(Документ)
n1.doc
Глава 66. РЕМОНТ ПОДШИПНИКОВ
6.1. РЕМОНТ ОПОРНЫХ ПОДШИПНИКОВ
6.1.1. Типовые конструкции и основные материалы опорных подшипников
Вал ротора паровой турбины устанавливается в опорных подшипниках, которые воспринимают и передают на детали статора радиальные нагрузки от собственного веса валопровода; его неуравновешенных центробежных сил и расцентровок; аэродинамических сил, возникающих в проточной части и уплотнениях турбины .
В паровых турбинах применяются только подшипники скольжения с жидкостным трением, в которых между вращающимися и неподвижными деталями при нормальной работе существует тонкий слой смазки.
На рис. 6.1 показана принципиальная конструкция опорного подшипника. В расточке вкладыша, состоящего из нижней (3) и верхней (6) половин вкладыша, вращается шейка ротора 11. Вкладыш устанавливается в корпусе 2. Подача масла в подшипник регулируется дроссельной ограничительной шайбой в регулируемой колодке 5 . Отработавшее масло выдавливается через радиальный зазор и стекает в корпус подшипника, откуда по сливному маслопроводу сливается в масляный бак.
В различных конструкциях паровых турбин применяются либо выносные корпуса подшипников (стулья), которые устанавливаются отдельно от цилиндров на свои фундаментные рамы, либо встроенные корпуса подшипников, которые ввариваются непосредственно в конструкцию сварных цилиндров и составляют с ними одно целое.
Внутри корпусов подшипников размещаются:
встроенная система маслоснабжения вкладышей и слива масла;
масляные уплотнения (маслоотбойные кольца), расположенные в местах выхода роторов из корпусов подшипников и предназначенные для предотвращения протечек масла вдоль роторов;
перегородки, разделяющие внутреннюю полость корпусов подшипников на отсеки в местах установки вкладышей и расположения муфты, которые препятствуют пенообразованию масла.
Выносные корпуса подшипников (стулья) устанавливаются непосредственно на чугунные фундаментные рамы и, одновременно с функцией опоры роторов, выполняют функцию опоры цилиндров. Цилиндры опираются на стулья лапами и соединяются с ними системой консольных и вертикальных шпонок. Относительно фундаментной рамы корпус подшипника фиксируется с помощью продольной шпонки в поперечном направлении и имеет возможность скользить по фундаментной раме при возникновении тепловых расширений, не нарушая центровки ротора. На рис. 6.2 в качестве примера показана нижняя половина корпуса опорно-упорного подшипника турбины. В верхней части корпусов выносных подшипников современных турбин встроены аварийные маслобаки, обеспечивающие подачу масла на подшипники турбины во время ее останова при аварийных ситуациях.
Встроенные корпуса подшипников (картера подшипников) выполняются заодно со сварными цилиндрами низкого давления и имеют общую с цилиндрами систему опирания на фундаментные рамы. На рис. 6.3 показан встроенный корпус опорных подшипников в выхлопном патрубке ЦНД турбины К-300-240 ЛМЗ.
В крышку картера подшипников ЦНД обычно встраивается валоповоротное устройство турбины (ВПУ), предназначенное для проворота роторов при прогреве турбины в период пусков и при остывании после ее останова.
В настоящее время все корпуса подшипников турбин ХТЗ, ТМЗ и КТЗ выполняются сварными. В турбинах старых конструкций (производства до середины 70-х годов) и всех турбинах ЛМЗ выносные корпуса подшипников выполняются литыми из высококачественного чугуна марки СЧ-21-40.
В корпус подшипника устанавливается вкладыш. К вкладышам подшипников турбины предъявляются жесткие требования по долговечности, прочности в работе, величине потерь на трение и максимально возможной точности их установки. Любое отклонение от этих жестко регламентируемых показателей, как правило, вызывает повышенную вибрацию турбины.
Вкладыши опорных подшипников подразделяют на нерегулируемые и регулируемые.
Нерегулируемый вкладыш подшипника, показанный на рис. 6.4, плотно устанавливается в расточке корпуса подшипника, а смещение оси баббитовой расточки вкладыша при центровке роторов может быть достигнуто за счет эксцентричного растачивания рабочей поверхности вкладыша или перемещения всего корпуса подшипника. Вкладыши такого типа в турбинах современных конструкций применяются редко.
____________________________________________________________
Рис. 6.1. Установка вкладыша опорного подшипника в корпусе:
1,4,8 - регулируемые опорные колодки; 2 - корпус подшипника; 3 - нижняя половина вкладыша; 5 - регулируемая опорная колодка с отверстием маслоподвода и дроссельной шайбой; 6 -верхняя половина вкладыша; 7 - крышка корпуса подшипника; 9 - канал маслоподвода; 10 - регулируемая прокладка; 11 - опорная шейка ротора


Р
егулируемый вкладыш подшипника
имеет в цилиндрической наружной поверхности специальные гнезда, в которые на винтах устанавливаются регулирующие колодки, а сама наружная поверхность вкладыша выполнена со значительно меньшими линейными размерами, чем соответствующие размеры расточки в корпусе подшипника. Радиальное перемещение этих вкладышей подшипников, необходимое при центровке роторов, может быть осуществлено установкой стальных прокладок под регулирующие колодки.
На рис. 6.5 в качестве примера показан регулируемый опорный вкладыш турбины ЛМЗ. Вкладыш состоит из двух половин 1 и 3, скрепляемых после укладки валопровода четырьмя болтами 2 . Вкладыш имеет баббитовую заливку (расточку) 7 . В верхней половине вкладыша выполнена маслораздаточная канавка 9, а на уровне разъема, в месте подачи масла, - маслораздаточный карман 6. Нижняя половина вкладыша устанавливается на трех регулирующих колодках 4 с цилиндрической внешней поверхностью. Колодки крепятся к вкладышу винтами. Между колодками и вкладышем устанавливают прокладки 5, при изменении толщины которых можно изменять положение вкладыша по отношению к корпусу подшипника при центровке. Верхняя колодка используется для плотного зажатия вкладыша в корпусе подшипника. На ряде турбин дроссельная шайба, регулирующая подачу масла в расточку, устанавливается в специальную выточку, выполненную в нижней половине вкладыша, или в нижнюю колодку (в этом случае прокладка под этой колодкой также должна иметь отверстие для подвода масла).
На рис. 6.6 показан опорный подшипник турбин ХТЗ. Вкладыш этого подшипника имеет сферическую наружную поверхность и устанавливается не в корпусе подшипника, а в обойме, которая закрепляется и центруется в корпусе подшипника с помощью колодок 3 и прокладок 2 под ними. Такие вкладыши называются самоустанавливающимися. Баббитовая расточка самоустанавливающегося вкладыша при укладке на нее ротора всегда занимает положение, соответствующее положению шейки ротора. Центровка самоустанавливающихся подшипников выполняется путем перемещения обоймы.
В паровых турбинах большой единичной мощности для предотвращения возникновения низкочастотной вибрации применяются сегментные подшипники, которые представляют собой регулируемую обойму с четырьмя и более самоустанавливающимися в ней опорными сегментами. На рис. 6.7, 6.7, а показаны сегментные подшипники конструкции ЛМЗ и ХТЗ.
Рабочая поверхность сегментного подшипника разделена на 4...6 подвижных вкладыша - сегменты, каждый из которых состоит из жесткой опоры и тонкой накладки, снабженной баббитовой наплавкой. Опора с тыльной стороны имеет сферическую поверхность для обеспечения близкого к точечному контакта с несущими элементами (установочным кольцом для нижних сегментов и крышкой подшипника для остальных). Наличие сферического сопряжения опоры сегмента и несущего элемента обеспечивает их самоцентрирование, свободу качаний сегмента в окружном направлении и некоторую компенсацию возможного эксплуатационного перекоса осей подшипника и шейки вала.
Сегментные подшипники конструкции ЛМЗ (рис. 6.7), работают в масляной ванне.
Сегментные подшипники конструкции ХТЗ, рис. 6.7, а работают с принудительной системой подвода масла к каждому сегменту с помощью сопел 3 к верхним сегментам и специального подвода масла через втулку 13, далее под накладками 17, между сегментами 11 и накладкой 12 к шейке вала. Для снижения потерь на трение при вращении ротора турбины на валоповороте нижние сегменты этих подшипников снабжены системой гидроподъема.
