वर्कबुक
व्यावहारिक कामासाठी
PM.01. "मशीन, यंत्रणा, स्थापना, कामासाठी उपकरणे तयार करणे, असेंब्ली युनिट्स पूर्ण करणे"
MDK01.01. "ट्रॅक्टर, कार आणि कृषी यंत्रांचा उद्देश आणि सामान्य रचना"
कोर्स "ट्रॅक्टर आणि कारचा उद्देश आणि सामान्य रचना"
विशेष 110809
व्यावहारिक धडा क्र. १
ब्लॉक केस, हेड, सिलिंडर, गॅस्केट.
कामाचे ध्येय.क्रँककेस, हेड, सिलेंडर, गॅस्केट तपासा आणि अभ्यास करा. सैद्धांतिक ज्ञान एकत्रित करा. अंतर्गत ज्वलन इंजिन डिससेम्बलिंग आणि असेंबलिंगमध्ये व्यावहारिक कौशल्ये मिळवा.
कामाच्या ठिकाणी उपकरणे.क्रँककेस, हेड, सिलेंडर, गॅस्केट ब्लॉक करा. पूर्ण भाग disassembly अधीन. काडतुसे बाहेर दाबण्यासाठी डिव्हाइस. पोस्टर्स, साहित्य, साधने.
अहवाल संकलित करण्याची प्रक्रिया.
1. काडतुसे बाहेर दाबण्यासाठी एक उपकरण काढा आणि स्थान चिन्हांकित करा.
2. क्रँककेस संरचनेचे वर्णन करा.
______________________
________________________________________________________
_____________________________________
3. प्रश्नांची उत्तरे द्या.
KShM _____________________________________________________ साठी आहे
हेड ब्लॉक दरम्यान स्थापित गॅस्केट ___________________________________________________ साठी आहे
इंजिनवर सिलिंडर कोणत्या कोनात असतात?
ZIL-130?______________
SMD-62?______________
डी-२४०?_______________
ZMZ-53?_______________
A-41?_________________
ॲल्युमिनियम मिश्र धातुचे बनलेले हेड थंड किंवा गरम इंजिनवर घट्ट केले जातात (आवश्यकतेनुसार अधोरेखित करा).
कोरडी बाही ही ओल्या बाहीपेक्षा वेगळी असते _____________________________________________
________________________________________________________
व्यावहारिक धडा क्र. 2.
"पिस्टन, पिस्टन पिन, पिस्टन रिंग, सर्कल, कनेक्टिंग रॉड, कनेक्टिंग रॉड बेअरिंग"
धड्याचा उद्देश.पिस्टन, पिस्टन रिंग, पिस्टन पिन, रिटेनिंग रिंग, कनेक्टिंग रॉड्स, कनेक्टिंग रॉड बेअरिंग्स तपासा आणि तपासा.
कामाच्या ठिकाणी उपकरणे.इंजिन SMD-62, ZIL-130, इ. रोटरी स्टँडवर सिलेंडर हेड्स आणि ऑइल पॅन काढून टाकले जातात. पिस्टन, पिस्टन रिंग, पिन, कनेक्टिंग रॉड. पिस्टन रिंग स्थापित करण्यासाठी डिव्हाइस. पोस्टर्स, साहित्य, साधने.
अहवाल संकलित करण्याची प्रक्रिया.
1. स्थिती पदनामांसह पिस्टनचा आकृती काढा.
2. पिस्टन गट एकत्र करण्याच्या प्रक्रियेचे वर्णन करा.
___________________________________________________________________
3. प्रश्नांची उत्तरे द्या.
पिस्टन लंबवर्तुळाकार किंवा स्कर्टवर कट का केला जातो?
___________________________________________
पिस्टन बॉसमध्ये पिस्टन पिन रिटेनिंग रिंग कशा ठेवल्या जातात?
____________________________________
रिंग लॉकमधील अंतराचा हेतू काय आहे?
_____________________________
कोणत्या पिस्टनमध्ये तेलाच्या रिंग नाहीत?
___________________________________________
कॉम्प्रेशन रिंग्सचा कोन कसा ठरवायचा?
__________________________________________________
कोणत्या डिझेल किंवा कार्बोरेटर पिस्टनच्या डोक्यात दहन कक्ष असतो?
___________________________________________
कॉम्प्रेशन रिंग्जसाठी पिस्टन हेडच्या खोबणीमध्ये कोणत्या इंजिनवर आणि कोणत्या उद्देशाने लॉकिंग स्क्रू स्थापित केले जातात?
______________________
मूल्यमापन______________ शिक्षक____________________
व्यावहारिक धडा क्र. 3.
"क्रँकशाफ्ट, मुख्य बियरिंग्ज, फ्लायव्हील्स"
धड्याचा उद्देश.सैद्धांतिक ज्ञान एकत्रित करा. क्रँकशाफ्ट, मुख्य बियरिंग्ज आणि फ्लायव्हील्सचे परीक्षण आणि परीक्षण करा. अंतर्गत ज्वलन इंजिनांचे आंशिक पृथक्करण करण्याचे कौशल्य मिळवा.
कामाच्या ठिकाणी उपकरणे.इंजिन SMD-62, ZIL-130 काढून टाकलेल्या क्रँककेस पॅनसह, रोटरी स्टँडवर स्थापित. क्रँकशाफ्ट, मुख्य बियरिंग्ज, फ्लायव्हील्स. साधनांचा संच, पोस्टर्स, साहित्य.
अहवाल संकलित करण्याची प्रक्रिया.
1. क्रँकशाफ्टच्या संरचनेचे वर्णन करा.
___________________________________________________________________________________________________________________________________
2. फ्लायव्हीलच्या संरचनेचे वर्णन करा आणि आकृती काढा.
3. प्रश्नांची उत्तरे द्या.
फ्लायव्हील ______________________________ साठी आहे
____________________________________
क्रँकशाफ्ट ________________________________________________ साठी डिझाइन केलेले आहे
क्रँकशाफ्टच्या क्रँकपिनमध्ये व्हॉईड्स का आहेत?
____________________________________
TDC मधील पहिल्या सिलिंडरचा पिस्टन निश्चित करण्यासाठी खुणा कोठे आहेत? इंजिनसाठी:
काउंटरवेट्स ______________________________ साठी डिझाइन केले आहेत
_________________________________________________________
इंजिन क्रँकशाफ्टवरील मुख्य आणि कनेक्टिंग रॉड जर्नल्सची संख्या सांगा:
SMD-62?________________________________________________
ZIL-130?________________________________________________
D-240?_______________________________________________________________
मूल्यमापन______________ शिक्षक____________________
व्यावहारिक कार्य क्रमांक 4.
