ... 15 मिनिटांत होते). शुद्धीकरणाच्या प्रक्रियेत, अमोनियम क्लोराईड स्लॅग ऑक्साईड्स आणि स्लॅग वितळण्याच्या पृष्ठभागावर तरंगतात.
लाइनरच्या कास्टिंगपूर्वी थेट, वितळलेल्या बॅबिटच्या पृष्ठभागावरून कोळसा आणि तयार केलेले स्लॅग काळजीपूर्वक काढून टाकणे आवश्यक आहे.
बॅबिटच्या सतत प्रवाहासह एका चरणात लाइनर भरणे इष्ट आहे. बॅबिटमध्ये साचा भरल्यानंतर, डोवेटेल्समधील अवशिष्ट हवा आणि लाइनरच्या शरीरातील इतर नमुने काढून टाकण्यासाठी, भरलेल्या बॅबिटला पुरेशा लांबीच्या स्टीलच्या रॉडने किंवा अन्य उपकरणाने "छेदणे" आवश्यक आहे.
बॅबिटचे दाट उच्च-गुणवत्तेचे फिलिंग मिळविण्यासाठी, लाइनर थंड करण्याची प्रक्रिया नियंत्रित करणे आवश्यक आहे. कूलिंग तळापासून उभ्या दिशेने आणि लाइनरच्या शरीरापासून ट्रान्सव्हर्स प्लेनमध्ये उपकरणाच्या दिशेने व्हायला हवे, कारण थंड होण्याच्या प्रक्रियेदरम्यान बॅबिट आकुंचन पावते आणि ज्या भागात थंड होण्याचा दर कमी असतो तेथे क्रिस्टलायझेशन दरम्यान पोकळी आणि छिद्र दिसू शकतात. . ही प्रक्रिया आयोजित करण्यासाठी, लाइनरच्या शरीराचा खालचा भाग थंड केला जातो. संकुचित हवाआणि उपकरणाचा वरचा भाग गॅस बर्नरने गरम करणे.
थंड झाल्यावर बॅबिट आकुंचन पावत असताना, साचा भरेपर्यंत ते वर केले जाते. बॅबिटचे स्फटिकीकरण सुरू होण्यापूर्वी टॉपिंग करणे आवश्यक आहे.
वर्णन केलेल्या तंत्रज्ञानानुसार बेअरिंग शेल रिफिलिंगची संस्था पॉवर रिपेअर एंटरप्राइझच्या विशेष विभागांच्या परिस्थितीत किंवा प्लांटमध्ये केली जाऊ शकते. वनस्पतीच्या परिस्थितीनुसार, वरील तंत्रज्ञानाच्या सर्व आवश्यकता पूर्ण करणे शक्य नाही.
लाइनर त्याच्या आंशिक वितळणे, पोशाख किंवा लाइनरच्या शरीरातून बॅबिटच्या विघटनाशी संबंधित नसलेल्या इतर दोषांमुळे आधीपासून भरलेले असल्यास, हे शक्य आहे. रिफिलिंगच्या सरलीकृत आवृत्तीचा वापर.
घाला घाण आणि तेलाने स्वच्छ केले जाते, भट्टी, चूल किंवा गॅस बर्नरमध्ये (उलट बाजूला) 240 ... 260 डिग्री सेल्सिअस तापमानात गरम केले जाते आणि विशेषतः तयार केलेल्या ट्रेमध्ये वर्कबेंचवर काळजीपूर्वक स्थापित केले जाते. "डोवेटेल्स" दिसेपर्यंत गॅस बर्नर बॅबिट वितळतो. लाइनरच्या पृष्ठभागावर 1...2 मिमी जाडीचा बॅबिटचा थर सोडला जातो, जो भविष्यात लाइनर भरण्यासाठी अर्धा चूल असेल. रिफ्लोच्या प्रक्रियेदरम्यान कथीलचे ऑक्साइड काढून टाकण्यासाठी, पृष्ठभाग टो किंवा ताडपत्री मिटनने पुसले जाते.
ज्या भागात लाइनरच्या शरीरातून बॅबिटचा अनुशेष होता, तेथे लाइनरचा अनटिन केलेला धातू दिसून येईल, कारण रिफ्लो दरम्यान या ठिकाणी बॅबिट गरम करण्याचा दर जास्त असेल. अर्ध्या भागाच्या मागे असलेल्या या जागा स्क्रॅपरने कापल्या पाहिजेत, कमी केल्या पाहिजेत, लोणचे आणि सोल्डरिंग लोहाने विकिरणित केले पाहिजे.
लाइनर्स रिफिलिंग करण्याची ही पद्धत कमी कष्टदायक आहे, कारण त्यास जटिलतेची आवश्यकता नसते तयारीचे कामऍसिड आणि अल्कलीच्या वापराशी संबंधित, आणि त्याच वेळी लाइनर रिफिलिंगसाठी सर्व आवश्यकता पूर्ण करते.
कंटाळवाणे refilled बीयरिंग.लाइनर रिफिल केल्यानंतर, ते साच्यातून काढून टाकले जाते, सर्व स्थापित प्लग काढून टाकले जातात, तेलाचे खिसे भरलेले एस्बेस्टोस, क्षैतिज स्लॉटमधील बॅबिटचा तांत्रिक भत्ता मिल्ड केला जातो आणि लाइनरच्या आवश्यकतेनुसार क्षैतिज स्लॉट स्क्रॅप केला जातो. स्लॉट
बोअरसाठी क्षैतिज स्लॉटसह लाइनर एकत्र केले जाते (बोअरच्या प्रकारावर आणि रेखांकनाच्या आवश्यकतांवर अवलंबून, स्लॉटमध्ये गॅस्केट स्थापित केले जाते, आवश्यक असल्यास - थ्रस्ट बेअरिंग बोअर पहा). बॅबिटला लेथ किंवा कॅरोसेलवर कंटाळा आला आहे.
कंटाळवाणे साठी घाला नियंत्रण बँड बाजूने सेट आहे; सर्व आढळलेल्या लढाया (उभ्या आणि क्षैतिज विमानात) बहुतेक वेळा अर्ध्या भागात विभागल्या जातात.
कंटाळवाण्या प्रक्रियेत, भरलेल्या बॅबिटचे दृश्य गुणवत्ता नियंत्रण केले जाते. छिद्र किंवा कवच आढळल्यास, लाइनरवर सरफेस करून किंवा पुन्हा भरून बॅबिट बोअर दुरुस्त करण्याचा निर्णय घेतला जातो. लाइनरच्या अंतिम कंटाळवाण्याआधी सदोष ठिकाणांची सरफेसिंग करणे आवश्यक आहे.
रिफिल केलेल्या बीयरिंगच्या मशीनिंगच्या दिशेने योग्य निवड करणे खूप महत्वाचे आहे. हे लक्षात घेतले पाहिजे की जमा केलेल्या बॅबिट आणि लाइनर बॉडीची आसंजन शक्ती 48 एमपीए पेक्षा जास्त नाही; चुकीच्या सह मशीनिंगकटिंग फोर्सच्या कृती अंतर्गत, लाइनरच्या शरीरातून जमा केलेले बॅबिट फाडणे शक्य आहे. लाइनरच्या शरीरापासून बॅबिट वेगळे होण्यापासून रोखण्यासाठी, उपकरणाच्या कटिंग एजची हालचाल बॅबिटपासून लाइनरच्या शरीराकडे निर्देशित केली पाहिजे.