Элементы подшипников изготавливаются из следующих материалов . Вкладыши подшипников изготавливаются из чугуна марки СЧ-21-40. Вкладыши самоустанавливающихся, комбинированных и сегментных подшипников, а также обойм выполняются из поковок низкоуглеродистых сталей марок Ст. 10, Ст. 15.
В качестве антифрикционного материала для заливки подшипников применяется баббит марки Б-83, имеющий следующий состав, %: олово - 83, сурьма - 11, медь - 6.
Диаметр рабочей поверхности - баббитовой постели (в дальнейшем расточки) всех типов опорных подшипников, применяемых в паровых турбинах, - выполняется несколько большего диаметра, чем шейка ротора, что необходимо для образования масляного клина. По конструктивному оформлению, в зависимости от количества создаваемых масляных клиньев, расточки подразделяются на одноклиновые (цилиндрические), двухклиновые (эллиптические, часто называемые лимонными) и многоклиновые (сегментные).
О
дноклиновые вкладыши с
цилиндрической расточкой (рис. 6.8,а) применяются преимущественно для опорных подшипников турбин малой мощности. До последнего времени цилиндрические расточки применялись также на всех подшипниках генераторов и возбудителей генераторов независимо от диаметра шейки ротора. В последние годы электромашиностроительные заводы для роторов с большими диаметрами шеек роторов начали применять эллиптические расточки.
Почти на всех современных турбинах при диаметре шейки ротора более 300 мм для повышения вибрационной устойчивости роторов применяются опорные подшипники с двухклиновой - лимонной (эллиптической) расточкой вкладышей (рис. 6.8,6).
В сегментных подшипниках (рис. 6.8,в) создается несколько масляных клиньев (в соответствии с количеством сегментов). Для создания надежного масляного клина между верхними сегментами и ротором большое значение имеют величины зазоров, устанавливаемые между ротором и верхними колодками. Регулировку зазоров, по верхним сегментам необходимо осуществлять после всех остальных регулировок, в том числе и натяга по подшипнику, так как при выполнении этих работ возможна деформация деталей подшипника и, соответственно, изменение зазоров по верхним колодкам.

Для обеспечения вибрационной надежности турбины необходимо точное соответствие формы и размеров расточки вкладыша указанным в чертежах завода.
 Геометрические размеры расточки определяются заводами-изготовителями, а усредненные их величины можно определить по нижеприведенным формулам.
Геометрические размеры расточки определяются заводами-изготовителями, а усредненные их величины можно определить по нижеприведенным формулам.
1. Для цилиндрической расточки:
Д раст = 1,002 X Д ш;
Где Д раст - диаметр расточки вкладыша; Д ш - диаметр шейки ротора.
При этом зазоры между шейкой и баббитом будут составлять:
Верхний В = 0,002 X Д ш;
Боковые (левый, правый) Л = П=0,001 X Д ш.
2. Для лимонной расточки:
Верхний В = (0,001-0,0015) X Д ш;
Боковые Л = П= 0,002 X Д ш.
Технологически лимонная расточка выполняется расточкой баббита вкладыша в диаметр
Д раст = Д ш + Л + П = 1,004 X Д ш.
Для соблюдения требуемого верхнего зазора в разъем вкладыша устанавливается прокладка толщиной t :
t = Л + П – В = 0,004 X Д ш – (0,001-0,0015) X Д ш.
В табл. 6.1 приведены требования заводов-изготовителей к величине зазоров в подшипнике и рекомендуемые диаметры расточки вкладышей.
Таблица 6.1
Таблица 6.1 Зазоры в некоторых опорных подшипниках и диаметр расточки баббита при их изготовлении
| Диаметр шейки ротора Д ш мм | Величина зазоров | Диаметр расточки вкладыша Д раст, мм | Толщина прокладки для расточки t , мм | Завод-изготовитель |
|
| Боковой зазор b , мм | Верхний зазор в , мм |
||||
| 280 | 0,45...0,5 | 0,3...0,35 | 281,1 +0 , 05 | 0,80 | ЛМЗ |
| 300 | 0,5...0,6 | 0,35…0,4 | 301,2 +0 , 05 | 0,85 | |
| 325 | 0,65...0,7 | 0,4...0,45 | 326,3 +0 , 05 | 0,90 | |
| 350 | 0,7...0,75 | 0,4...0,45 | 351,4 +0 ,0 5 | 1,00 | |
| 360 | 0,7...0,75 | 0,4...0,45 | 361,4 +0 , 05 | 1,00 | |
| 240 | 0,5…0,55 | 0,25...0,35 | 241,1 +0 , 05 | 0,85 | ТМЗ |
| 280 | 0,55...0,6 | 0,30...0,40 | 281,2 +0,05 | 0,90 | |
| 300 | 0,57...0,62 | 0,30...0,40 | 301,2 +0,05 | 0,90 | |
| 325 | 0,60...0,67 | 0,30...0,45 | 326,3 +0,05 | 1,00 | |
| 360 | 0,67...0,72 | 0,35..0,45 | 361,4 +0,05 | 1,05 | |
6.1.2. Характерные дефекты опорных подшипников и причины их появления
В процессе ревизии, ремонта и контрольной сборки подшипников обнаруживаются дефекты, требующие устранения. Наиболее часто встречаются следующие неисправности .
Выработка баббитовой расточки происходит в процессе эксплуатации, как правило, при пусках и остановах турбоагрегата в условиях полусухого трения из-за отсутствия устойчивого масляного клина при малых частотах вращения ротора; величина выработки в значительной мере зависит от количества пусков и остановов, качества масла и распределения нагрузки от веса ротора на опорные подшипники.
Механический износ баббита с возникновением на нем кольцевых рисок возникает обычно в результате эксплуатации турбины с применением обводненного масла или масла с повышенным содержанием механических примесей.
Отслоение баббитовой заливки вкладыша происходит вследствие некачественной заливки баббита или высокого уровня динамических нагрузок при повышенной вибрации турбоагрегата.
А) увеличенных зазоров в расточке вкладыша;
Б) перераспределения нагрузок на подшипник в результате тепловых расцентровок и возникающей вследствие этого вибрации ротора.
Электроэрозионный износ расточки баббита возникает в результате появления токов между роторами и опорами из-за остаточной намагниченности деталей турбины или отсутствия изоляции в районе заднего подшипника генератора (задний стул - фундаментная рама, задний подшипник водородного уплотнения - его корпус).
Повреждение опорных подшипников с частичным подплавлением баббитовой заливки или ее полным выплавлением происходит:
Б) перераспределения нагрузки на подшипники в результате тепловой расцентровки роторов (затрудненных тепловых расширений турбины).
Повреждение опорных колодок и набора регулирующих прокладок вкладыша происходит обычно по следующим причинам:
А) дефекты сборки подшипника (слабая обтяжка крепежа опорных колодок и, как следствие, отсутствие натяга на подшипнике);
Б) некачественная пригонка прилегания опорных подушек к расточке вкладыша; отсутствие натяга на подшипнике;
В) перераспределение нагрузок на подшипник в результате тепловых расцентровок; наличие большой угловой несоосности роторов ("маятника").
Повреждение опорных поверхностей расточек корпусов подшипников.
Повреждение сферы самоустанавливающихся опорных и опорно-упорных подшипников происходит вследствие:
Б) перераспределения нагрузок на подшипник в результате тепловых расцентровок;
В) наличия излома осей пары роторов с жесткой муфтой "маятника" (в результате торцевого боя полумуфт или неправильной затяжки крепежа муфты).
Течь масла по валу происходит вследствие:
А) увеличенных зазоров по усикам масляного уплотнения, возникающих в результате износа усиков в процессе эксплуатации, а также некачественной пригонки зазоров во время монтажа и ремонта;
Б) избыточного давления в корпусе подшипника;
В) наличия повреждений в разъемах масляного уплотнения (неплоскостность сопрягаемых поверхностей).
Течь масла по разъемам крышки корпуса подшипников может происходить по следующим причинам:
А) наличие в разъемах механических повреждений или неплоскостности сопрягаемых поверхностей;
Б) увеличение сверхдопустимого натяга между крышкой и вкладышем;
В) некачественная сборка разъема или отсутствие уплотнительных материалов;
Г) несоответствие линейных размеров закатного масляного уплотнения размерам расточки под него.