"इंजिन वाल्व यंत्रणा"
कामाचे ध्येय.सैद्धांतिक सामग्रीचे ज्ञान एकत्रित करा. रॉकर आर्म्स, स्ट्रट्स, शाफ्ट, रॉकर शाफ्ट स्प्रिंग, व्हॉल्व्ह गाइड, व्हॉल्व्ह आणि त्यांचे स्प्रिंग्स, सपोर्ट प्लेट्स, क्रॅकर्स, व्हॉल्व्ह रोटेशन मेकॅनिझमचे परीक्षण आणि अभ्यास करा. गॅस वितरण यंत्रणेचे आंशिक पृथक्करण आणि असेंब्ली तसेच थर्मल क्लीयरन्स समायोजित करण्यात व्यावहारिक कौशल्ये मिळवा.
कामाच्या ठिकाणी उपकरणे.इंजिन SMD-62, ZIL-130 आणि इतर, रोटरी स्टँडवर स्थापित. कपाटांवर व्हॉल्व्ह यंत्रणा, रॉकर आर्म्स, स्ट्रट्स, शाफ्ट, रॉकर शाफ्ट स्प्रिंग, व्हॉल्व्ह गाईड, व्हॉल्व्ह आणि त्यांचे स्प्रिंग्स, सपोर्ट प्लेट्स, क्रॅकर्स आणि व्हॉल्व्ह रोटेशन मेकॅनिझम असलेले सिलेंडर हेड आहेत. टूल किट (की, स्क्रू ड्रायव्हर, फीलर गेज, व्हॉल्व्ह स्प्रिंग रिमूव्हर, साफसफाईची सामग्री). पोस्टर्स आणि गॅस वितरण यंत्रणेचे आकृती, साहित्य, सूचना कार्ड.
अहवाल संकलित करण्याची प्रक्रिया.
1. पोझिशन्सच्या पदनामासह ZIL कारचे वाल्व फिरवण्याची यंत्रणा काढा.
2. प्रश्नांची उत्तरे द्या.
अ) भागांच्या कोणत्या बिंदूंच्या दरम्यान स्थित असलेल्या खालच्या आणि वरच्या वाल्वसह वाल्वचे थर्मल क्लिअरन्स मोजले जाते? ___________________________________________________________
ब) ZIL-130 इंजिनच्या सेवन आणि एक्झॉस्ट व्हॉल्व्हमधील डिझाइन फरक काय आहे? __________________________________________________________________________
c) ZIL-130 इंजिनचा एक्झॉस्ट व्हॉल्व्ह त्याच्या उघडण्याच्या वेळी कोणत्या उद्देशाने वळतो?
___________________________________
मूल्यमापन_____________ शिक्षक________________
व्यावहारिक कार्य क्र. 5.
"ZIL-130 वाल्व्हचे थर्मल क्लीयरन्स समायोजित करणे"
कामाचे ध्येय.वेळेच्या साधनाचा अभ्यास करा. ZIL-130 इंजिनवरील वाल्व्हचे थर्मल क्लीयरन्स समायोजित करण्यासाठी कौशल्ये मिळवा.
कामाच्या ठिकाणी उपकरणे.इंजिन ZIL-130. साधनांचा संच, पोस्टर्स, साहित्य.
अहवाल संकलित करण्याची प्रक्रिया.
1. ZIL-130 इंजिनवरील वाल्व्हचे थर्मल क्लीयरन्स समायोजित करण्याच्या प्रक्रियेचे वर्णन करा.
______________________________________________________________________________________________________________________________________________________
_____________________________________________
2. ZIL-130 इंजिनवरील वाल्व्ह समायोजित करण्यासाठी गुणांच्या स्थानाचा आकृती काढा.
3.प्रश्नांची उत्तरे द्या.
ZIL-130 इंजिन सिलेंडरच्या ऑपरेशनचा क्रम. ________________
_________________________________________________________
ZIL-130 इंजिन वाल्व्हचे थर्मल क्लीयरन्स: __________________
टाइमिंग बेल्ट _____________________________________________ साठी आहे
_____________________________________________
एक्झॉस्ट व्हॉल्व्हच्या प्लेटचा व्यास इनटेक व्हॉल्व्हच्या व्यासापेक्षा मोठा, लहान (अधोरेखित) असतो.
इंजिन वाल्व समायोजित करण्याच्या सामान्य प्रक्रियेचे वर्णन करा.
मूल्यमापन______________ शिक्षक____________________
व्यावहारिक कार्य क्र. 6.
"इंजिन वाल्व्ह A-41 चे थर्मल क्लीयरन्स समायोजित करणे"
कामाचे ध्येय. A-41 इंजिनच्या वेळेची रचना अभ्यासा.
कामाच्या ठिकाणी उपकरणे. A-41 इंजिन, टूल किट, पोस्टर्स, साहित्य.
अहवाल तयार करण्याची प्रक्रिया.
1. A-41 इंजिनचे वाल्व समायोजित करण्याच्या प्रक्रियेचे वर्णन करा.
______________________________________________________________________________________________________________
2. इंजिन वाल्व समायोजित करण्याच्या सामान्य प्रक्रियेचे वर्णन करा.
__________________________________________________________________________________________________________________________________________________________
3.प्रश्नांची उत्तरे द्या.
________________________________________________ साठी वाल्वचे थर्मल क्लीयरन्स आवश्यक आहे
डीकंप्रेशन यंत्रणा ______________________________ ला काम करते
________________________________________________
डीकंप्रेशन यंत्रणा ________________________________________________________ वर कार्य करते
इंजिन सिलेंडर्सच्या ऑपरेशनचा क्रम A-41_____________________
इंजिन वाल्व्ह A-41 चे थर्मल क्लीयरन्स ________________________
मूल्यमापन______________ शिक्षक__________________
व्यावहारिक कार्य क्र. 7.
"वाल्व्ह D-240 चे थर्मल क्लीयरन्स समायोजित करणे"
कामाचे ध्येय. D-240 च्या टायमिंग बेल्टचा अभ्यास करा आणि D-240 इंजिनच्या वाल्व्हचे थर्मल क्लीयरन्स समायोजित करण्यासाठी व्यावहारिक कौशल्ये मिळवा.
कामाच्या ठिकाणी उपकरणे.डी-240 इंजिन, टूल किट, पोस्टर्स, साहित्य.
अहवाल संकलित करण्याची प्रक्रिया.