बेअरिंग पृष्ठभाग कंटाळल्यानंतर, लाइनर बॉडीला बॅबिटच्या चिकटलेल्या गुणवत्तेसाठी लाइनर तपासणे आवश्यक आहे. कनेक्टर आणि इन्सर्टचे शेवटचे पृष्ठभाग व्हिज्युअल तपासणी आणि रंग दोष शोधून तपासले जातात. लाइनरचा बॅबिट बोअर अल्ट्रासोनिक फ्लॉ डिटेक्शनद्वारे तपासला जातो.
बॅबिट फिलिंगच्या गुणवत्ता नियंत्रणानंतर, ऑइल पॉकेट्स कंटाळले जातात आणि इतर निवड रेखाचित्र किंवा लाइनरच्या पूर्व-तयार केलेल्या स्केचनुसार केल्या जातात.
थ्रस्ट बेअरिंग सेगमेंट्स रिफिलिंगबेअरिंग शेल्सच्या रिफिलिंगसाठी निर्दिष्ट केलेल्या सर्व अटींचे पालन करून तयार केले जाते. ओतण्यासाठी, सेगमेंट बॉडीची जाडी, भरावची आवश्यक जाडी आणि प्रक्रिया भत्ता यांच्या बेरजेइतकी उंची असलेल्या एका विशेष मोल्डमध्ये ठेवल्या जातात. ओतल्यानंतर, सपोर्ट बियरिंग्ससाठी वर वर्णन केलेल्या तंत्रज्ञानाप्रमाणेच, बॅबिटमधील सर्व परदेशी समावेश काढून टाकण्यासाठी विभागांवर प्रक्रिया केली जाते, थ्रस्ट डिस्कवर सर्व पॅड एकसमान फिट असल्याची खात्री करण्यासाठी स्क्रॅप केले जातात आणि बॅबिटच्या कडा आहेत. कार्यरत पृष्ठभागांवर तेलाचा विनाअडथळा प्रवाह सुनिश्चित करण्यासाठी गोलाकार.
६.५. लाइनर्सच्या बोरिंग्सची फवारणी करणे
सध्या, लाइनरमधील बोअर्स पुनर्संचयित करण्यासाठी प्लाझ्मा आणि बॅबिटच्या फ्लेम फवारणीच्या पद्धती मोठ्या प्रमाणावर वापरल्या जातात.
फवारणीचा वापर बोअरची भूमिती पुनर्संचयित करण्यासाठी आणि आवश्यक असल्यास, इतर यांत्रिक नुकसान दूर करण्यासाठी केला जातो.
फवारणीपूर्वी, बॅबिटच्या पृष्ठभागाची यांत्रिक कंटाळवाणे 1.0 ... 1.5 मिमी खोलीपर्यंत बॅबिटचा तेलकट थर काढून टाकण्यासाठी केली जाते. बॅबिट पावडर एका विशेष साधनाचा वापर करून साफ केलेल्या आणि कमी झालेल्या बोअरच्या पृष्ठभागावर फवारली जाते. बोरच्या पृष्ठभागाचे घर्षण विरोधी गुणधर्म सुधारण्यासाठी, बॅबिट बहुतेक वेळा मॉलिब्डेनम डायसल्फाइडच्या संयोगाने फवारले जाते.
थ्रस्ट पॅडची जीर्णोद्धार त्याच प्रकारे केली जाते.
६.६. तेल सील दुरुस्ती
डिझाइननुसार, तेल सील हे कठोर चक्रव्यूह सील आहेत ज्याची सील विभागात चर्चा केली आहे (§ 5.1 पहा).
बेअरिंग हाऊसिंगमधून शाफ्टच्या बाजूने तेलाची गळती कमी करण्यासाठी, मध्यवर्ती चेंबर (चित्र 6.18) सह तेल सील तयार केले जातात; ड्रेनेज चेंबरपासून खालच्या अर्ध्या भागात बेअरिंग हाउसिंगच्या आतील पोकळीच्या दिशेने केले जाते. सिलेंडरच्या बाजूने, तेलाच्या सीलला वाष्प अडथळा जोडलेला असतो, जो सिलेंडरमधून वाफेच्या गळतीच्या प्रभावाखाली तेल सीलचे तापमान कमी करण्यासाठी आणि तेलाचा पूर रोखण्यासाठी डिझाइन केलेले आहे.
प 
सीलचे रिज (अँटेना) बदलणे देखील "सील" विभागात वर्णन केले आहे (§ 5.3.5 पहा). त्यांच्या दुरुस्तीची अनेक वैशिष्ट्ये लक्षात घेणे आवश्यक आहे:
ऑइल सील पातळ-भिंतींच्या रचना आहेत ज्या मिशांचा पाठलाग करताना लक्षणीय विकृतीच्या अधीन असतात;
च्या संबंधात वारंवार बदलणेमिशा आणि क्षैतिज कनेक्टर्सच्या सतत समायोजनाची आवश्यकता, त्यांचे रेषीय परिमाण पुनर्संचयित करण्याची वेळोवेळी आवश्यकता असते (प्रामुख्याने हे बेअरिंग हाउसिंगच्या बोरमध्ये स्थापित केलेल्या सीलवर लागू होते). ऑइल सील रिंग्सचे रेषीय परिमाण वेल्डिंग आणि त्यानंतरच्या क्षैतिज कनेक्टर्सच्या प्रक्रियेद्वारे पुनर्संचयित केले जातात;
ऑइल सीलच्या अँटेनाची स्थापना कठोर आहे या वस्तुस्थितीमुळे, त्यांचे आकारमान कंटाळवाणे (हे बेअरिंग हाऊसिंगच्या बोअरमध्ये स्थापित केलेल्या सीलवर लागू होते) बेअरिंगमध्ये स्थापनेसाठी बोरच्या बाह्य व्यासाच्या तुलनेत विलक्षणपणे बनविले जाते. ऑइल बोअरच्या सापेक्ष रोटरच्या मोजलेल्या स्थितीनुसार गृहनिर्माण;
लाइनर्सच्या तेल-धारणेच्या रिंगमधील अंतर खालील मर्यादेत असावे: खाली 0.10 ... 0.15 मिमी, उजवीकडे आणि डावीकडे 0.15 ... 0.20 मिमी, 0.25 वरून ... 0.30 मिमी. रिंगच्या आतील कडा तीक्ष्ण केल्या पाहिजेत आणि रिंगच्या बाजूला ज्यामध्ये चेंफर नाही ते लाइनरच्या दिशेने स्थापित केले जाणे आवश्यक आहे.
6
.7. टर्निंग डिव्हाइस (VPU) ची दुरुस्ती
अंजीर वर. 6.19 KhTZ टर्बाइनच्या हाय-स्पीड TLU चे डिझाईन दाखवते आणि अंजीर मध्ये. LMZ आणि TMZ टर्बाइनचे 6.20 डिझाइन.