Течь масла в трещины корпуса подшипников, трубопроводов маслоподвода.
Повреждение расточек под опорные вкладыши, как правило, происходит по следующим причинам:
Б) некачественная сборка опорных подушек вкладышей и, как следствие, отсутствие натяга;
В) отсутствие требуемой площади прилегания опорных подушек к расточке корпуса подшипника;
Г) отсутствие прилегания по сферам обоймы и вкладыша самоустанавливающегося подшипника и, как следствие, отсутствие натяга;
Д) электроэрозионный износ расточек.
Увеличенные зазоры в шпоночных соединениях (в первую очередь - в вертикальных и консольных шпонках).
6.1.3. Основные операции, выполняемые при ремонте опорных подшипников
6.1.3.1. Вскрытие корпусов подшипников, их ревизия и ремонт
Одной из самых важных операций, которой должно уделяться максимальное внимание, является вскрытие корпусов подшипников и их разборка. При вскрытии крышки корпуса подшипника очень важно проверить натяг по верхней колодке вкладыша (обоймы) подшипника, а при разборке собственно подшипника необходимо выполнить замеры верхнего и боковых зазоров и проверить прилегание центрирующих колодок к расточке корпуса подшипника. Эти сведения необходимы как для анализа работы турбоагрегата до ремонта, так и для принятия решения по требующемуся объему ремонта. Указанные замеры должны быть занесены в ремонтный формуляр.
После разборки подшипников и масляных уплотнений производится очистка корпуса подшипника от масла и отложений шлама, а разъемов - от бакелита.
Визуальному осмотру и ревизии подвергаются все сопрягаемые поверхности корпусов подшипников:
горизонтальный разъем корпуса и крышки подшипника (с выполнением контрольной сборки и проверкой плотности разъема);
расточка под масляные уплотнения;
расточки опорных и упорных поверхностей под установку вкладышей подшипников.
При наличии во время эксплуатации протечек масла через корпус подшипника, производится мелокеросиновая проверка мест возможных протечек в корпусе подшипника на отсутствие трещин.
В соответствии с требованиями руководящего документа в период капитальных ремонтов необходимо проводить ревизию и ремонт узлов сопряжения. В некоторых случаях производится демонтаж стульев с полным ремонтом поверхностей скольжения и шпоночных соединений. Эти операции рассмотрены в главе 11, посвященной нормализации работы системы тепловых расширений.
6.1.3.2. Ревизия вкладышей
После разборки корпусов подшипников производится выемка вкладышей, их ревизия, визуальный осмотр и ремонт.
Для проведения ревизии вкладыша подшипника производится его очистка от грязи, масляного шлама и нагара. Одновременно с ревизией производится и визуальный осмотр.
При визуальном осмотре подшипника необходимо особо обратить внимание:
на состояние баббитовой заливки и отсутствие механических повреждений (на поверхности баббита не должно быть царапин, рисок, трещин, раковин, забоин, отслоений и механических вкраплений);
характер выработки баббитовой заливки вкладыша (по ее величине и расположению можно судить об особенностях работы турбины в период эксплуатации);
плотность соединения баббитовой заливки с телом вкладыша;
Плотность соединения баббитовой заливки с телом вкладыша проверяется путем нажатия на баббитовую поверхность. При этом из под нее не должно выступать масло, а при механическом обстукивании баббитовой заливки свинцовым молотком должен быть слышен чистый металлический звук без какого-либо дребезжания (дребезжание указывает на отставание баббитовой заливки от тела вкладыша). В сомнительных случаях может быть применена проверка плотности баббитовой заливки методом керосиновой пробы. Для этого вкладыши погружаются в керосин на 1...2 ч, после чего их вытирают насухо, а разъем и торцы окрашивают разведенным в воде зубным порошком. При наличии отставания баббитовой заливки на белом фоне мелового покрытия, в месте расположения стыка баббита и основного металла вкладыша, через некоторое время появится темная линия. В настоящее время наряду с перечисленными методами для контроля качества адгезии (прилипания) баббита с основным металлом вкладыша (при его перезаливке) применяется ультразвуковой контроль.
Правильность геометрии расточки баббита (отсутствие выработки) проверяется по специальному калибру, выполненному в размер расточки конкретного вкладыша, и краске.
В случае обнаружения выработки она должна устраняться путем перерасточки баббита или шабровкой. Способ устранения выработки зависит от ее величины, однако надо помнить, что действующие в энергетике руководящие документы запрещают шабровку баббитовой расточки во избежание возникновения низкочастотной вибрации при пуске и работе турбины после ремонта.
Качество прилегания сферы к расточке обоймы или корпусу подшипника, а также самоустанавливающихся опорных и опорно-упорных подшипников проверяется слесарным щупом 2-го класса; пригонка производится по краске.
Прилегание сферы к расточке восстанавливается шабровкой сферы вкладыша по ответной поверхности обоймы или расточки. При этом следует помнить, что шабрится выпуклая поверхность вкладыша, так как выпуклую поверхность легче обрабатывать, а вогнутая поверхность, обработанная на заводе, всегда будет служить калибром. Исключение возможно только в случае механического повреждения вогнутой поверхности, например, при возникновении наклепа.
В процессе ревизии изношенные крепежные элементы ремонтируются или заменяются.
6.1.3.3. Проверка натягов и зазоров
При вскрытии, после центровки и окончательной пригонки прилегния опорных колодок к расточке корпуса подшипника, выполняются замеры зазоров и натягов по подшипнику.
П
роверка натяга по верхней колодке подшипника (рис. 6.9,а), проводится по свинцовым оттискам. Для этого в горизонтальный разъем корпуса подшипника устанавливаются стальные калиброванные пластины (чаще всего шлифованные пластины толщиной t
= 1,0 мм); рядом с ними и на верхнюю колодку вкладыша подшипника укладывается свинцовая проволока и крышка корпуса обтягивается. После этого крышка снимается, свинцовые оттиски замеряются микрометром и производится расчет наличия натяга или зазора по верхней колодке.
Проверка верхнего зазора по баббиту (рис. 6.9,6) производится также по свинцовым оттискам. Для этого, после вскрытия верхней половины вкладыша, между шейкой вала и верхней половиной вкладыша в двух местах по длине шейки и на плоскость разъема вкладыша устанавливают куски свинцовой проволоки диаметром 1,0... 1,5 мм, после чего вкладыш собирают и стягивают болтами. После снятия верхней половины вкладыша толщина сплющенной свинцовой проволоки замеряется микрометром. Разница в толщинах проволок на шейке и вкладыше дает величину зазора между шейкой и верхней половиной вкладыша.
Замер верхнего зазора по слесарному щупу не допускается (возможен только как справочный)!
Проверку боковых зазоров по баббиту (рис. 6.9, в), производят с помощью щупа 2-го класса у разъема при снятой верхней половине вкладыша, опуская щуп на глубину 15...40 мм (в зависимости от требований завода-изготовителя).
Наличие зазора под нижней колодкой вкладыша проверяется после укладки нижней половины вкладыша в расточку, до укладки ротора. Наличие зазора под нижней колодкой обязательно, что обеспечивает натяг на боковые колодки. Величина натяга зависит от линейных размеров вкладыша, угла установки боковых колодок, требований завода-изготовителя и колеблется от 0,05 до 0,15 мм. В практике ремонта этот зазор часто делается больше, до 0,35 мм, но он должен всегда выбираться (задавливаться весом ротора) после укладки ротора. Замер зазора проверяется слесарным щупом 2-го класса.
Прилегание боковых колодок к расточке проверяется щупом после организации зазора под нижней колодкой при уложенном роторе. По всему периметру колодок зазор не должен превышать 0,03 мм.
Все перечисленные сведения о пригонке вкладыша заносятся в ремонтный формуляр.
6.1.4. Перемещение подшипников при центровке роторов
При необходимости перемещения ротора по данным его центрирования по полумуфтам оно (перемещение) осуществляется за счет изменения толщин прокладок, расположенных под опорными колодками (подушками) вкладышей подшипников или колодками обойм.
Боковые колодки располагаются симметрично, под некоторым углом относительно вертикальной оси вкладыша, поэтому при вертикальных или горизонтальных перемещениях вкладыша толщины прокладок под боковыми колодками изменяются на величину, отличную от величины перемещения вкладыша. Для определения зависимости между перемещением вкладыша и изменением толщины подкладок под боковыми колодками рассмотрим схему перемещения вкладыша в расточке корпуса подшипника (рис. 6.10).