1. D-240 इंजिनवरील वाल्व समायोजित करण्याच्या प्रक्रियेचे वर्णन करा.
____________________________________________________________________________________________________________________________________________
2. वाल्वचा आकृती काढा आणि पोझिशन्स चिन्हांकित करा.
3.प्रश्नांची उत्तरे द्या.
व्हॉल्व्ह स्टेमचा शेवट आणि रॉकर आर्ममधील अंतर ___________________________ मिमी आहे.
जास्तीत जास्त इंधन पुरवठा (अधोरेखित) चालू असताना वाल्वचा शेवट आणि रॉकर आर्ममधील अंतर समायोजित करा आणि इंजिन थांबवल्यानंतर 15...20 मिनिटे, 20...25 मिनिटांपूर्वी (अधोरेखित करा) ).
समायोजन करण्यापूर्वी काय तपासले जाते?_____________________________________________
TDC मध्ये पहिला पिस्टन स्थापित करण्यासाठी चिन्ह कोठे आहे?________
____________________________________
तुम्ही खालीलप्रमाणे समायोजनाची गती वाढवू शकता: ____________
__________________________________________________________
श्रेणी____________________ शिक्षक____________________
व्यावहारिक धडा क्र. 8.
SMD-60, 62 वाल्व्हचे थर्मल क्लीयरन्स समायोजित करणे".
धड्याचा उद्देश: SMD-60 इंजिनच्या टायमिंग बेल्टचा अभ्यास करा आणि या इंजिनच्या वाल्व्हचे थर्मल क्लीयरन्स कसे समायोजित करावे ते शिका.
कामाच्या ठिकाणी उपकरणे: SMD-60 इंजिन, टूल किट, पोस्टर्स, साहित्य.
* * *
ट DT-75 ट्रॅक्टरच्या गॅस वितरण यंत्रणेची तांत्रिक देखभाल (आणि बदल - DT-75M, DT-75B, DT-75K) यंत्रणेची मंजुरी समायोजित करण्यासाठी तसेच वाल्वची घट्टपणा तपासण्यासाठी खाली येते.
यूरॉकर आर्म आणि व्हॉल्व्ह स्टेमचा शेवट यामधील अंतर वाढवल्याने वाल्व नॉकिंग होते. व्हॉल्व्हच्या अपूर्ण तंदुरुस्तीमुळे निर्माण होणारे अंतर कमी करण्यासाठी, एक्झॉस्ट व्हॉल्व्ह चेम्फर्स जळणे आणि मार्गदर्शक बुशिंग्समधील व्हॉल्व्हचे स्टेम जॅम करणे समाविष्ट आहे. परिणामी, इंजिनची शक्ती कमी होते आणि विशिष्ट इंधनाचा वापर वाढतो. रॉकर आर्म स्ट्रायकर आणि कोल्ड इंजिनवरील व्हॉल्व्ह स्टेमचा शेवट (ट्रॅक्टर्स DT-75, DT-75M, DT-75B, DT-75K साठी) इनटेक आणि एक्झॉस्ट व्हॉल्व्हमधील अंतर 0.25-0.3 मिमी आहे.
पीअंतर तपासणे आणि समायोजित करणे खालील अल्गोरिदमनुसार चालते:
1) - हुडच्या वरच्या ढालच्या बाजू वाढवा;
2) - सिलेंडरचे हेड कव्हर काढा (ते प्रथम घाण साफ करणे आवश्यक आहे);
3) - डीकंप्रेशन यंत्रणा चालू करा;
4) – पहिल्या सिलेंडरचा पिस्टन TDC पर्यंत पोहोचेपर्यंत क्रँकशाफ्ट फिरवण्यासाठी क्रँक वापरा. (टॉप डेड सेंटर) कॉम्प्रेशन स्ट्रोकच्या शेवटी, तर पहिल्या सिलेंडरमध्ये दोन्ही वाल्व्ह बंद केले जातील. T.M.T मध्ये पिस्टन स्थापित करण्यासाठी माउंटिंग पिन वापरला जातो, जो फ्लायव्हील हाऊसिंगमध्ये खराब केला जातो. प्रथम, इन्स्टॉलेशन पिन क्रँककेसमधून काढला जाणे आवश्यक आहे, आणि नंतर त्याच छिद्रामध्ये त्याच्या सतत टोकासह घाला आणि पिन फ्लायव्हील होलमध्ये प्रवेश करेपर्यंत फ्लायव्हील फिरवा;
5) – डीकंप्रेशन यंत्रणा बंद केल्यानंतर, फीलर गेज वापरून अंतर तपासा आणि आवश्यक असल्यास, रॉकर आर्म ॲडजस्टिंग स्क्रू वापरून ते समायोजित करा. रॉकर आर्म स्ट्रायकर आणि उर्वरित सिलेंडर्सच्या व्हॉल्व्ह स्टेमच्या टोकांमधील अंतरांचे समायोजन सिलेंडरच्या ऑपरेटिंग ऑर्डरनुसार केले पाहिजे - 1-3-4-2;
6) – त्यानंतरच्या प्रत्येक सिलेंडरमधील अंतर समायोजित करण्यासाठी, क्रँकशाफ्ट अर्धा वळण करा;
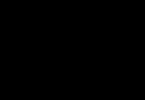
7) – वरच्या अर्ध्या भागात पिस्टनसह त्याच सिलेंडरमध्ये वाल्व क्लिअरन्स समायोजित केल्यानंतर, डीकंप्रेशन यंत्रणा समायोजित केली जाते. हे करण्यासाठी, तुम्हाला डीकंप्रेसर रोलर चालू स्थितीवर सेट करणे आवश्यक आहे. नंतर समायोजित स्क्रू निवडा (36) [अंजीर. 1] रॉकर आर्म आणि स्क्रू, रॉकर आर्म आणि व्हॉल्व्हमधील अंतर आणि नंतर स्क्रू अनस्क्रू करा (36) एक वळण आणि या स्थितीत लॉक करा;
8) – अंतर समायोजित केल्यानंतर, तुम्ही हुड कव्हर जागेवर ठेवावे आणि हूडच्या वरच्या ढालच्या बाजूचे स्क्रू बंद करावे.
तांदूळ. 1. DT-75M ट्रॅक्टरची गॅस वितरण यंत्रणा.