TLU दुरुस्त करण्यासाठी, ऑइल लाइन्स डिस्कनेक्ट करणे, केसिंग काढून टाकणे, कपलिंग डिस्कनेक्ट करणे, इलेक्ट्रिक मोटर आणि TLU सर्व्होमोटर काढून टाकणे आवश्यक आहे. व्हीपीयूचे सर्व भाग आणि असेंब्लीमधून घाण काढा, स्वच्छ धुवा आणि उडवा. बेकलाइट वार्निशपासून कव्हर्सचे क्षैतिज कनेक्टर स्वच्छ करा. त्यानंतर तपासा:
अट बॉल बेअरिंग्ज, प्रतिबद्धता पृष्ठभागाची स्थिती वर्म गियर, गियर चाके, पिनियन;
निक्स आणि burrs काढा;
जंत आणि दात असेलेले चाक, एंड कॅप्सच्या संपर्काचे विमान, रेड्यूसर कनेक्टरची घट्टपणा;
जंगम गियरच्या हालचालीचे स्वातंत्र्य;
पेंटद्वारे, दातांवर संपर्क साधणे, तसेच कपलिंगच्या स्टॉपकडे वळताना आणि प्रतिरोधक पृष्ठभागांच्या पेंटला चिकटून असताना मुठी पूर्णपणे बुडणे;
कपलिंगवरील मुठींच्या बेअरिंग पृष्ठभागांची स्थिती आणि गियर व्हीलवरील त्यांच्या संबंधित पृष्ठभागांची स्थिती;
समर्थनांच्या लँडिंग पृष्ठभागांची स्थिती दात असेलेले चाकबेअरिंग हाऊसिंगमध्ये.

६.८. स्व-तपासणी प्रश्न:
सपोर्ट बेअरिंगच्या मुख्य भागांची नावे सांगा.
सेगमेंट सपोर्ट बेअरिंगचा उद्देश आणि डिझाइन काय आहे?
बियरिंग्ज तयार करण्यासाठी कोणती सामग्री वापरली जाते?
टर्बाइन बिल्डिंगमध्ये वापरल्या जाणार्या बॅबिटचा ब्रँड आणि रचना सांगा.
बोअरच्या आकारानुसार बियरिंग्जचे वर्गीकरण कसे केले जाते?
ऑपरेशन दरम्यान होणार्या बॅबिट कंटाळवाण्यांच्या वैशिष्ट्यपूर्ण नुकसानास नाव द्या.
शाफ्टच्या बाजूने तेल गळतीची मुख्य कारणे कोणती आहेत?
गृहनिर्माण उघडताना आणि बेअरिंग वेगळे करताना कोणती मोजमाप घ्यावी?
काय पहावे विशेष लक्षबेअरिंगच्या व्हिज्युअल तपासणी दरम्यान?
I. बेअरिंगमधील घट्टपणा आणि क्लिअरन्स कसे तपासले जातात? आवश्यक घट्टपणा आणि मंजुरी पुनर्संचयित करण्याचे मुख्य मार्ग.
लाइनरच्या खालच्या अर्ध्या बाजूच्या पॅडवर प्रीलोड काय आहे?
बेअरिंग हाउसिंगच्या बोअरमध्ये लाइनरची अनुलंब आणि क्षैतिज हालचाल कशी आहे?
जे कमाल रक्कमशिम्स एका बुटाखाली स्थापित केले जाऊ शकतात?
बेअरिंग हाऊसिंग्ज बंद करण्यापूर्वी ज्या मुख्य ऑपरेशन्स केल्या पाहिजेत त्यांची यादी करा.
थ्रस्ट बेअरिंगचा उद्देश सांगा.
सेगमेंटल थ्रस्ट बेअरिंगच्या प्रकारांची नावे द्या. त्यांची यादी करा डिझाइन फरक.
कोणत्या पॅडला कार्यरत म्हणतात आणि कोणते इन्स्टॉलेशन पॅड आहेत?
थ्रस्ट बेअरिंगमध्ये ऑइल रन-अप काय आहे?
KTZ टर्बाइनच्या थ्रस्ट बेअरिंगची डिझाइन वैशिष्ट्ये काय आहेत?
स्व-संरेखित पॅड थ्रस्ट बीयरिंगचे फायदे काय आहेत?
थ्रस्ट बेअरिंगची बेअरिंग क्षमता काय ठरवते?
थ्रस्ट बेअरिंग सेगमेंट्सच्या बॅबिटिंगची मुख्य कारणे कोणती आहेत?
एका सेटमध्ये थ्रस्ट पॅडच्या जाडीचे अनुज्ञेय विचलन काय आहे?
थ्रस्ट बेअरिंग असेंबल करताना मूलभूत ऑपरेशन्सचा क्रम सांगा.
रोटर्सचे अक्षीय रन-अप कसे तपासले जाते?
रिफिलिंगसाठी बेअरिंग तयार करताना केलेल्या मुख्य ऑपरेशन्सची नावे द्या.
बेअरिंग टाकताना बॅबिट किती तापमानाला गरम केले जाते?
उच्च दर्जाचे बॅबिट फिलिंग मिळविण्यासाठी लाइनर थंड करण्याच्या प्रक्रियेचे नियमन कसे आणि का आवश्यक आहे?
डिपॉझिट बॅबिट आणि लाइनरच्या मुख्य भागामध्ये चिकटपणा राखण्यासाठी लाइनर कंटाळवाणा करताना कोणत्या तांत्रिक पद्धती वापरल्या पाहिजेत?
प्रमाण काय आहेत स्वीकार्य अंतरतेल सील मध्ये?
पान 1
सपोर्ट-थ्रस्ट बेअरिंगचा वापर अक्षीय शक्तींच्या (सुपरचार्जरच्या ऑपरेशन दरम्यान उद्भवलेल्या) थ्रस्ट भागाच्या आकलनासाठी केला जातो, जो सामान्यतः सक्शन पाईपच्या दिशेने निर्देशित केला जातो. असामान्य सुपरचार्जर ऑपरेटिंग मोड्स अंतर्गत (लहान कॉम्प्रेशन रेशो आणि उच्च प्रवाह दर), अक्षीय बल कमी होते आणि त्याची दिशा देखील बदलू शकते.
थ्रस्ट बेअरिंग कंप्रेसरच्या बाजूला स्थित आहे.
थ्रस्ट बेअरिंग, सक्शन बाजूला स्थित, कंप्रेसर आणि टर्बाइनच्या अक्षीय शक्तींमधील फरक शोषण्यासाठी डिझाइन केलेले आहे.
सपोर्ट-थ्रस्ट बेअरिंग ब्लोअर रोटरला आधार देण्याचे काम करते आणि त्याच्या थ्रस्ट भागासह, ब्लोअरच्या ऑपरेशन दरम्यान उद्भवलेल्या अक्षीय शक्तींचे आकलन करते.