Если обозначить угол расположения боковых колодок вкладыша относительно вертикальной оси через а (рис. 6.10,а), то при подъеме вкладыша на величину а нужно изменить толщину подкладки под нижней колодкой также на величину а; при этом между боковыми колодками и расточкой в корпусе подшипника получится зазор, величина которого определится из формулы
b = a cos.
Следовательно, толщина подкладки под боковыми колодками должна быть увеличена на величину b .
При опускании подшипника на величину а необходимо уменьшить толщину подкладок под нижней колодкой на эту же величину, а под боковыми колодками - на величину b .
При горизонтальном перемещении ротора на величину с (рис. 6.10,6), толщины прокладок под колодками должны быть изменены на толщину
d = ±с sin,
Т. е. с одной стороны вкладыша нужно уменьшить толщину подкладки на величину d , а с другой - увеличить ее на ту же величину.
Подкладки под нижней колодкой при горизонтальном перемещении ротора не меняются, так как эти перемещения незначительны по сравнению с линейными размерами вкладыша и практически не изменяют высотного положения вкладыша.
Подкладки под опорные колодки вырезаются из стальной калиброванной ленты, которая изготавливается толщиной 0,05; 0,10; 0,15; 0,20; 0,25 мм и так далее до толщины 0,5 мм.
П
од каждой из колодок может быть установлено не более трех регулирующих подкладок; ширина и длина каждой подкладки должна быть меньше соответствующих размеров паза во вкладыше на 1...2 мм.
При центровке ротора по полумуфтам может возникнуть необходимость перемещения вкладыша на величину меньше 0,05 мм. Такие незначительные изменения получают установкой подкладок большей толщины и соответствующей обработкой колодок.
Пример. Требуется переместить вкладыш вправо на 0,04 мм. Угол расположения колодок к вертикальной оси вкладыша 60°.
Необходимое изменение толщин подкладок под боковыми колодками:
d = ±0,04 sin60° = ± 0,035 мм.
Поскольку подобрать прокладки для выполнения такого перемещения невозможно, то следует подложить под левую колодку дополнительную подкладку толщиной 0,05 мм или заменить имеющуюся там подкладку другой, которая была бы. толще ее на 0,05 мм. Затем следует, проверяя плотность прилегания правой колодки по натирам, шабрить ее до тех пор, пока вкладыш не переместится на 0,04 мм, что проверяется замерами по полумуфте. Если в результате такой операции увеличится зазор между нижней колодкой и расточкой вкладыша (без нагрузки на вкладыш от веса ротора) на величину, превышающую 0,05.. .0,07 мм, то следует опустить вкладыш на требуемую величину, для чего дополнительно слегка пришабрить по натирам обе боковые колодки.
После окончательного перемещения вкладыша в обязательном порядке необходимо произвести пригонку прилегания колодок (центрирующих подушек) к расточке корпуса подшипника по краске. После пригонки щуп толщиной 0,02 мм не должен проникать в зазор по всему периметру колодок.
6.1.5. Закрытие корпусов подшипников
Перед закрытием корпусов подшипников производятся следующие операции:
сборка верхних половин вкладышей;
сборка муфт роторов;
контрольные замеры осевого положения роторов относительно корпусов подшипников;
настройка датчиков относительного расширения роторов, осевого сдвига и других;
сборка и проверка цепей контроля температуры вкладышей;
установка на место нижних половин масляных уплотнений; при этом вертикальный разъем фланцевых уплотнений и наружная радиальная поверхность уплотнений, устанавливаемых в расточку, уплотняется нанесением на них бакелитового лака;
внутренняя полость корпуса подшипников тщательно очищается и сдается "на чистоту" представителям эксплуатации, при этом также проверяется удаление всех установленных на период ремонта пробок и заглушек;
в крышку корпуса подшипников устанавливаются верхние половины масляных уплотнений;
горизонтальный разъем корпуса подшипников (и крышки) проверяется, на отсутствие механических забоин на разъем наносится бакелитовый лак 1 .
6.2. РЕМОНТ УПОРНЫХ ПОДШИПНИКОВ
6.2.1. Типовые конструкции и основные материалы упорных подшипников
Упорный подшипник служит для восприятия осевого усилия, действующего на ротор во время работы турбины, и передачи его на детали статора.
Упорный подшипник фиксирует осевое положение вращающегося ротора турбины по отношению к ее неподвижным деталям; при этом положение ротора в упорном подшипнике и положение самого упорного подшипника в корпусе определяют величину осевых зазоров в проточной части турбины и уплотнениях.
На величину зазоров в проточной части турбины и в уплотнениях во время работы турбины влияет также разница температурных удлинений цилиндра и ротора. Это обстоятельство должно учитываться при первоначальной установке упорного подшипника, его пригонке, а также проверке осевых зазоров в турбине, особенно в тех уплотнениях, которые максимально удалены от упорного подшипника (диафрагмы последних ступеней, заднее концевое уплотнение).
В паровых турбинах применяются два типа упорных подшипников: гребенчатые и сегментные .
Гребенчатые упорные подшипники благодаря простоте конструкции и большой упорной поверхности (что способствует хорошему отводу теплоты и достаточной надежности в эксплуатации) имели широкое распространение в турбинах низких и средних параметров пара. На рис. 6.11 показан разрез гребенчатого упорного подшипника турбин ХТЗ. Втулка с гребнями насажена на вал и заклинена шпонками. Кольцевые канавки вкладыша залиты баббитом, и каждая из них имеет свой подвод масла через сверления в теле вала и гребенчатой втулки.
Недостатками этих подшипников являются: большие линейные размеры (длина), значительные потери на трение, трудности обеспечения равномерного распределения давления между гребнями и отсутствие условий для образования масляного клина.
В современных паровых турбинах применяются только сегментные упорные гидродинамические подшипники скольжения.
_____________________
1 В некоторых случаях для уплотнения горизонтального разъема корпусов подшипников, имеющих дефекты, применяют уплотняющие материалы: тонкий асбестовый шнур, "ленту фум" и другие. При этом необходимо учитывать, что эти материалы в разъеме будут прожиматься неполностью и будут влиять на фактический натяг по верхней колодке подшипника. Поэтому в случае установки в разъем прокладочных материалов при регулировке натяга на верхнюю колодку вкладыша надо вводить поправку на прокладочный материал.
К онструкция сегментных упорных подшипников
реализуется таким образом, чтобы подвижная и неподвижная поверхности образовывали между собой суживающийся в направлении вращения вала зазор. С этой целью вкладыш разделен на несколько отдельных сегментов (рис. 6.12), каждый из которых устанавливается под небольшим углом к поверхности движущейся части. Благодаря разделению упорной поверхности на сегменты и выделению их в отдельный узел с возможностью изменения положения относительно упорного диска для организации масляного клина подшипник работает в условиях жидкостного трения (на масляном клине). По способу установки сегментов различают два вида сегментных подшипников:
онструкция сегментных упорных подшипников
реализуется таким образом, чтобы подвижная и неподвижная поверхности образовывали между собой суживающийся в направлении вращения вала зазор. С этой целью вкладыш разделен на несколько отдельных сегментов (рис. 6.12), каждый из которых устанавливается под небольшим углом к поверхности движущейся части. Благодаря разделению упорной поверхности на сегменты и выделению их в отдельный узел с возможностью изменения положения относительно упорного диска для организации масляного клина подшипник работает в условиях жидкостного трения (на масляном клине). По способу установки сегментов различают два вида сегментных подшипников:
подшипник с жесткой установкой сегментов, иногда называемый "подшипником Мит- челя";.
подшипник с самоустанавливающимися колодками "типа Кингсбери", называемый так же подшипником балансирного типа.
Сферический опорно-упорный вкладыш устанавливается в обойму с натягом 0,02.. .0,05 мм. Шаровая поверхность вкладыша обеспечивает его правильное пространственное положение (при сборке) относительно ротора и воспринимает осевые нагрузки во время работы. Для компенсации веса консольной части вкладыша под ней устанавливается пружинный амортизатор.
С егменты (колодки), на которые опирается ротор при работе турбины, принято называть рабочими колодками,
а колодки, воспринимающие усилия при перемещении ротора в противоположную сторону, - установочными.