1) - बाहेरील कडा;
2) - की;
3) - वॉशर;
4) - बोल्ट;
5) - गियर;
6) - बुशिंग;
7) - रोलर;
8) - प्लग;
9) - कंस;
10) - सिलेंडर हेड;
11) - रोलर;
13) - उभे राहा;
14) - कंस;
15) - वसंत ऋतु;
16) - फटाके;
17) - प्लेट;
18) - वसंत ऋतु;
19) - वसंत ऋतु;
20) - प्लेट;
21) - बुशिंग;
22) - एक्झॉस्ट व्हॉल्व्ह;
23) - खोगीर;
24) - इनलेट वाल्व;
25) - टीप;
26) - कॅमशाफ्ट;
27) - थ्रस्ट बेअरिंग;
28) - पुशर;
30) - कंस;
31) - रॉड;
32) - टीप;
33) - समायोजित स्क्रू;
34) - कव्हर;
36) - स्क्रू;
37) - रॉकर.
पीसिलेंडर हेड सॉकेटमध्ये वाल्वचे घट्ट फिट तपासणे, तसेच वाल्व पीसणे (आवश्यक असल्यास), इंजिन ऑपरेशनच्या 960 तासांनंतर देखभाल -3 दरम्यान केले जाते.
एचवाल्व पीसण्यासाठी, सिलेंडरचे डोके काढून टाकणे आणि वाल्व यंत्रणा वेगळे करणे आवश्यक आहे. वाल्व्ह पीसण्यासाठी, पेस्ट वापरली जाते, ज्यामध्ये डिझेल तेलासह एम 14 किंवा एम 20 मायक्रो पावडरचे मिश्रण असते. गुळगुळीत मॅट कंकणाकृती पट्टी तयार होईपर्यंत झडपा जमिनीवर असतात (1.5 मिमी पासून पट्टीची रुंदी).
पीसिलेंडर हेड व्हॉल्व्हच्या इनलेट चॅनेलमध्ये केरोसीन टाकून व्हॉल्व्ह मेकॅनिझमचे असेंब्ली पूर्ण झाल्यावर वाल्वचे घट्ट फिट तपासले जाते. 3 मिनिटांच्या आत गळती नसावी.
पीजुना व्हॉल्व्ह बदलताना, तुम्हाला याची खात्री करणे आवश्यक आहे की नवीन सिलेंडर हेडच्या विमानाच्या तुलनेत कमीत कमी 1.6 मिमी (एक्झॉस्ट व्हॉल्व्हसाठी) आणि 1.1 मिमी (इनटेक व्हॉल्व्हसाठी) पीसल्यानंतर पुन्हा तयार केले गेले आहे.
झेडसिलेंडर हेड नट्स घट्ट करणे आकृतीमध्ये दर्शविलेल्या क्रमानुसार समान रीतीने (अनेक चरणांमध्ये) केले पाहिजे [चित्र. 2].

तांदूळ. 2. सिलेंडर हेड नट्ससाठी घट्ट आकृती. ट्रॅक्टर DT-75, DT-75M, DT-75B, DT-75K.
झेडआणि एका चरणात नट 1-2 कडांवर घट्ट केले पाहिजे. घट्ट टॉर्क 16-18 kgf m (160-180 N.m).
आरजेव्हा समोरच्या कॅमशाफ्ट बेअरिंग बुशिंगचा वरचा फ्लँज घातला जातो तेव्हा कॅमशाफ्टच्या अक्षीय हालचालीचे समायोजन केले जाते, जे फ्लँज (1) वर स्थापित केलेले ॲडजस्टिंग वॉशर निवडून वापरले जाते [चित्र. 1].
A-41 इंजिनचे वाल्व्ह कसे समायोजित केले जातात?
रॉकर आर्म्स आणि व्हॉल्व्ह स्टेममधील अंतर तपासताना आणि समायोजित करताना, खालील नियमांचे पालन करा:
वाल्व्ह यंत्रणेत विनामूल्य आणि सोयीस्कर प्रवेश तयार करा - हे करण्यासाठी, साइडवॉल आणि हुडची वरची शीट काढा.
धूळ साफ करा आणि सिलेंडरचे हेड कव्हर काढा.
योग्य व्हॉल्व्ह क्लिअरन्स सेट करण्यासाठी नट्सची घट्टपणा (व्हॉल्व्ह रॉकर आर्म्स आणि सिलेंडर हेड ब्लॉकवर बसवणे) तपासा.
डीकंप्रेशन मेकॅनिझम चालू करा आणि पहिल्या सिलेंडरचे सेवन आणि एक्झॉस्ट व्हॉल्व्ह पूर्णपणे बंद होईपर्यंत इंजिन क्रँकशाफ्ट हळू हळू फिरवा (दोन्ही व्हॉल्व्ह रॉकर आर्म्स स्ट्रायकर आणि व्हॉल्व्हच्या स्टेममधील अंतराच्या प्रमाणात मोकळेपणाने फिरले पाहिजेत).
फ्लायव्हील हाऊसिंगमधून सेट स्क्रू काढा आणि थ्रेड नसलेल्या भागासह त्याच छिद्रामध्ये घाला. नंतर, स्क्रू दाबून, सेट स्क्रू फ्लायव्हीलवरील विश्रांतीमध्ये बसेपर्यंत इंजिन क्रँकशाफ्ट फिरवा. या प्रकरणात, पहिल्या सिलिंडरचा पिस्टन सी स्थितीत सेट केला जातो. m.t. कॉम्प्रेशन स्ट्रोक.
डिकंप्रेशन मेकॅनिझम बंद करा आणि रॉकर आर्म्स आणि व्हॉल्व्ह स्टेममधील अंतर फीलर गेजने तपासा.
हे लक्षात घेतले पाहिजे की डीकंप्रेशन यंत्रणा चालू असलेल्या वाल्व क्लीयरन्स तपासणे आणि समायोजित केल्याने चुकीचे परिणाम मिळतील जे वाल्व यंत्रणेच्या सामान्य ऑपरेशनमध्ये व्यत्यय आणतील. योग्यरित्या समायोजित केलेल्या वाल्वसह, मंजुरी (कोल्ड इंजिनवर) 0.25-0.30 मिमीच्या आत असावी.
जर वाल्व क्लीयरन्स निर्दिष्ट मूल्याशी संबंधित नसतील तर ते समायोजित केले जातात. हे करण्यासाठी, समायोजित स्क्रूचे लॉक नट सोडवा, त्यास स्क्रू ड्रायव्हरने धरून ठेवा. त्यानंतर, पानासोबत लॉकनट धरून, ॲडजस्टिंग स्क्रू काढा आणि रॉकर आर्म स्ट्रायकर आणि व्हॉल्व्ह स्टेम दरम्यान 0.3 मिमी जाड फीलर गेज स्थापित करा. ऍडजस्टिंग स्क्रू घट्ट केले जाते जेणेकरून प्रोब जोराने फिरते. यानंतर, स्क्रू ड्रायव्हरसह समायोजित स्क्रू धरून, त्याचे लॉकनट घट्ट करा. पुशर रॉड्स फिरवून फीलर गेज वापरून अंतर पुन्हा तपासा (रॉड ब्लॉकच्या भिंतींना स्पर्श करणार नाही याची खात्री करण्यासाठी).