सुपरचार्जरचे थ्रस्ट बेअरिंग सिस्टममधील तेलाने वंगण घातले जाते शक्ती तेलनियमन हे तेल पाईप 53 द्वारे ऑइल कूलर 54 ला पुरवले जाते, तेथून ते पाईप 55 मधून बेअरिंगला वाहते.
ऑइल पंपसह एकत्रित स्टीम टर्बाइनचे थ्रस्ट बेअरिंग.
वर्म आणि व्हीलचे थ्रस्ट बीयरिंग तपासा आणि आवश्यक असल्यास, त्यांचे कार्यप्रदर्शन पुनर्संचयित करा.
थ्रस्ट बेअरिंग शेल बेअरिंग हाउसिंगमध्ये स्थापित केले आहे. त्याची स्थापना स्क्रूसह लाइनरला जोडलेल्या विशेष उशांद्वारे केली जाते. इन्सर्टचे मुख्य भाग कास्ट आयर्न ग्रेड SCH 15 - 32 चे बनलेले आहे आणि थ्रस्ट पॅड OF-10-1 कांस्य बनलेले आहेत. लाइनर आणि थ्रस्ट पॅडची घर्षण पृष्ठभाग बी-83 बॅबिटने भरलेली असते. शाफ्ट नेक आणि लाइनरच्या बोअरमधील डायमेट्रल क्लीयरन्स 0 14 - 0 19 मिमीच्या आत राखले जाते आणि रोटरचे अक्षीय रन-अप (थ्रस्ट डिस्क आणि पॅडमधील अंतर) 0 35 - 0 45 मिमीच्या आत असते.
सपोर्ट-थ्रस्ट बेअरिंग हाऊसिंग व्हॉल्युटच्या शेवटच्या भिंतीशी अर्धवर्तुळाकार फ्लॅंजसह जोडलेले आहे; घराच्या आत रोटरच्या अक्षीय शिफ्टचे रिले आणि गियर कपलिंगला तेल पुरवण्यासाठी ट्यूबसह फिटिंग आहेत. सुपरचार्जर रोटर - कॅन्टिलिव्हर प्रकार, एक आहे कार्यरत चाकपूर्णपणे मिल्ड ब्लेडसह. सुपरचार्जरचे शाफ्ट आणि रेड्यूसरचे गीअर्स गियर कपलिंगद्वारे जोडलेले आहेत.
टर्बाइनचे थ्रस्ट बेअरिंग्स 6 (चित्र 14 पहा) तसेच काही प्रकारच्या टर्बाइनचे थ्रस्ट बेअरिंगचे इन्सर्ट, इंटरमीडिएट पिंजऱ्यांवरील संबंधित बोअरमध्ये स्थापित केले जातात. लाइनर आणि पिंजऱ्याच्या खालच्या भागांच्या गोलाकार पृष्ठभागाची घट्टपणा फीलर गेज वापरून तपासली जाते आणि टर्बाइन रोटर लाइनरवर खाली आणले जाते.
थ्रस्ट बेअरिंग हाऊसिंग व्हॉल्युटच्या शेवटच्या भिंतीला अर्धवर्तुळाकार फ्लॅंजसह जोडलेले आहे. या बेअरिंगच्या घराच्या आत, एक रोटर अक्षीय शिफ्ट रिले आणि गियर कपलिंगला तेल पुरवण्यासाठी ट्यूबसह फिटिंग स्थापित केले आहे. घरांच्या कव्हरवर थर्मामीटर स्थापित करण्यासाठी सॉकेट्स आहेत. व्हॉल्युट आणि बेअरिंग हाऊसिंग सामान्य फाउंडेशन फ्रेमवर आरोहित आहेत.
क्रियाकलाप क्षेत्र (तंत्रज्ञान) ज्यामध्ये वर्णन केलेला शोध संबंधित आहे
विकासाची माहिती, म्हणजे, लेखकाचा हा शोध यांत्रिक अभियांत्रिकी क्षेत्राशी संबंधित आहे आणि काम करण्यासाठी डिझाइन केलेले थ्रस्ट बेअरिंग तयार करण्यासाठी वापरले जाऊ शकते. कठीण परिस्थिती, उदाहरणार्थ, येथे कार्यरत स्टीम टर्बाइन रोटरसाठी बेअरिंग म्हणून उच्च भारआणि गती, आणि याव्यतिरिक्त, लक्षणीय उष्णता अधीन.
शोधाचे तपशीलवार वर्णन
सपोर्ट-स्लाइडिंग ओळखले जातात, ज्यामध्ये होल्डर असतो, गोलाकार पृष्ठभागासह त्याच्याशी निगडीत सपोर्टिंग पृष्ठभाग असलेली एक इन्सर्ट आणि थ्रस्ट पॅड (1) त्यावर निश्चित केले जातात. लाइनरच्या गोलाकार पृष्ठभागामुळे, जेव्हा शाफ्ट विचलित केला जातो तेव्हा लाइनर फिरवता येतो, ज्यामुळे शाफ्टच्या थ्रस्ट डिस्कच्या तुलनेत थ्रस्ट पॅडची सामान्य स्थिती राखण्यात आणि थ्रस्टवरील भारांचे एकसमान वितरण राखण्यात योगदान होते. पॅड तथापि, पिंजरा आणि घाला यांच्यातील लहान अंतरांमुळे आणि अधिक उच्च तापमाननंतरचे, जे मोठ्या प्रमाणात अंतर कमी करते अक्षीय भारपिंजऱ्यात लाइनर जॅमिंग होते आणि परिणामी, शाफ्टच्या थ्रस्ट डिस्कच्या तुलनेत थ्रस्ट पॅडच्या सामान्य स्थितीचे उल्लंघन होते जेव्हा शाफ्ट विचलित होते. यामुळे थ्रस्ट पॅडवरील भारांचे असे पुनर्वितरण होऊ शकते जे त्यापैकी सर्वात जास्त लोड वितळते.
समर्थन देखील ओळखले जाते, ज्यामध्ये, गोलाकार पृष्ठभागासह पिंजरासह लाइनरला जोडण्याव्यतिरिक्त, थ्रस्ट पॅड्स गोलाकार पृष्ठभागावर वॉशर आणि रिंग्ज (2) वापरून स्थापित केले जातात. अशा अंमलबजावणीमुळे शाफ्टच्या विक्षेपण दरम्यान थ्रस्ट डिस्कची स्थिती बदलून थ्रस्ट पॅडच्या पॅकच्या स्थितीचा चांगल्या प्रकारे मागोवा घेणे शक्य होते. तथापि व्यावहारिक अंमलबजावणीबेअरिंगच्या आवश्यक गुणधर्मांच्या तरतुदीसह हा शोध समस्याप्रधान आहे.
सध्याचा आविष्कार थ्रस्ट बेअरिंग तयार करण्याच्या कार्यावर आधारित आहे, मूलत: प्रथम वर्णन केलेल्या अॅनालॉग प्रमाणेच, परंतु ज्यामध्ये पिंजऱ्याच्या गोलाकार पृष्ठभाग आणि लाइनरसह सर्व ऑपरेटिंग मोडमध्ये घर्षणाचा किमान गुणांक प्रदान केला जाईल आणि त्यामुळे लाइनर जॅम होण्यास प्रतिबंध केला जाईल.