егменты (колодки), на которые опирается ротор при работе турбины, принято называть рабочими колодками,
а колодки, воспринимающие усилия при перемещении ротора в противоположную сторону, - установочными.
Сегменты упорных рабочих и установочных колодок опираются и фиксируются на опорных полукольцах. С помощью изменения толщины рабочих и установочных колец регулируется масляный зазор (разбег ротора) в упорной части подшипника. При нормальной работе упорного подшипника величина масляного разбега ротора в подшипнике должна составлять 0,5...0,7 мм.
На рис. 6.13 представлен односторонний опорно-упорный вкладыш подшипника турбины Т-100-130 ТМЗ. Опорная часть вкла-
Дыша помещена внутри обоймы; упорная часть является консольной, под ней размещен пружинный амортизатор. Упорная часть вкладыша имеет два ряда колодок, расположенных по обеим сторонам упорного диска ротора. Колодки опираются на опорные кольца и удерживаются на них полукольцами с зубом, входящим в паз на колодках, и пальцами, входящими в отверстия на опорных площадках.
На некоторых типах турбин, например К-300-240 ЛМЗ, Т-250/300-240 ТМЗ, Т-175-130 ТМЗ и других, применяется комбинированный двухсторонний опорно-упорный вкладыш с симметричной установкой упорных сегментов (по обе стороны опорной части).
На рис. 6.14 показан комбинированный двухсторонний опорно-упорный подшипник турбины Т-250/300-240 ТМЗ. Такая конструкция характерна для мощных паровых турбин, в которых на переменных режимах работы осевое усилие может менять свое направление. Сегменты расположены на установочных кольцах. Каждый сегмент подвешивается на двух специальных винтах, удерживается с помощью заплечиков и контактирует ребром качания с установочным кольцом.
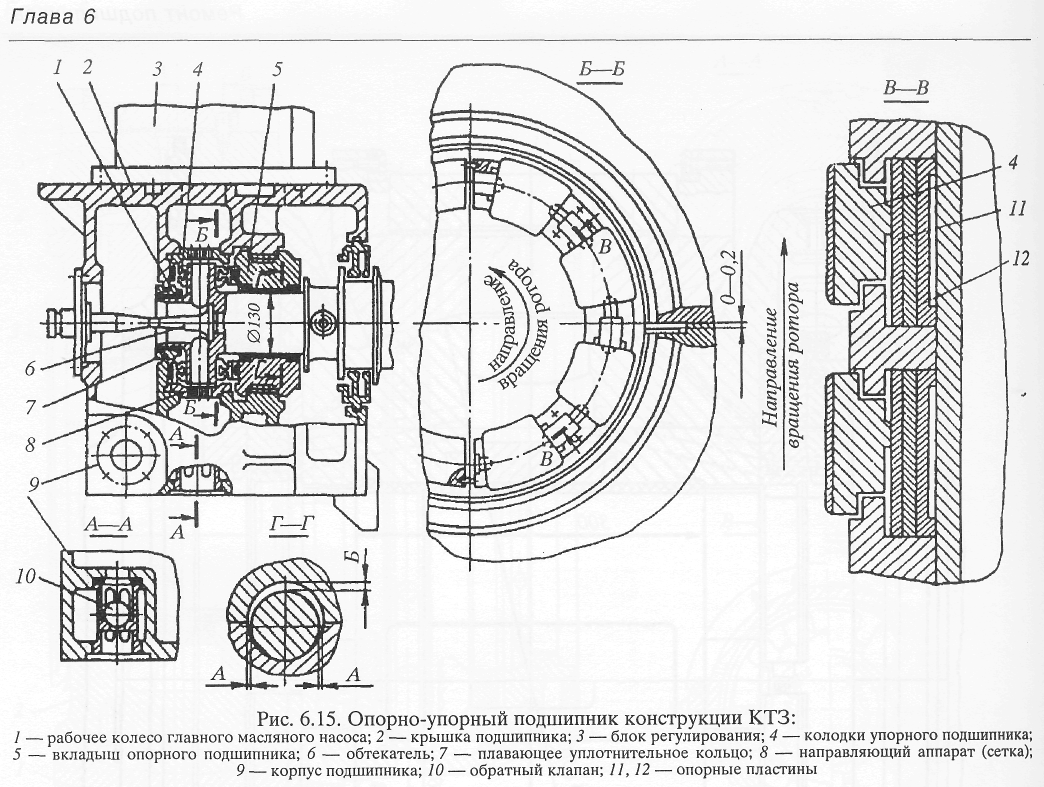
В турбинах производства КТЗ также применяются опорно-упорные подшипники с жесткой установкой сегментов. Отличительной чертой турбин КТЗ является объединение главного масляного насоса в один узел с опорно-упорным подшипником . Конструкция насос-подшипник, показанная на рис. 6.15, имеет следующие особенности:
в качестве упорного диска использовано колесо центробежного масляного насоса, который обеспечивает подачу масла на все узлы агрегата;
вкладыш переднего опорного подшипника одновременно является уплотнением насоса;
подвод масла к упорным колодкам осуществляется по периферии, а отвод - от внутренней поверхности.
Недостатком конструкции упорного подшипника с жестким опиранием сегментов с точки зрения ремонтопригодности можно считать необходимость точной пригонки толщины рабочих колодок, устанавливаемых на шлифованные полукольца (разнотолщинность сегментов не должна превышать 0,02 мм).
В турбинах производства ХТЗ применяются упорные подшипники "типа Кингсбери" с самоустанавливающимися колодками, опирающимися на выравнивающую систему . На рис. 6.16 показан упорный подшипник турбины К-300-240 ХТЗ.
Отличительной особенностью данного типа упорного подшипника является то, что при увеличении нагрузки на одну из колодок перемещение этой колодки передается на обе соседние колодки через опоры выравнивающей системы, отжимая их в сторону упорного гребня. Под этими колодками уменьшается толщина масляного клина, возрастает давление, а между ними происходит перераспределение нагрузки. Такая система установки упорных колодок позволяет равномерно распределить на них нагрузку и не требует повышенной точности пригонки толщины колодок.
Недостатком упорного подшипника балансирного типа можно считать сложность регулировки масляного разбега ротора в связи с наличием в системе дополнительных упругих элементов.
Вкладыши самоустанавливающихся комбинированных подшипников и обойм выполняются из поковок низкоуглеродистых сталей марок Ст. 10(15) .




Сегменты упорных подшипников изготавливаются из бронзы ОФ-10-1, а в качестве антифрикционного материала для заливки сегментов применяется баббит марки Б-83.
Несущая способность упорного подшипника определяется:
обеспечением равномерного распределения нагрузки между отдельными колодками;
рациональной конструкцией упорных колодок;
организацией надежного маслоснабжения, определяющего условия теплоотвода от колодок.
Введение охлаждения обеспечивает выравнивание температурного поля в упорной колодке и повышение ее средней удельной нагрузки примерно на 30% по сравнению с колодкой без охлаждения.
6.2.2. Характерные дефекты упорной части подшипников и причины их появления
В процессе ревизии и ремонта упорных подшипников обнаруживаются дефекты, требующие устранения. Наиболее часто встречаются следующие неисправности :
Выработка баббита сегментов происходит в условиях полусухого трения, возникающего:
А) вследствие отсутствия масляного клина из-за неправильно выполненной передней кромки сегмента;
Б) повреждения ребра качания сегментов;
В) возникновения на установочном кольце под ребром качания сегмента выработки, препятствующей повороту сегмента и образованию необходимого масляного клина.
Повреждение ребра качания сегмента и выработка на установочном кольце под ребром качания сегмента происходят из-за осевой вибрации валопровода и электроэрозионного износа.
Механический износ баббита с возникновением кольцевых рисок возникает обычно в результате эксплуатации турбины с применением обводненного масла или масла с повышенным содержанием механических примесей.
Отслоение баббитовой заливки сегмента может происходить из-за некачественной заливки или высокого уровня динамических нагрузок на упорные колодки во время эксплуатации турбины с повышенной вибрацией.
Выкрашивание баббитовой заливки сегмента происходит вследствие резкого изменения нагрузки турбины и возникновения низкочастотной вибрации ротора турбины.
Электроэрозионный износ деталей упорного подшипника возникает в результате появления токов между роторами и опорами из-за остаточной намагниченности деталей турбины или отсутствия изоляции в районе заднего подшипника генератора (задний стул-фундаментная рама, задний подшипник водородного уплотнения - его корпус).