फ्लायव्हील हाऊसिंगमधील थ्रेडेड होलमध्ये सेट स्क्रू स्क्रू करा. इंजिन क्रँकशाफ्टला अर्धा टर्न वळवा, तिसऱ्या सिलेंडरमधील पिस्टनला कॉम्प्रेशन स्ट्रोकच्या शेवटी संबंधित स्थितीत सेट करा. तिसऱ्या सिलेंडरचे वाल्व क्लीयरन्स समायोजित करा. जेव्हा तुम्ही क्रँकशाफ्टला अर्धा वळण लावता, तेव्हा चौथ्या सिलेंडरमध्ये आणि नंतर दुसऱ्यामध्ये क्लिअरन्स समायोजित करा.
वाल्व समायोजित केल्यानंतर, डीकंप्रेशन यंत्रणा समायोजित करण्याचे सुनिश्चित करा. हे करण्यासाठी, डीकंप्रेशन मेकॅनिझम रोलर स्थापित करा जेणेकरुन समायोजित स्क्रू अनुलंब स्थित असतील (स्टॉप टेल वाल्व रॉकर आर्म्सच्या समोर असतील); समायोजित स्क्रू अनलॉक करा; ऍडजस्टिंग स्क्रू घट्ट करा, अंतर निवडून - स्क्रू आणि रॉकर आर्म्स, व्हॉल्व्ह आणि रॉकर आर्म्स दरम्यान; प्रत्येक समायोजित स्क्रूला एक वळण काढून टाका आणि त्यांना लॉक करा.
डीकंप्रेशन मेकॅनिझम समायोजित करणे पूर्ण केल्यानंतर, सिलेंडर हेड कॅप जागी स्थापित करा, सीलिंग गॅस्केट योग्यरित्या स्थापित करा आणि कॅप सुरक्षित करा. ऑपरेशन पूर्ण झाले आहे. आपण इंजिन सुरू करून वाल्व समायोजन तपासू शकता.
पी-23एम, पी-23 आणि पी-46 सुरू होणारी इंजिन. उबदार इंजिनसह, कोणत्याही वाल्वच्या स्टेम आणि पुशर ऍडजस्टिंग बोल्टच्या डोक्यामधील अंतर 0.2-0.25 मिमी असावे.
ते समायोजित करणे आवश्यक आहेव्हॉल्व्ह मेकॅनिझम हॅच कव्हर्स काढा, स्पार्क प्लग अनस्क्रू करा, त्यानंतर, हँडलसह क्रँकशाफ्ट फिरवा, पहिल्या सिलेंडरच्या कॉम्प्रेशन स्ट्रोक दरम्यान, हॅच भिंतीवरील चिन्हासह व्हीएमटी -1 सुरू होणाऱ्या इंजिनचे फ्लायव्हील चिन्ह संरेखित करा; त्यानंतर, पुशर ऍडजस्टिंग स्क्रू फिरवून, लॉक नट सैल करून, आवश्यक अंतर सेट करा आणि गॅपचा आकार तपासत लॉक नट घट्ट करा.
इंजिन AM-01, AM-03 आणि AM-41. कोल्ड इंजिनमध्ये, रॉकर आर्म आणि व्हॉल्व्ह स्टेममधील क्लिअरन्स इनटेक व्हॉल्व्हमध्ये 0.25 मिमी आणि एक्झॉस्ट व्हॉल्व्हमध्ये 0.30 मिमी असावा.
समायोजन करण्यासाठी, डीकंप्रेशन यंत्रणा चालू करणे आवश्यक आहे आणि, फ्लायव्हील होलसह इंस्टॉलेशन पिन जुळवून, कॉम्प्रेशन स्ट्रोक दरम्यान पहिल्या सिलेंडरचा पिस्टन टीडीसीवर सेट करा; डीकंप्रेशन यंत्रणा बंद करा आणि आवश्यक असल्यास, SMD-14 इंजिन यंत्रणा समायोजित करा.
इंजिन D-50 आणि D-50L. वाल्व तपासले जातात आणि 240 तासांनंतर समायोजित केले जातात. थंड पाण्याचे तापमान 75 सी पेक्षा कमी नसावे. रॉकर आर्म स्ट्रायकर आणि व्हॉल्व्ह स्टेममधील अंतर सर्व व्हॉल्व्हसाठी 0.25+0.05 मिमी असणे आवश्यक आहे.
उबदार इंजिन तपासताना, 0.25$$ मिमीच्या समायोजनाशिवाय मंजुरींना परवानगी आहे.
इंजिन D-54A आणि D-75. कोल्ड इंजिनसाठी व्हॉल्व्ह स्टेम आणि रॉकर आर्ममधील अंतर इनटेक व्हॉल्व्हमध्ये 0.30 मिमी आणि एक्झॉस्ट व्हॉल्व्हमध्ये 0.35 मिमी आणि उबदार इंजिनवर अनुक्रमे 0.25 आणि 0.30 मिमी असावे.
अंतर समायोजित करण्यासाठी, रोलर लीव्हर्स आणि डीकंप्रेशन यंत्रणेच्या रॉडच्या फास्टनिंगची स्थिती तपासणे आवश्यक आहे; वाल्व कव्हर कव्हर्स काढा; व्हॉल्व्ह रॉकर आर्म्स आणि सिलेंडर हेड्स ब्लॉकवर बांधण्याची विश्वासार्हता तपासा; डीकंप्रेशन मेकॅनिझम लीव्हरला “वॉर्मिंग अप I” स्थितीवर सेट करा आणि, हँडलसह क्रँकशाफ्ट फिरवून, पहिल्या सिलेंडरमध्ये कॉम्प्रेशन स्ट्रोक दरम्यान माउंटिंग पिन फ्लायव्हील होलशी संरेखित असल्याची खात्री करा; नंतर डीकंप्रेशन मेकॅनिझम लीव्हर "ऑपरेशन" स्थितीवर सेट करा आणि आवश्यक असल्यास, पहिल्या सिलेंडरच्या सेवन आणि एक्झॉस्ट वाल्व्हचे क्लीयरन्स समायोजित करा.