ही समस्या सपोर्ट-थ्रस्ट प्लेन बेअरिंगमध्ये सोडवली जाते, ज्यामध्ये एक पिंजरा असतो, गोलाकार पृष्ठभागासह त्याच्याशी संबंधित एक घाला आणि त्यावर बेअरिंग पृष्ठभाग आणि थ्रस्ट पॅड निश्चित केले जातात आणि ज्यामध्ये, सध्याच्या शोधाच्या सारानुसार. , कमीत कमी लाइनर किंवा पिंजऱ्याच्या वीण पृष्ठभागांपैकी एकावर, खोबणीचा एक ग्रिड लावला जातो जो इतका लहान असतो की जेव्हा पिंजरा लाइनरसह एकत्र केला जातो तेव्हा केशिका वाहिन्यांचे जाळे तयार होते आणि हे ग्रिड तेलाशी संवाद साधते. पुरवठा स्रोत.
या सोल्यूशनबद्दल धन्यवाद, पिंजरा आणि लाइनर दरम्यान एक तेल फिल्म तयार होते, ज्यामुळे त्यांच्या वीण पृष्ठभागांमधील घर्षण गुणांक लक्षणीयरीत्या कमी होतो, ज्यामुळे लाइनर जॅमिंगची शक्यता दूर होते.
सध्याच्या आविष्काराचे सार खालीलप्रमाणे स्पष्ट केले आहे. तपशीलवार वर्णनत्याच्या अंमलबजावणीच्या उदाहरणांपैकी एक, संलग्न रेखाचित्रांद्वारे स्पष्ट केले आहे, ज्यामध्ये:
अंजीर 1 अनुदैर्ध्य विभागात थ्रस्ट बेअरिंग दाखवते;
अंजीर 2 अंजीर मध्ये बेअरिंग एक क्रॉस विभाग आहे. ए-ए मध्ये 1;
अंजीर 3 अंजीर मध्ये B-B बाजूने बेअरिंगच्या एका भागाचा एक विभाग आहे. 2.
ड्रॉईंगमध्ये दर्शविलेल्या उदाहरणानुसार, स्लाइडिंग बेअरिंग, स्टीम टर्बाइन शाफ्टिंगसाठी आहे आणि त्यात एक पिंजरा 1 आणि एक इन्सर्ट 2 आहे जो दोन भागांनी बनलेला आहे, गोलाकार पृष्ठभाग 3 आणि 4 सह एकमेकांना जोडलेला आहे. घाला 2 आहे बॅबिट लेयर 5 सह बनवलेला, जो थ्रस्ट बेअरिंगचा भाग बनतो आणि त्याव्यतिरिक्त, थ्रस्ट पॅड 6 आणि 7 चे पॅक त्यात निश्चित केले जातात, टर्बाइन रोटरच्या शाफ्ट लाइन 9 च्या थ्रस्ट डिस्क 8 शी संवाद साधून, त्याचा भाग बनवतात. थ्रस्ट प्लेन बेअरिंग. बेअरिंगच्या सपोर्टिंग आणि थ्रस्ट भागांना वंगण घालण्यासाठी तेल पिंजरा 1 द्वारे चॅनेल 10 द्वारे बुशिंग 2 च्या कंकणाकृती पोकळी 11 मध्ये आणि तेथून चॅनेल 12 द्वारे बॅबिट लेयर 5 च्या सपोर्टिंग पृष्ठभागावर आणि त्याद्वारे पुरवले जाते. चॅनेल 13 ते थ्रस्ट पॅड 6 आणि 7. बेअरिंगचा विभाग
वर्णन केलेले बेअरिंग फंक्शन्स इतर ज्ञात थ्रस्ट बेअरिंग्ससारखे. तथापि, बेअरिंग आणि थ्रस्ट पृष्ठभागांना पुरवलेले तेल देखील केशिका प्रभावाच्या कृती अंतर्गत घाला 2 च्या गोलाकार पृष्ठभाग 4 वरील ग्रूव्ह 14 च्या नेटवर्कमध्ये प्रवेश करते आणि नंतर, त्याच तेलाच्या प्रभावाच्या प्रभावाखाली, पातळ पसरते. संपूर्ण पृष्ठभागावर फिल्म 4. ही फिल्म लाइनर 2 च्या धारक 1 आणि 4 च्या गोलाकार पृष्ठभाग 3 मधील घर्षण गुणांक लक्षणीयरीत्या कमी करू शकते. जर शाफ्ट 10 विचलित झाला, तर थ्रस्ट डिस्क 8 च्या उतारासह, लाइनर 2 देखील वळेल, आणि त्यासह थ्रस्ट पॅड 6 आणि 7, थ्रस्ट डिस्क 8 च्या सापेक्ष पूर्वनिश्चित स्थान राखून त्यांच्या दरम्यान एकसमान लोड वितरणासह. अशा प्रकारे, योक 1 आणि लाइनर 2 मधील ऑइल फिल्मच्या उपस्थितीमुळे, थ्रस्ट डिस्कच्या सापेक्ष शाफ्ट 9 चे विक्षेपण आणि थ्रस्ट पॅड 6 आणि 7 च्या स्थितीचा मागोवा घेण्यासाठी लाइनर 2 साठी अनुकूल परिस्थिती निर्माण केली जाते. 8, जे पॅड वितळण्यास प्रतिबंध करते. याव्यतिरिक्त, ऑइल फिल्म ओलसर कार्य करते, धारक 1 आणि लाइनर 2 च्या वीण पृष्ठभाग 3 आणि 4 मधील अंतरामुळे कंपन होण्यापासून प्रतिबंधित करते.
माहितीचे स्रोत
1. जी.एस. झिरित्स्की. स्टीम टर्बाइन भागांची रचना आणि ताकद गणना. एम.-एल., 1955, पी. 254, अंजीर. 15-30.
2. प्रमाणीकरण. सेंट. USSR N 236137, F 16 C 23/04, 1968
दावा
सपोर्ट-थ्रस्ट प्लेन बेअरिंग ज्यामध्ये एक पिंजरा असतो, एक लाइनर त्याच्याशी जोडलेला गोलाकार पृष्ठभागासह बेअरिंग पृष्ठभाग आणि त्यावर थ्रस्ट पॅड निश्चित केले जातात, हे वैशिष्ट्य आहे की लाइनर किंवा पिंजऱ्याच्या वीण पृष्ठभागांपैकी किमान एक ग्रिड लहान आहे. इतके पुरेसे आहे की जेव्हा लाइनरसह क्लिप एकत्र केली जाते तेव्हा केशिका चॅनेलचे नेटवर्क तयार होते आणि हे नेटवर्क तेल पुरवठ्याच्या स्त्रोताशी संवाद साधते.
शोधकाचे नाव:
मोरोझोव्ह ए.ए.; निकोनोव्ह V.I.; गुडकोव्ह एन.एन.; स्पिरिडोनोव ए.एफ.