Частичное подплавление или полное выплавление баббитовой заливки сегментов происходит:
Б) перераспределения нагрузки на колодки при резком изменении нагрузки турбины;
В) затрудненных тепловых расширений турбины.
Повреждение упорных колец обоймы упорного подшипника
Повреждение упорных поверхностей корпусов подшипников происходит из-за осевой вибрации валопровода.
Перед разборкой упорного подшипника в обязательном порядке необходимо произвести контрольный замер положения роторов относительно корпуса подшипников и занести его значение в формуляр.
Сама разборка и объем ревизии не значительно отличаются от работ, производимых на опорных подшипниках (см. § 6.1.3). Дополнительно необходимо произвести визуальный осмотр, ревизию и ремонт упорных сегментов и упорных полуколец. При этом удаляются возможные вкрапления твердых частиц с поверхности баббитовой заливки.
В упорных подшипниках с жесткой установкой упорных сегментов следует обратить внимание на состояние упорной поверхности и ребер качания сегментов (отсутствие на них выработки, наклепа и других повреждений). Необходимо также проверить толщину установочных и рабочих колодок; разница в толщине каждого комплекта сегментов не должна превышать 0,02 мм.
Упорные полукольца не должны иметь выработку в местах опирания сегментов. В случае обнаружения выработки упорное кольцо в сборе (рабочее или установочное) нужно прошлифовать "как чисто", а в случае значительных повреждений заменить на новое.
В упорных подшипниках балансирного типа дополнительно необходимо обратить внимание на ревизию балансирной системы. В подшипниках этого типа разнотолщинность комплекта сегментов не имеет такого принципиального значения.
При ревизии упорного подшипника нужно отревизировать упорный диск; при этом должны быть проверены:
состояние поверхности диска;
перпендикулярность рабочей поверхности диска по отношению к оси вала.
6.2.4. Контрольная сборка опорно-упорного подшипника
Сборка упорных подшипников производится после установки ротора в статоре в определенном осевом положении. Сборка должна обеспечить полное прилегание упорных колодок к упорному диску ротора.
До начала общей сборки производят подготовительные работы: пригонку упорных колодок по баббиту и по высоте, пригонку сферических поверхностей обоймы и вкладыша для создания между сферой вкладыша и гнездом обоймы натяга (0,02.. .0,06 мм). Установка фольги для обеспечения натяга не допускается.
Натяг по сфере между вкладышем и обоймой выполняется в соответствии с чертежами, формулярами и информационными письмами. В зависимости от условий эксплуатации возможны отступления в сторону увеличения натяга (для устранения вибрации) или в сторону его уменьшения до появления зазора в 0,01.. .0,02 мм (для возможности поворота вкладыша на сфере).
Устанавливая зазор между обоймой и вкладышем, следует помнить, что это мера временная, свидетельствующая об отклонениях в системе тепловых расширений турбины, которая может привести к значительным повреждениям сферы опорно-упорного подшипника; при этом в ближайший капитальный ремонт необходимо провести комплекс работ по нормализации тепловых расширений.
При наличии обойм для установки упорных колодок в процессе сборки необходимо выдержать зазор до 0,1 мм между упорными колодками, установленными в гнезда обойм.
Закончив подготовительные работы, приступают к общей сборке подшипника. На опорную часть нижнего вкладыша укладывают ротор, выдержав осевые зазоры в проточной части. Сдвигают ротор в сторону установочных колодок и заводят нижнюю половину упорного полукольца с рабочими колодками; после этого ротор сдвигают на рабочие колодки и заводят в корпус подшипника нижнюю половину упорного полукольца с установочными колодками. Ротор устанавливают в промежуточное положение так, чтобы сегменты рабочих и установочных колодок были свободны, после чего устанавливается верхняя половина опорно-упорного подшипника. Верхняя половина устанавливается в сборе с упорными колодками. Затем определяют толщину дистанционной прокладки для обеспечения требуемого осевого разбега ротора.
По окончании проверки отдельных деталей проводят пригонку по месту прилегания колодок к упорному гребню ротора. Проверку выполняют по краске или по натиру. В случае неудовлетворительного прилегания отдельные пятна на баббите сшабривают.
6.3. ПРОВЕРКА ОСЕВОГО РАЗБЕГА РОТОРА
При собранном упорном (опорно-упорном) подшипнике необходимо также замерить осевой разбег ротора. Величина осевого разбега в упорном подшипнике должна соответствовать значениям, указанным в формуляре турбины. При наличии износа упорного подшипника до величины, превышающей формулярный размер, разбег должен быть уменьшен. Уменьшение разбега достигается изменением соответствующих прокладок или перезаливкой упорных колодок.
Для замера величины разбега ротора на турбине устанавливаются три индикатора для измерения:
перемещения ротора;
перемещения вкладыша;
перемещения обоймы.
При проведении замеров различают:
полный разбег ротора (по тексту - "разбег ротора") - общий разбег ротора вместе с упорным подшипником, включающий в себя масляный разбег ротора и люфты упорного подшипника; величина разбега определяется по показанию индикатора перемещения ротора;
масляный разбег ротора - зазор между упорным диском и баббитовой заливкой упорных колодок, определяемый расчетным путем как разность величин полного разбега ротора и суммы люфтов и деформаций.
Перед проверкой разбега роторов необходимо шейки роторов полить маслом и прокрутить роторы. Перемещение роторов проводится специальным приспособлением для проверки
Разбега роторов. Проверка разбега производится без проворота роторов. В случае необходимости проворота роторов, индикатор, указывающий ход роторов, должен быть установлен к поверхности, аксиальный бой которой не превышает 0,02...0,03 мм.
Если ход обоймы при проверке разбега до ремонта превышает 0,1 мм, то в ходе ремонта необходимо принять меры по уменьшению люфтов и доведению его значения до 0,05...0,08 мм. Для восстановления величины хода обоймы в корпусе подшипника следует восстановить шабровкой поверхность упорных поясков корпуса подшипника, произвести ремонт установочных колец подшипника наваркой и последующей шлифовкой или их замену.
Проверка разбега проводится 2...3 раза перемещением роторов от установочных колодок до рабочих. Критерием полного отжатия ротора считается зажатие и неподвижность одной из доступных для проверки колодок при условии повторяемости всех проводимых замеров по индикаторам при повторных отжатиях (разница показаний индикаторов не должна превышать 0,02 мм), а также положение, когда индикатор хода обоймы зафиксировал ее перемещение.
Результаты замеров по индикаторам, в том числе установочные (базовые) размеры, заносятся в формуляр проточной части.
Проверка разбега роторов проводится до ремонта (при разборке подшипника) и после ремонта (при сборке подшипника). Одновременно с разбегом проводятся замер и контроль установочных (базовых) размеров роторов относительно деталей статора турбины.
6.4. ПЕРЕЗАЛИВКА БАББИТА ВКЛАДЫШЕЙ ОПОРНЫХ ПОДШИПНИКОВ И КОЛОДОК УПОРНЫХ ПОДШИПНИКОВ
Заливка вкладышей и сегментов баббитом очень ответственная операция, требующая строгого соблюдения технологического процесса.
В настоящее время применяются два метода презаливки подшипников баббитом :
заливка вручную по шаблону в специальном приспособлении;
заливка центробежным способом.
Удаление старого баббита производится путем нагрева вкладыша в печи, горне или газовой горелкой с обратной стороны вкладыша до температуры, соответствующей началу размягчения баббита (240...260 °С); после этого вкладыш встряхивается и баббит должен отстать от тела вкладыша. Не рекомендуется производить нагрев и выплавление баббита, направляя пламя горелки непосредственно на баббит, так как он при этом интенсивно окисляется. Нагревать вкладыш до полного расплавления баббита также не рекомендуется, так как при этом происходит выгорание сурьмы. Старый баббит должен быть удален полностью, без остатка в канавках и углублениях.
После выплавления баббита внутренняя поверхность вкладыша тщательно очищается шабером, стальной щеткой и наждачной шкуркой.
Подготовка вкладыша к перезаливке определяет качество заливки вкладыша и обеспечивает необходимую адгезию баббита с телом вкладыша. Подготовка к перезаливке включает в себя обезжиривание заливаемой поверхности, ее протравливание и покрытие оловом (полуду).