इंजिन YaMZ-238NB. कोल्ड इंजिनवर, सर्व वाल्व्हसाठी क्लीयरन्स 0.25-0.30 मिमी असणे आवश्यक आहे. व्हॉल्व्ह क्लीयरन्स समायोजित करण्यासाठी, सिलेंडर हेड कव्हर्स काढून टाकणे आणि रॉकर आर्म बोल्ट (12-15 kgm) च्या घट्ट होणारा टॉर्क तपासणे आवश्यक आहे; त्यानंतर, पुली माउंटिंग बोल्टवर रेंचसह क्रॅन्कशाफ्ट फिरवून, पहिल्या सिलेंडरचा पिस्टन कॉम्प्रेशन स्ट्रोकच्या शेवटी असलेल्या स्थितीवर सेट करा.
इंजिन V-30. व्हॉल्व्ह प्लेट्स आणि कॅम्सच्या मागील बाजूंमधील अंतर समायोजित करताना, आपण प्रथम सिलेंडरच्या डोक्याच्या वरच्या भागाच्या वरच्या व्हॉल्व्ह प्लेटच्या जादाचे प्रमाण समायोजित केले पाहिजे. हे मूल्य सर्व वाल्वसाठी समान आहे आणि 42±0.1 मिमीच्या आत आहे.
व्हॉल्व्ह होलमध्ये प्लेटला स्क्रू किंवा अनस्क्रू करून जादा समायोजित केला जातो.
इंजिन KDM-100, 6KDM-50, D-108, D-130 आणि D-180. उबदार इंजिनसाठी रॉकर आर्म स्ट्रायकर आणि व्हॉल्व्ह स्टेम (KDM-100 आणि 6 K DM-50 इंजिनसाठी रॉकर आर्म स्ट्रायकर आणि मार्गदर्शक कप दरम्यान) मधील अंतर सर्व वाल्वसाठी 0.3 मिमी असणे आवश्यक आहे. 240 तासांनंतर अंतर तपासले पाहिजे. इंजिन ऑपरेशन.
इंजिन D-16 आणि D-37M. कास्ट आयर्न सिलेंडर हेड्स असलेल्या कोल्ड डी-16 इंजिनवर, इनटेक व्हॉल्व्हमध्ये रॉकर स्ट्रायकर आणि व्हॉल्व्ह स्टेममधील अंतर 0.25 मिमी आणि कोल्ड डी-37एम इंजिनवर आणि ॲल्युमिनियमसह 0.30 मिमी असावे सेवन आणि एक्झॉस्ट वाल्व्हमध्ये ते 0.08-0.10 मिमी इतके असावे.
A 41 ही चार-सिलेंडर नैसर्गिकरित्या आकांक्षा असलेल्या डिझेल इंजिनांची मालिका आहे. त्यांचा मुख्य उद्देश बांधकाम उपकरणे आणि कृषी यंत्रांमध्ये वापर आहे. A 41 हे उच्च-गुणवत्तेचे, नम्र, टिकाऊ एकक आहे, ऑपरेट करण्यास सोपे आणि चांगली देखभालक्षमता आहे, आणि A 41 इंजिनच्या या वैशिष्ट्यामुळे त्याला ग्राहकांची ओळख मिळू शकते.
ए 41 इंजिनची तांत्रिक वैशिष्ट्ये
| फेरफार | DT-75 | DT-75M | DT-75N | DT-75D |
| सिलिंडरची संख्या | 4 | 4 | 4 | 4 |
| इंजिन विस्थापन, एल | 6,33 | 7,43 | 6,33 | 7,43 |
| सिलेंडर व्यास, मिमी | 120 | 130 | 120 | 130 |
| पिस्टन स्ट्रोक, मिमी | 140 | |||
| संक्षेप प्रमाण | 17 | 16 | 16,5 | |
| विशिष्ट डिझेल वापर, g/l. s.ch (g/kWh) | 195 | 185 (251,3) | 185 (251,3) | 166,9 (226,6) |
| इंधनाच्या वापरापासून ऑपरेटिंग इंजिन तेलाचा वापर, %: | 3 | 1,5 | 1,5 | |
| - सामान्य | ||||
| - अचानक कुठूनतरी | 0,8 | 0,7 | 0,4 | |
| इंजिनचे वजन, किग्रॅ | 720 | 930 | 960 | |

A-41 मध्ये संबंधित इंजिन आहे, A-01, जे विशेष उपकरणांवर कार्य करण्यासाठी डिझाइन केलेले आहे. A-41 च्या विपरीत, दुसऱ्या इंजिनमध्ये 6 सिलेंडर आहेत. A-41 इंजिन ब्लॉकक्रँककेस हा इंजिनचा गाभा आहे आणि तो बॉक्सच्या आकाराचा कास्ट आयरन आहे, जो उभ्या विभाजनांद्वारे कंपार्टमेंटमध्ये विभागलेला आहे. क्रँककेसच्या शेवटच्या भिंती आणि उभ्या विभाजनांमध्ये खालच्या भागात बॉस असतात जे मुख्य बेअरिंग शेलसाठी आधार बनवतात. क्रँककेसमध्ये "ओले" सिलेंडर लाइनर स्थापित केले आहेत. खालच्या सीटिंग बेल्टच्या बाजूने, स्लीव्हज तीन रबर ओ-रिंग्सने सील केलेले आहेत. कॅमशाफ्ट सपोर्ट क्रँककेसच्या उभ्या विभाजनांमध्ये स्थित आहेत. A-41 इंजिन सिलेंडर हेडइंजिनवर एक डोके स्थापित केले आहे, जे सर्व सिलेंडरसाठी सामान्य आहे. सिलेंडर हेड एक कास्ट लोह आहे जे क्रँककेसमध्ये स्क्रू केलेल्या स्टडसह सुरक्षित केले जाते. सिलेंडर हेड आणि क्रँककेसमधील जोड एस्बेस्टोस-स्टील गॅस्केटने सील केलेले आहे. डोक्यावर पाण्याचे जाकीट असते जे क्रँककेस वॉटर जॅकेटशी संवाद साधते. सिलेंडर हेडमध्ये