पेटंटधारकाचे नाव:
जॉइंट-स्टॉक कंपनी खुला प्रकार"लेनिनग्राड मेटल प्लांट"
पत्रव्यवहारासाठी पोस्टल पत्ता:
195009, सेंट पीटर्सबर्ग, Sverdlovskaya emb. 18, JSC LMZ, पेटंट ऑफिस
पेटंट सुरू होण्याची तारीख:
1998.08.14
स्टेटर पार्ट्सच्या सापेक्ष रोटेटिंग रोटरची आवश्यक स्थिती टर्बाइन बीयरिंगद्वारे सुनिश्चित केली जाते, जे रोटरवर कार्य करणार्या शक्तींना समजते. नियमानुसार, टर्बाइनच्या बांधकामात साध्या बेअरिंग्जचा वापर केला जातो, जे उच्च परिघीय वेगाने स्थिर आणि गतिशील भारांना प्रतिकार करतात. , टिकाऊ आणि विश्वासार्ह आहेत. बेअरिंग शेलचा बोर आणि शाफ्ट नेक यांच्यामध्ये जेव्हा ते फिरते तेव्हा अर्ध-कोरडे (अर्ध-द्रव) घर्षण होते, जे कमी करण्यासाठी लाइनरचा बोर बॅबिट (घर्षणविरोधी मिश्र धातु) ने झाकलेला असतो. , आणि वंगण म्हणून, पेट्रोलियम टर्बाइन ऑइल ग्रेड 22, जे पृष्ठभाग घासण्यासाठी देखील एक थंड आहे.
बियरिंग्जच्या डिझाइनसाठी अनेक आवश्यकता आहेत:
बेअरिंगचे ऑपरेशन अत्यंत विश्वासार्ह असणे आवश्यक आहे, कारण. बीयरिंगसह झालेल्या अपघातांमुळे प्रवाह मार्ग आणि सीलचे मोठे नुकसान होते;
डिझाइनने टर्बाइनची सर्वात मोठी कार्यक्षमता प्रदान केली पाहिजे, कारण. बियरिंग्जचे ऑपरेशन आणि स्थिती सील आणि प्रवाह मार्गामध्ये इष्टतम मंजुरी प्रदान करते, जे कार्यक्षमतेवर थेट परिणाम करते. टर्बाइन
बेअरिंगच्या स्नेहन थरातील घर्षण शक्तींचे कार्य कमीतकमी असावे, कारण हे शाफ्टच्या रोटेशनच्या ऊर्जेमुळे केले जाते. रोटरच्या स्वतःच्या वजनामुळे उद्भवणारे रेडियल भार, त्याचे असंतुलन, प्रवाहाच्या मार्गातील असंतुलित शक्तींमधून चुकीचे संरेखन, विशेषत: आंशिक वाफेच्या पुरवठ्यासह, चुकीचे ऑपरेशनकपलिंग (लवचिक, अर्ध-कठोर) किंवा गियर कनेक्शन (गिअरबॉक्स असल्यास), समजून घ्या थ्रस्ट बियरिंग्ज.सपोर्ट बेअरिंगची योजना, त्याचे कार्य स्पष्ट करणारी, आकृती 3.19 आणि 3.20 मध्ये दर्शविली आहे.
शाफ्ट जर्नल 1 लाइनरच्या बोअरमध्ये फिरते 2 , ज्याचा व्यास शाफ्ट नेकच्या व्यासापेक्षा थोडा मोठा आहे. दोन भागांचा समावेश असलेला लाइनर हाऊसिंगमध्ये स्थापित केला आहे. 7 समर्थन पॅड वर 6 जेणेकरून लाइनरचे बोर अक्ष आणि शेवट आणि डायाफ्राम सील एकरूप होतात. पाइपलाइनद्वारे लाइनरचा बोअर 9 पंपातून तेल दिले जाते. शाफ्टची मान आणि लाइनरच्या बोअरच्या दरम्यान, ए तेल चित्रपटज्यावर शाफ्ट फिरतो. बेअरिंगला होणारा तेलाचा पुरवठा प्रतिबंधात्मक वॉशरद्वारे नियंत्रित केला जातो 8 . केस कव्हर वर 4 आपत्कालीन टाकी स्थापित केली आहे, ज्यामध्ये पाईपद्वारे 5 तेल प्रवेश करते.

जर बेअरिंगला तेलाचा पुरवठा खंडित झाला असेल (तेल प्रणालीमध्ये अपघात झाल्यास), टर्बोजनरेटर नेटवर्कपासून संरक्षणाद्वारे डिस्कनेक्ट केला जातो आणि टर्बाइनला वाफेचा पुरवठा थांबविला जातो. वेग हळूहळू कमी होईल आणि बेअरिंगमधील तेल आपत्कालीन टाकीमधून येईल. आकृती 3.20 , ब, क, डहे पाहता येते की, गती वाढल्याने, शाफ्ट नेक त्याखाली तेल कसे ओढते आणि ते आणि बोअर यांच्यामध्ये तेलाचा स्थिर थर (वेज) दिसून येतो, ज्यामुळे शाफ्ट नेक "फ्लोट" दिसते. रोटर स्थापित करण्यासाठी अक्षीय स्थितीत आणि ट्रान्झिएंट्स दरम्यान बदलणारी अक्षीय शक्ती समजते (मापदंडांमध्ये बदल, रीसेट करणे, लोड वाढणे), प्रवाहाच्या मार्गातील मंजुरीमध्ये बदल (सीलमध्ये, मीठ केल्यावर) सर्व्ह करते थ्रस्ट बेअरिंग.स्टीम टर्बाइनमध्ये, फक्त सेगमेंटल थ्रस्ट बेअरिंग्स वापरल्या जातात (आकृती 3.21). लाइनरच्या आत, क्षैतिज फ्लॅंज्सने जोडलेले दोन भाग 1 आणि 2 असलेले, एक रिंग 3 आहे ज्यावर थ्रस्ट पॅड 5 स्थापित केले आहेत. एक थ्रस्ट डिस्क आहे. (कंघी) टर्बाइन शाफ्टवर, बॅबिटने भरलेल्या थ्रस्ट पॅडच्या पृष्ठभागाच्या नितंबाला लागून. थ्रस्ट डिस्क (कंघी) शाफ्टसह अविभाज्य बनविली जाते किंवा जोडली जाऊ शकते.

थ्रस्ट पॅडला तेल पुरवले जाते, संपूर्ण लाइनर भरते आणि लाइनरच्या वरच्या अर्ध्या भागातून बाहेर वाहते. अशाप्रकारे, कंगवा 4 ऑइल बाथमध्ये फिरतो आणि पॅडच्या पृष्ठभागावर अक्षीय शक्तीने दाबला जातो. कंगवा आणि पॅडमध्ये एक वाहक तेलाचा थर तयार होतो, ज्यामुळे पॅड आणि कंगवाच्या पृष्ठभागांमधील धातूचा संपर्क वगळला जातो आणि याची खात्री होते. कमी घर्षण नुकसान आणि पॅडचा थोडासा पोशाख.