Обезжиривание производится погружением вкладыша в горячий 10 %-ный раствор каустической соды или едкого натра (1 кг каустической соды на 10 л воды) на 10...15 мин. После этого вкладыш промывается горячей проточной водой для удаления грязи и щелочи.
Первоначальное протравливание вкладыша производится погружением на 10... 15 мин в 10 %-ный раствор соляной или серной кислоты (1 л концентрированной кислоты на 10 л воды). При приготовлении раствора кислоты необходимо соблюдать правила техники безопасности, добавляя концентрированную кислоту в воду и ни в коем случае не наоборот.
После протравливания вкладыш промывается горячей проточной водой и высушивается.
Вторичное протравливание и лужение вкладыша производятся следующими способами:
Лужение погружением.
Лужение паяльником или обмазкой.
Вторичное протравливание заливаемой поверхности вкладыша производится насыщенным раствором хлористого цинка ("травленой" кислотой). Способ ее приготовления следующий: в четырех весовых частях концентрированной соляной кислоты растворяется одна весовая часть цинка. Процесс растворения должен продолжаться до тех пор, пока не прекратится выделение пузырьков водорода, а на дне сосуда останется некоторое избыточное количество нерастворенного цинка. Протравливание производится путем нанесения раствора с помощью волосяной кисти или пакли. В случае, если обезжиривание произведено некачественно, протрава не ложится ровным слоем на поверхность, а сбегает с поверхности. В этом случае операцию обезжиривания необходимо повторить.
По окончании протравливания нагретый до температуры 220...230 °С вкладыш медленно (во избежание выплескивания) погружается в расплав чистого олова (возможно применение для полуды смеси 50 % олова и 50 % свинца; баббита Б-83) на 5...7 мин. Температура полуды должна быть 300...320 °С. Полуда должна покрыть поверхность вкладыша сплошным ровным тонким слоем и иметь тускло серебристый цвет, за исключением поверхностей, покрытых меловой краской.
Если на облуженной поверхности вкладыша остались черновины, окисленности, места с отставанием полуды, их необходимо протравить и залудить.
Этот способ нанесения полуды целесообразно применять в местах централизованной перезаливки вкладышей.
2. При лужении паяльником или обмазкой на облуживемую поверхность вкладыша производится нанесение насыщенного раствора хлористого цинка. Поверхность покрывается порошком сухого нашатыря, вкладыш нагревается до температуры 220...230°С, и с помощью паяльника наносится олово на облуживаемую поверхность.
Заливка вкладыша баббитом требует тщательного выполнения всех правил заливки, так как от ее качества зависит нормальная работа подшипника.
Перед производством заливки вкладыша баббитом все имеющиеся во вкладыше отверстия и масляные каналы уплотняются асбестом. Вкладыш (его верхняя или нижняя половины) устанавливается на приспособление для перезаливки; места сопряжения вкладыша и приспособления уплотняются шнуровым асбестом. Если для заделки отверстий и масляных каналов использовался мокрый асбест, вкладыш вместе с приспособлением предварительно сушится, а затем нагревается в печи, горне или газовой горелкой до температуры 250...260 °С.
Ко времени окончания прогрева вкладыша, для предохранения и предотвращения окисления луженой поверхности должно быть подготовлено к заливке необходимое количество баббита, которое определяется по формуле
G = Dxby ,
Где G - масса баббита, необходимая для заливки; D - диаметр расточки вкладыша под заливку; х - толщина заливаемого слоя баббита; b - длина вкладыша, включая припуск на обработку; у - удельный вес баббита (7,2 г/см 3).
Баббит расплавляется в специальном тигле и нагревается до температуры 400...410 °С; при этом следует учитывать, что значительный перегрев баббита приводит к интенсивному его окислению и выгоранию сурьмы (баббит следует перегревать не более чем на 50...60 °С выше температуры плавления). Для снижения окислообразования, на поверхность расплавляемого баббита насыпается слой мелкого древесного угля.
Перед заливкой расплавленный баббит подвергают операции рафинирования путем добавления в расплав хлористого аммония (для этого 15...20 г сухого нашатыря погружают в тигель с расплавленным баббитом). Процесс рафинирования считается оконченным, тогда когда при тщательном перемешивании расплава прекращается его кипение и выделение из него газов (процесс происходит в течение 10...15 мин). В процессе рафинирования хлористый аммоний ошлаковывает окислы, и шлак всплывает на поверхность расплава.
Непосредственно перед производством заливки вкладыша с поверхности расплавленного баббита необходимо тщательно удалить древесный уголь и образовавшиеся шлаки.
Заливку вкладыша желательно производить в один прием непрерывной струей баббита. После заполнения формы баббитом для удаления остатков воздуха в "ласточкиных" хвостах и других выборках в теле вкладыша залитый баббит необходимо "прошуровать" с помощью стального стержня достаточной длины или другого приспособления.
Для получения плотной качественной заливки баббита процесс остывания вкладыша необходимо регулировать. Остывание должно происходить снизу вверх в вертикальном направлении и от тела вкладыша в сторону приспособления в поперечной плоскости, так как в процессе остывания происходит усадка баббита и возможны возникновения полостей и пор в процессе кристаллизации в зонах, где скорость остывания ниже. Для организации этого процесса производится охлаждение нижней части тела вкладыша сжатым воздухом и подогрев верхней части оснастки газовой горелкой.
По мере усадки баббита в процессе остывания производится его доливка до заполнения формы. Доливка должна производиться до начала кристаллизации баббита.
Организация перезаливки вкладышей подшипников по описанной технологии может быть осуществлена в условиях специализированных подразделений энергоремонтных предприятий или на заводе. В условиях станции выполнить все требования приведенной технологии не представляется возможным.
В случае, если презаливка вкладыша производится в результате его частичного подплавления, выработки или при других дефектах, не связанных с отслоением баббита от тела вкладыша, возможно применение упрощенного варианта перезаливки.
Вкладыш очищается от грязи и масла, нагревается в печи, горне или газовой горелкой (с обратной стороны) до температуры 240...260 °С и аккуратно устанавливается на верстак в специально приготовленный поддон. Газовой горелкой производится оплавление баббита до появления "ласточкиных хвостов". На поверхности вкладыша оставляется слой баббита толщиной 1...2 мм, который будет являться полудой для будущей заливки вкладыша. Для удаления окислов полуды в процессе оплавления поверхность протирается паклей или брезентовой варежкой.
На участках, где было отставание баббита от тела вкладыша, появится необлуженный метал вкладыша, так как скорость прогрева баббита в этих местах при оплавлении будет выше. Эти места отставания полуды необходимо разделать шабером, обезжирить, протравить и облудить паяльником.
Этот способ перезаливки вкладышей является менее трудоемким, так как не требует сложных подготовительных работ, связанных с использованием кислоты и щелочи, и в то же время отвечает всем требованиям к перезаливке вкладыша.
Расточка перезалитых подшипников. После перезаливки вкладыша его вынимают из формы, удаляют все установленные пробки, асбест, заполнявший масляные карманы, фрезеруют технологический припуск баббита в горизонтальном разъеме и шабрят горизонтальный разъем в соответствии с требованиями, предъявляемыми к разъему вкладыша.
Вкладыш собирается по горизонтальному разъему под расточку (в зависимости от типа расточки и требований чертежа в разъем, если это необходимо, устанавливается прокладка - см. расточки опорного подшипника). Расточка баббита производится на токарном или карусельном станке.
Вкладыш под расточку выставляется по контрольным пояскам; все обнаруженные бои (в вертикальной и горизонтальной плоскости) чаще всего располовиниваются.
В процессе расточки производится визуальный контроль качества залитого баббита. В случае обнаружения пор или раковин принимается решение об исправлении баббитовой расточки наплавкой или повторной перезаливкой вкладыша. Наплавку дефектных мест необходимо производить до окончательной расточки вкладыша.
Правильность выбора направления механической обработки перезалитых подшипников имеет большое значение. Необходимо учитывать, что прочность адгезии наплавленного баббита и тела вкладыша не превышает 48 МПа; при неправильной механической обработке под действием сил резания можно оторвать наплавленный баббит от тела вкладыша. Для исключения отрыва баббита от тела вкладыша движение режущей кромки инструмента должно быть направлено от баббита, на тело вкладыша.