स्प्रिंग्स, व्हॉल्व्ह रॉकर आर्म्स, रॉकर आर्म्स आणि इंजेक्टरसह वाल्व असतात. इनटेक व्हॉल्व्ह सीटचे कार्यरत चेम्फर थेट डोक्याच्या शरीरात कंटाळले जातात आणि एक्झॉस्ट व्हॉल्व्ह सीट्स उष्णता-प्रतिरोधक कास्ट लोहापासून बनवलेल्या इन्सर्ट असतात. क्रँक यंत्रणा (चित्र 9) मध्ये फ्लायव्हील 13 आणि लाइनर्स, कनेक्टिंग रॉड्स 5 आणि पिस्टन सेटसह क्रँकशाफ्ट 2 समाविष्ट आहे. क्रँकशाफ्ट- स्टील, चार कनेक्टिंग रॉड आणि पाच मुख्य जर्नल्स आहेत. शाफ्टच्या कनेक्टिंग रॉड जर्नल्समध्ये पोकळी 21 आहेत, प्लग 4 सह बंद आहेत, ज्यामध्ये कनेक्टिंग रॉड बेअरिंगमध्ये प्रवेश करण्यापूर्वी तेल अतिरिक्त सेंट्रीफ्यूगल साफसफाईच्या अधीन आहे. क्रँकशाफ्टमध्ये प्रसारित होणारी अक्षीय शक्ती थ्रस्ट कॉलरद्वारे अर्ध्या रिंग्सद्वारे समजली जाते 18. क्रँकशाफ्टच्या पायाचे बोट आणि टांग रबरच्या स्व-क्लॅम्पिंग कफने बंद केले जातात. क्रँकशाफ्टसाठी बेअरिंग शेल आणि कनेक्टिंग रॉडचे खालचे डोके द्विधातू स्टील-ॲल्युमिनियम पट्टीचे बनलेले आहेत. वरील कनेक्टिंग रॉड आणि मुख्य बियरिंग्जमध्ये तेल पुरवठ्यासाठी छिद्र आहे. क्रँककेस, कनेक्टिंग रॉड आणि बेअरिंग कॅप्सच्या खोबणीत बसणारे स्टँप केलेल्या टेंड्रल्सद्वारे लाइनर अक्षीय विस्थापनापासून सुरक्षित केले जातात. 1ल्या, 3ऱ्या, 5व्या मुख्य सपोर्ट्सचे वरचे आणि खालचे रुंद लाइनर्स बदलण्यायोग्य आहेत. 2रे आणि 4थ्या मुख्य बियरिंग्सचे वरचे आणि खालचे अरुंद लाइनर्स बदलण्यायोग्य नाहीत. फ्लायव्हील क्रँकशाफ्टच्या मागील बाजूस बोल्ट केले जाते; लॉकिंग वॉशरद्वारे बोल्ट स्वत: ची सैल होण्यापासून संरक्षित केले जातात, त्यापैकी प्रत्येक दोन बोल्टच्या खाली स्थापित केले जातात. दोन पिन असलेल्या क्रँकशाफ्ट जर्नल्सच्या तुलनेत फ्लायव्हील अचूकपणे निश्चित केले आहे. फ्लायव्हील रिंग गियर इंजिन सुरू करण्यासाठी डिझाइन केले आहे. कनेक्टिंग रॉड स्टील, आय-सेक्शन आहे, खालच्या डोक्याच्या तिरकस कनेक्टरसह. कनेक्टिंग रॉड लोअर हेड बेअरिंगमध्ये बदलण्यायोग्य लाइनर्स आहेत. पिस्टन पिनसाठी बेअरिंग हे कनेक्टिंग रॉडच्या वरच्या डोक्याच्या छिद्रात दाबलेले कांस्य बुशिंग आहे. कनेक्टिंग रॉड लोअर हेड कव्हर त्रिकोणी दात असलेल्या स्प्लाइन लॉक वापरून सुरक्षित केले जाते, जे कनेक्टिंग रॉडच्या सापेक्ष रेडियल शिफ्टपासून कव्हरचे विश्वसनीयरित्या संरक्षण करते. कनेक्टिंग रॉड कव्हर फास्टनिंग बोल्ट, बोल्ट आणि कव्हरच्या काठावर वाकलेल्या व्हिस्कर्ससह लॉकिंग वॉशरद्वारे स्वत: ची सैल होण्यापासून संरक्षित केले जातात. पिस्टन किटमध्ये पिस्टन, पिस्टन रिंग्ज, पिस्टन पिन आणि सर्किट्स असतात. पिस्टन उच्च-सिलिकॉन ॲल्युमिनियम धातूंचे बनलेले आहे. पिस्टन क्राउनमधील विश्रांती दहन कक्ष बनवते. नोजलच्या विस्थापनामुळे, दहन कक्ष पिस्टन पिन अक्षाच्या लंब असलेल्या विमानात पिस्टन अक्षाच्या सापेक्ष किंचित हलविला जातो, कॅमशाफ्टच्या विरुद्ध दिशेने. पिस्टनवर पाच रिंग स्थापित केल्या आहेत (चित्र 10): तीन कॉम्प्रेशन रिंग 10 आणि दोन ऑइल स्क्रॅपर रिंग 11. पिस्टन रिंग्सचा सेट एसएमडी-60 इंजिनच्या सेटसह एकत्रित केला जातो. पिस्टन कनेक्टिंग रॉडला "फ्लोटिंग प्रकार" पिन 8 द्वारे जोडलेले आहे, ज्याची अक्षीय हालचाल पिस्टनमध्ये रिंग 7 राखून मर्यादित आहे.


A-41 इंजिन संतुलन यंत्रणा
कनेक्टिंग रॉड आणि पिस्टन गटाच्या भागांच्या परस्पर हालचाली दरम्यान उद्भवणार्या जडत्व शक्तींचे संतुलन करण्यासाठी, इंजिनवर एक संतुलन यंत्रणा स्थापित केली जाते. मेकॅनिझममध्ये हाऊसिंग 6 असते, ज्याच्या आत दोन असंतुलित वजन-गिअर्स 1 बेअरिंग्सवर फिरतात. बॅलेंसिंग मेकॅनिझम खालीपासून क्रँककेसला दोन बोल्ट 11 सह जोडलेले आहे.