आकृती 3.21 मध्ये दर्शविलेले बेअरिंग केवळ तेव्हाच वापरले जाऊ शकते जेव्हा अक्षीय बल नेहमी डावीकडून उजवीकडे निर्देशित केले जाते. याव्यतिरिक्त, जेव्हा मोठे अंतरक्रेस्टच्या डावीकडे, रोटरच्या डाव्या बाजूला थोड्याशा शिफ्टवर, सील आणि प्रवाह मार्गाचे नुकसान होईल. म्हणून, थ्रस्ट बेअरिंग्जमध्ये, मुख्य (कार्यरत) पॅड्स व्यतिरिक्त, अतिरिक्त (समायोजन) पॅड स्थापित केले जातात विरुद्ध बाजूकंगवा त्यांच्या मदतीने, पॅड दरम्यान रोटरचा अक्षीय रन-अप सेट केला जातो.
असेंब्ली दरम्यान, ते 0.5-0.6 मिमीच्या आत सेट केले जाते आणि ऑपरेशनमध्ये ते 0.4-0.5 मिमी असेल. मोठ्या मल्टी-सिलेंडर टर्बाइनमध्ये, पॅडच्या ऑपरेशनमध्ये कोणताही फरक नाही, कारण जेव्हा ऑपरेटिंग मोड बदलतो तेव्हा अक्षीय शक्ती त्याची दिशा बदलू शकते. थ्रस्ट बेअरिंग पूर्णपणे विश्वसनीय असणे आवश्यक आहे, कारण. त्याच्या अपयशामुळे प्रवाहाच्या मार्गाला गंभीर नुकसान होते.
बर्याचदा थ्रस्ट बेअरिंग थ्रस्ट बेअरिंगसह एकत्र केले जाते, म्हणजे. एकत्रित थ्रस्ट बेअरिंग मिळते. थ्रस्ट आणि थ्रस्ट बेअरिंग शेल फाउंडेशनवर बसवलेल्या हाऊसिंगमध्ये ठेवलेले असतात किंवा थेट टर्बाइन हाऊसिंगला जोडलेले असतात. मुख्य ऑइल पंप, टर्बाइन नियमन आणि संरक्षण प्रणालीचे घटक बेअरिंग हाउसिंगमध्ये ठेवले जातात ( सहसा पहिला).
0जहाजावरील शाफ्टिंगचा उपयोग मुख्य इंजिनमधून प्रोपल्शन युनिटमध्ये ऊर्जा हस्तांतरित करण्यासाठी केला जातो. शाफ्ट लाइनमध्ये शाफ्ट, बीयरिंग आणि प्रोपेलर समाविष्ट आहे. प्रोपेलरपासून जहाजाच्या हुलपर्यंतचा जोर देखील शाफ्टिंगद्वारे प्रसारित केला जातो.
शाफ्टिंगमध्ये थ्रस्ट शाफ्ट, अनेक असतात इंटरमीडिएट शाफ्टआणि प्रोपेलर शाफ्ट, जे अनुक्रमे थ्रस्ट, सपोर्ट आणि स्टर्न बियरिंग्सवर फिरतात. स्टर्न ट्यूब दोन्ही बाजूंच्या ग्रंथींनी बंद केली जाते. शाफ्टिंगचे सर्व घटक अंजीर मध्ये दर्शविले आहेत. 11.1.
थ्रस्ट बियरिंग्ज.या बियरिंग्जचा वापर प्रोपेलरच्या ऑपरेशन दरम्यान होणारा स्टॉप जहाजाच्या हुलमध्ये हस्तांतरित करण्यासाठी केला जातो, म्हणून थ्रस्ट बेअरिंग ठोस डिझाइनचे असणे आवश्यक आहे आणि ते पुरेसे कठोर सपोर्टवर माउंट केले पाहिजे. बेअरिंग स्वतंत्रपणे बनवले जाऊ शकते किंवा मुख्य इंजिनसह एकच डिझाइन तयार केले जाऊ शकते. बेअरिंग समोरच्या स्टॉपच्या प्रसारणासाठी डिझाइन केलेले असणे आवश्यक आहे आणि उलट करणे, तसेच आपत्कालीन भारांसह विविध भारांसाठी.
स्वयंपूर्ण थ्रस्ट बेअरिंग हाऊसिंग (चित्र 11.2) मध्ये अचूक बोल्टने जोडलेले दोन भाग असतात. थ्रस्ट लोड थ्रस्ट पॅडद्वारे घेतला जातो, ज्यामुळे झुकाव कोन बदलला जाऊ शकतो. या उशा गाईड्समध्ये किंवा सपोर्ट्सवर बसवल्या जातात आणि पांढऱ्या धातूच्या रेषेत असतात. अंजीर मध्ये दर्शविलेल्या एक मध्ये. डिझाइनच्या 11.2, थ्रस्ट पॅड्स परिघाच्या तीन-चतुर्थांश भाग व्यापतात आणि संपूर्ण थ्रस्ट बेअरिंग हाउसिंगच्या खालच्या भागात हस्तांतरित करतात. इतर डिझाईन्समध्ये, थ्रस्ट पॅड संपूर्ण परिघाभोवती स्थित असतात. थ्रस्ट कॉम्बद्वारे वाहून जाणारे तेल त्यातून स्क्रॅपरने काढून टाकले जाते आणि उशा धरलेल्या स्पेसरकडे निर्देशित केले जाते. येथून, तेल उशा आणि बियरिंग्सकडे निर्देशित केले जाते. थ्रस्ट शाफ्टमध्ये फ्लॅंज असतात ज्याद्वारे ते मोटर किंवा गिअरबॉक्स शाफ्टच्या फ्लॅंजला किंवा इंटरमीडिएट शाफ्टच्या फ्लॅंजला बोल्ट केले जाते.
जेथे थ्रस्ट बेअरिंग हा मुख्य इंजिनचा भाग असतो, तेथे बेअरिंग हाऊसिंग फाउंडेशन फ्रेमचा विस्तार बनवते ज्याला ते बोल्ट केले जाते. या बेअरिंगचे सक्तीचे स्नेहन इंजिन स्नेहन प्रणालीमधून केले जाते आणि अन्यथा बेअरिंग डिझाइन स्वतंत्र बेअरिंगसारखेच असते.
तांदूळ. 11.1. शाफ्टिंग योजना:
1 - शाफ्ट आणि प्रोपेलरला आधार देणारे स्टर्न बीयरिंग; 2 - स्टर्न स्लीव्ह; 3 - नाक स्लीव्ह (नेहमी स्थापित होत नाही); 4 - स्टर्न ट्यूब; 5 - प्रोपेलर शाफ्ट; 6 - स्टर्नपोस्ट; 7 - आफ्टरपीक बल्कहेड; 8 - मध्यवर्ती शाफ्ट; 9 - सपोर्ट बीयरिंग्ज (नेहमी स्थापित होत नाहीत); 10 - थ्रस्ट शाफ्ट; 11 - इंजिन अंतर्गत ज्वलन, प्रोपेलर शाफ्टला थेट शक्ती प्रसारित करणे; 12 - गिअरबॉक्सद्वारे शाफ्टमध्ये पॉवर ट्रान्समिशनसह अंतर्गत ज्वलन इंजिन किंवा टर्बाइन; १३ - मुख्य इंजिन; 14 - स्वतंत्र थ्रस्ट बेअरिंग, जे प्रोपेलर स्टॉपला जहाजाच्या हुलमध्ये स्थानांतरित करते; 15 - खालून शाफ्टला आधार देणारे इंटरमीडिएट सपोर्ट बीयरिंग; 16 - वरून आणि खाली शाफ्टला आधार देणारे स्टर्न थ्रस्ट बेअरिंग; 17 - इंजिन रूममध्ये स्टर्न ट्यूब ग्रंथी; मी - इंजिन पॉवर; II - स्क्रू स्टॉप
सपोर्ट बियरिंग्ज.सर्व शाफ्टिंग सपोर्ट बियरिंग्ज एकाच डिझाइनचे नसतात. एक्स्ट्रीम आफ्ट थ्रस्ट बेअरिंगमध्ये खालचा आणि वरचा दोन्ही बुशिंग असतो, कारण जेव्हा प्रोपेलर चालत असेल तेव्हा त्याला प्रोपेलरचे वस्तुमान आणि स्टॉपचे उभ्या घटक दोन्ही समजले पाहिजेत, वरच्या दिशेने निर्देशित केले जातात. इतर सपोर्ट बेअरिंग फक्त शाफ्टच्या वस्तुमानाला आधार देतात आणि त्यामुळे फक्त कमी शेल असतात.
मध्यम शाफ्ट सपोर्ट बीयरिंगपैकी एक अंजीर मध्ये दर्शविला आहे. 11.3. येथे नेहमीच्या बेअरिंग शेलची जागा हिंगेड सपोर्टवर उशाने घेतली जाते.

तांदूळ. 11.2. थ्रस्ट बेअरिंग:
1 - तेल पातळी निर्देशक; 2 - तेल स्क्रॅपर; 3 - थ्रस्ट कंघी 4 - डिफ्लेक्टर; 5 - शाफ्ट; 6 - सक्तीचे उशा च्या स्टॉपर; 7 - थ्रस्ट पॅड; 8 - कूलिंग कॉइल; 9 - सपोर्ट बेअरिंग शेल

तांदूळ. 11.3. थ्रस्ट बेअरिंग:
1 - तेल रिंग; 2 - तेल स्क्रॅपर; 3 - डिफ्लेक्टर; 4 - स्पष्ट समर्थन पॅड
अशा उशा ओव्हरलोड अधिक चांगल्या प्रकारे समजतात आणि पुरेशा जाडीचे तेल वेज राखण्यासाठी योगदान देतात. घराच्या खालच्या भागात असलेल्या ऑइल बाथमधून स्नेहन केले जाते. आंघोळीमध्ये कमी केलेल्या अंगठीच्या मदतीने, शाफ्टच्या रोटेशन दरम्यान तेल वरच्या दिशेने वाहून जाते आणि स्नेहनमध्ये प्रवेश करते. आंघोळीमध्ये ठेवलेल्या ट्यूबलर-प्रकारच्या रेफ्रिजरेटरमध्ये तेल थंड केले जाते ज्यामधून बाहेरील पाणी जाते.
स्टर्नट्यूब बियरिंग्ज दोन मुख्य कार्ये करतात: प्रोपेलर शाफ्टला समर्थन द्या; स्टफिंग बॉक्स म्हणून काम करा जे शाफ्टच्या बाजूने समुद्राचे पाणी इंजिन रूममध्ये प्रवेश करण्यापासून प्रतिबंधित करते. स्टर्न ट्यूब बेअरिंगमध्ये, बाकआउट लाकूड (विशेषतः उच्च घनतेने वैशिष्ट्यीकृत) पूर्वी अस्तर म्हणून वापरला जात असे आणि वंगण बाहेरील पाण्याने केले जात असे. अलीकडे वापरल्या जाणार्या बीयरिंग्जमध्ये तेलाने वंगण घातलेले पांढरे-धातू भरलेले बुशिंग वापरतात. अशी एक बेअरिंग रचना अंजीर मध्ये दर्शविली आहे. ११.४.
बेअरिंग बुशला अक्षीयरित्या स्थित बाह्य वाहिन्यांद्वारे आणि दोन्ही बाजूंच्या रेडियल बाजूच्या छिद्रांद्वारे आतील अक्षीय वाहिन्यांमध्ये तेलाचा पुरवठा केला जातो. स्लीव्हच्या शेवटी, तेल बाहेर पडते आणि पंप आणि ऑइल कूलरकडे निर्देशित केले जाते. स्नेहन प्रणालीमध्ये दोन दाबयुक्त तेल टाक्या आहेत आणि तेल पंप निकामी झाल्यास प्रणाली चालू ठेवण्यासाठी एक तेल टाकी पुरेशी आहे.
![]()
तांदूळ. ११.४. स्टर्न ट्यूब बेअरिंगच्या मागे तेल लुब्रिकेटेड:
मी - तेल पुरवठा; II - तेल आउटलेट; III - ड्रेन वाल्वमधून तेल काढून टाकावे
प्रत्येक टाकी सुसज्ज आहे गजरतेलाची पातळी अनुज्ञेय पातळीपेक्षा खाली येण्याची चेतावणी.
प्रोपेलर शाफ्टच्या बाह्य आणि आतील टोकांवर विशेष सील स्थापित केले जातात. सील खराब झाल्यास स्टर्न ट्यूबमध्ये पाणी जाण्यापासून रोखण्यासाठी स्नेहन दाब स्थिर समुद्री पाण्याच्या दाबापेक्षा थोडा वर सेट केला जातो.
शाफ्टिंग च्या शाफ्ट.थ्रस्ट आणि प्रोपेलर शाफ्टच्या दरम्यानच्या क्षेत्रामध्ये शाफ्ट लाइनचा भाग म्हणून, जहाजावरील इंजिन रूमच्या स्थानावर अवलंबून, एक किंवा अधिक इंटरमीडिएट शाफ्ट असू शकतात. इंटिग्रल फ्लॅंजसह सर्व घन बनावट स्टील शाफ्ट बनावट स्टीलच्या अचूक बोल्टसह जोडलेले आहेत. प्रत्येक इंटरमीडिएट शाफ्ट दोन्ही बाजूंनी फ्लॅंग केलेला असतो आणि जर त्याला बेअरिंगने आधार दिला असेल तर त्याचा व्यास या टप्प्यावर वाढतो.
प्रोपेलर शाफ्टला इंटरमीडिएट शाफ्टशी जोडण्यासाठी फ्लॅंज देखील आहे. प्रोपेलर हबमधील टॅपर्ड बोअरशी जुळण्यासाठी प्रोपेलर शाफ्टचे दुसरे टोक टॅपर केलेले आहे. शाफ्टच्या टॅपर्ड शॅंकच्या शेवटी नटसाठी एक धागा असतो जो शाफ्टला प्रोपेलर सुरक्षित करतो.
वापरलेले साहित्य: "जहाज तंत्रज्ञानाची मूलभूत तत्त्वे"
गोषवारा डाउनलोड करा: आमच्या सर्व्हरवरून फायली डाउनलोड करण्यासाठी तुम्हाला प्रवेश नाही.