A-41 इंजिनची गॅस वितरण यंत्रणा
सिलेंडर हेडमध्ये ओव्हरहेड व्हॉल्व्ह व्यवस्था आणि खालच्या कॅमशाफ्टची व्यवस्था असलेली गॅस वितरण यंत्रणा. यंत्रणेमध्ये सेवन आणि एक्झॉस्ट अवयव आणि क्रँकशाफ्टमधून हालचाली प्रसारित करणारे भाग असतात: रॉड, पुशर्स, रॉकर आर्म्स, कॅमशाफ्ट आणि गीअर्स. कॅमशाफ्ट 1 स्टील आहे, त्यात कडक बियरिंग्ज आणि कॅम आहेत. रोटेशन हेलिकल गीअर्सच्या जोडीद्वारे क्रँकशाफ्टमधून कॅमशाफ्टमध्ये प्रसारित केले जाते. कॅमशाफ्टचे अक्षीय विस्थापन थ्रस्ट वॉशर द्वारे मर्यादित आहे 6. व्हॉल्व्ह स्विंगिंग रोलर टॅपेट्स 36, ट्यूबलर रॉड 30 टिपा 19 सह, 31 त्यामध्ये दाबले जातात आणि रॉकर आर्म्स 17 समायोजित स्क्रू 20 सह चालवले जातात, जे सेट करण्यासाठी सर्व्ह करतात. थर्मल अंतर. कॅमशाफ्टमधून होणारी हालचाल सुई बेअरिंगवर बसवलेल्या रोलरद्वारे पुशरकडे प्रसारित केली जाते. कार्यप्रदर्शन सुधारण्यासाठी, पुशरमध्ये कठोर स्टीलची टाच 33 दाबली जाते, जी रॉड्ससाठी थ्रस्ट बेअरिंग म्हणून काम करते. पुशर्स अक्ष 34 वर स्विंग करतात, जो स्टॉप 2 वापरून क्रँककेसला जोडलेला असतो. इंजिनला दोन पुशर एक्सल आहेत. व्हॉल्व्ह रॉकर आर्म्स 17 हे चॅनेल असलेले दुहेरी-आर्म्ड लीव्हर आहेत ज्याद्वारे वाल्वच्या घर्षण पृष्ठभागांना वंगण घालण्यासाठी तेल वाहते. इनलेट आणि आउटलेट वाल्व 10, 23 उष्णता-प्रतिरोधक स्टीलचे बनलेले आहेत. इंजिन चालू असताना, व्हॉल्व्ह स्टेम आणि व्हॉल्व्ह डिस्कवरील ऑपरेटिंग चेम्फरच्या शेवटच्या भागावर एकसमान पोशाख असल्याची खात्री करण्यासाठी व्हॉल्व्ह लॉक फिरू शकतो. स्प्रिंग प्लेट 14 आणि क्रॅकर्स 16 दरम्यान इंटरमीडिएट स्लीव्ह 15 स्थापित करून रोटेशन प्राप्त केले जाते.


DT-75 वाल्व क्लीयरन्स समायोजित करणे
साधने, उपकरणे: सॉकेट रेंच S = 27, रेंच S = 10,12,14,17, टॉर्क रेंच, स्क्रू ड्रायव्हर, पक्कड, क्रँकशाफ्ट फिरवण्यासाठी हँडल, फीलर गेजचा संच. कोल्ड इंजिनवरील मंजुरी तपासा आणि समायोजित करा किंवा ते थांबवल्यानंतर 15 मिनिटांनी: अ) डिकंप्रेसर रॉड डिस्कनेक्ट करा आणि सिलेंडरच्या हेड कॅप्स काढा; ब) रॉकर आर्म माउंटिंग नट्सची घट्टपणा तपासा, सिलेंडर हेड फास्टनिंग नट्सचा घट्टपणा तपासा आणि आवश्यक असल्यास, त्यांना घट्ट करा c) की (रोलर फ्लॅट्सद्वारे) चे निरीक्षण करा; चौथ्या सिलेंडरच्या वाल्वचे रॉकर आर्म्स, या सिलेंडरमधील वाल्व्ह बंद होईपर्यंत हँडलसह क्रॅन्कशाफ्ट फिरवा (एक्झॉस्ट व्हॉल्व्ह अद्याप बंद झाला नाही, आणि इनटेक व्हॉल्व्ह नुकतेच उघडण्यास सुरुवात झाली आहे) पासून इंस्टॉलेशन पिन अनस्क्रू करा; फ्लायव्हील हाऊसिंग करा आणि फ्लायव्हीलच्या या स्थितीत पिन येईपर्यंत क्रँकशाफ्टला दाबून त्याच छिद्रामध्ये घाला; पहिल्या सिलेंडरचा पिस्टन कम्प्रेशन स्ट्रोकच्या TDC वर आहे आणि आवश्यक असल्यास समायोजित करा, 0.25 मिमी जाड फीलर गेज हलक्या दाबासह आणि 0.3 मिमी जाड फीलर गेजमध्ये प्रवेश केला पाहिजे. अंतर समायोजित करण्यासाठी:
ऍडजस्टिंग स्क्रूचे लॉकनट अनस्क्रू करा; अंतरामध्ये 0.25 मिमी जाड फीलर गेज घाला; आवश्यक मंजुरी मिळेपर्यंत स्क्रू ड्रायव्हरसह समायोजित स्क्रू स्क्रू करा किंवा चालू करा, लॉकनटला पानासह धरून ठेवा; लॉकनटसह समायोजित स्क्रू लॉक करा, स्क्रू ड्रायव्हरसह धरून ठेवा; फीलर गेजने गॅप व्हॅल्यू तपासा, पुशर रॉड हाताने फिरवून ते जाम नाही याची खात्री करा; i) या सिलेंडरसाठी डीकंप्रेशन यंत्रणा समायोजित करा: डीकंप्रेसर रोलर स्थापित करा जेणेकरून समायोजित करणाऱ्या स्क्रू 9 चा अक्ष उभ्या असेल; ॲडजस्टिंग स्क्रूचे लॉकनट काढून टाका आणि तो स्क्रू करा किंवा व्हॉल्व्ह आणि रॉकर आर्म (0.25-0.30 मिमी) मध्ये पूर्ण अंतर येईपर्यंत स्क्रू करा आणि नंतर एका वळणावर स्क्रू करा आणि लॉक करा; j) फ्लायव्हील हाऊसिंगमधील छिद्रामध्ये इंस्टॉलेशन पिन स्क्रू करा; l) प्रत्येक सिलिंडरमधील मंजुरी क्रमशः समायोजित करा, वर दर्शविल्याप्रमाणे, त्यांच्या ऑपरेशनच्या क्रमाने (1-3-4-2). पुढील सिलेंडरच्या व्हॉल्व्ह आणि डीकंप्रेशन मेकॅनिझममधील क्लिअरन्स समायोजित करण्यासाठी, क्रँकशाफ्ट 180° रोटेशनच्या दिशेने फिरवा. मंजुरी समायोजित केल्यानंतर, इंजिन सुरू करा आणि त्याचे ऑपरेशन ऐका. व्हॉल्व्ह नॉकिंग झाल्यास, इंजिन थांबवा आणि क्लिअरन्स पुन्हा तपासा. पुन्हा तपासणी करताना, अंतर 0.2-0.35 मिमीच्या आत असावे; l) सिलेंडर हेड कॅप्स स्थापित करा, गॅस्केट योग्यरित्या स्थापित केले आहेत याची खात्री करा.