После расточки опорной поверхности вкладыш в обязательном порядке проверяется на качество адгезии баббита с телом вкладыша. Разъемы и торцевые поверхности вкладыша проверяются визуальным осмотром и цветной дефектоскопией. Баббитовая расточка вкладыша проверяется методом ультразвуковой дефектоскопии.
После контроля качества заливки баббита производится расточка масляных карманов и другие выборки в соответствии с чертежом или заранее выполненным эскизом вкладыша.
Перезаливка сегментов упорного подшипника производится с соблюдением всех условий, указанных для перезаливки вкладышей опорных подшипников. Для заливки сегменты укладываются в специальную форму, имеющую высоту, равную сумме толщины тела сегмента, необходимой толщины заливки и припуска на обработку. После заливки, выполняемой по технологии, аналогичной описанной выше для опорных подшипников, производятся обработка сегментов для удаления всех посторонних включений в баббит, шабровка для обеспечения равномерного прилегания всех колодок к упорному диску и выполняется закругление кромок баббита, обеспечивающее беспрепятственное поступление масла к рабочим поверхностям.
6.5. НАПЫЛЕНИЕ РАСТОЧЕК ВКЛАДЫШЕЙ
В настоящее время получили широкое распространение методы плазменного и газопламенного напыления баббита для восстановления расточек вкладышей.
Напыление применяется для восстановления геометрии расточек и в случаях необходимости устранения других механических повреждений.
Перед напылением производится механическая расточка поверхности баббита на глубину 1,0... 1,5 мм для удаления промасленного слоя баббита. На очищенную и обезжиренную поверхность расточки с помощью специальной оснастки напыляется баббитовый порошок. Для повышения антифрикционных свойств поверхности расточки чаще всего производится напыление баббита в сочетании с дисульфидом молибдена.
Аналогичным способом производится восстановление упорных колодок.
6.6. РЕМОНТ МАСЛЯНЫХ УПЛОТНЕНИЙ
Конструктивно масляные уплотнения представляют собой жесткие лабиринтовые уплотнения , рассматривавшиеся в разделе уплотнения (см. § 5.1).
Для уменьшения протечек масла по валу из корпусов подшипников масляные уплотнения выполняются с промежуточной камерой (рис. 6.18); в нижней половине из камеры в сторону внутренней полости корпуса подшипника выполнен дренаж. Со стороны цилиндра к масляным уплотнениям крепится пароотбойный щиток, предназначенный для снижения температуры масляного уплотнения под воздействием протечек пара из цилиндра и препятствия обводнению масла.
З
амена гребней (усиков) уплотнений описана также в разделе "Уплотнения" (см. § 5.3.5). Необходимо отметить несколько особенностей их ремонта:
масляные уплотнения - это тонкостенные конструкции, подверженные значительным деформациям во время чеканки усов;
в связи с частой заменой усов и необходимостью постоянной пригонки горизонтальных разъемов возникает потребность время от времени восстанавливать их линейные размеры (в первую очередь это касается уплотнений, устанавливаемых в расточку корпуса подшипников). Линейные размеры колец масляных уплотнений восстанавливаются наваркой и последующей обработкой горизонтальных разъемов;
в связи с тем, что усики масляных уплотнений имеют жесткую установку, их расточка в размер (это касается уплотнений, устанавливаемых в расточку корпуса подшипников) производится эксцентрично относительно наружного диаметра расточки под установку в корпус подшипника в соответствии с замеренным положением ротора относительно масляной расточки;
Зазоры в маслоудерживающих кольцах вкладышей должны быть в пределах: снизу 0,10...0,15 мм, справа и слева 0,15...0,20 мм, сверху 0,25...0,30 мм. Внутренние кромки колец должны быть заострены, причем сторона кольца, не имеющая фаски, должна быть установлена в сторону вкладыша.
6
.7. РЕМОНТ ВАЛОПОВОРОТНОГО УСТРОЙСТВА (ВПУ)
На рис. 6.19 показана конструкция быстроходного ВПУ турбин ХТЗ, а на рис. 6.20 конструкция ВПУ турбин ЛМЗ и ТМЗ .
Для выполнения ремонта ВПУ необходимо отсоединить маслопроводы, снять кожух, разъединить муфту, снять электродвигатель и сервомотор ВПУ. Очистить от грязи, промыть и продуть все детали и узлы ВПУ. Горизонтальные разъемы крышек очистить от бакелитового лака. После этого проверить:
состояние шариковых подшипников, состояние поверхности зацепления червячной передачи, зубчатых колес, ведущей шестерни;
удалить забоины и задиры;
крепление червячного и зубчатого колес, плоскость прилегания торцевых крышек, плотность прилегания разъема редуктора;
свободу перемещения подвижной шестерни;
по краске контакт на зубьях, а также полное утопание кулаков при повороте их до упоров муфты и прилегание по краске упорных поверхностей;
состояние опорных поверхностей кулаков на муфте и соответствующие им поверхности на зубчатом колесе;
состояние посадочных поверхностей опор зубчатого колеса в корпусе подшипников.

6.8. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ:
Назовите основные детали опорного подшипника.
Каково назначение и конструкция сегментного опорного подшипника?
Какие материалы применяются для изготовления подшипников?
Назовите марку и состав баббита, применяемого в турбиностроении.
Как подразделяются подшипники по форме расточки?
Назовите характерные повреждения баббитовой расточки, возникающие в процессе эксплуатации.
Каковы основные причины возникновения течи масла по валу?
Какие замеры должны быть выполнены при вскрытии корпуса и разборке подшипника?
На что нужно обратить особое внимание при визуальном осмотре подшипника?
И. Как проверяются натяги и зазоры в подшипнике? Основные способы восстановления требуемых натягов и зазоров.
Чем обеспечивается натяг на боковых колодках нижней половины вкладыша?
Как осуществляется вертикальное и горизонтальное перемещение вкладыша в расточке корпуса подшипника?
Какое максимальное количество регулирующих прокладок может быть установлено под одной колодкой?
Перечислите основные операции, которые должны быть выполнены перед закрытием корпусов подшипников.
Сформулируйте назначение упорного подшипника.
Назовите виды сегментных упорных подшипников. Перечислите их конструктивные отличия.
Какие колодки называются рабочими, а какие - установочными?
Какова величина масляного разбега в упорном подшипнике?
Каковы особенности конструкции опорно-упорного подшипника турбин КТЗ?
В чем преимущество упорных подшипников с самоустанавливающимися колодками?
Чем определяется несущая способность упорных подшипников?
Каковы основные причины выработки баббита сегментов упорных подшипников?
Какова допускаемая величина отклонения толщины упорных колодок в одном комплекте?
Назовите последовательность основных операций при сборке упорного подшипника.
Как выполняется проверка осевого разбега роторов?
Назовите основные операции, выполняемые при подготовке подшипника к перезаливке.
До какой температуры нагревают баббит при заливке подшипника?
Как и почему необходимо регулировать процесс остывания вкладыша для получения качественной заливки баббита?
Какие технологические приемы необходимо применять при расточке вкладыша для сохранения адгезии между наплавленным баббитом и телом вкладыша?
Каковы величины допустимых зазоров в масляных уплотнениях?
Cтраница 1
Опорно-упорный подшипник служит для восприятия своей упорной частью осевых усилий (возникающих при работе нагнетателя), которые нормально направлены в сторону всасывающего патрубка. При несвойственных режимах работы нагнетателя (небольшие степени сжатия и большие расходы) осевое усилие уменьшается и даже может изменить свое направление.
Опорно-упорный подшипник расположен со стороны компрессора.
Опорно-упорный подшипник, расположенный со стороны всасывания, рассчитан на восприятие разности осевых усилий компрессора и турбины.
Опорно-упорный подшипник служит для опоры ротора нагнетателя и восприятия своей упорной частью осевых усилий, возникающих при работе нагнетателя.
Опорно-упорный подшипник нагнетателя смазывается маслом из системы силового масла регулирования. Это масло подводится по трубе 53 к маслоохладителю 54, откуда по трубе 55 поступает к подшипнику.
Опорно-упорный подшипник паровой турбины, совмещенный с масляным насосом.
Проверяют опорно-упорные подшипники червяка и колеса и при необходимости восстанавливают их работоспособность.
Вкладыш опорно-упорного подшипника устанавливается в корпусе подшипника. Его установка осуществляется специальными подушками, прикрепленными к вкладышу винтами. Корпус вкладыша изготовлен из чугуна марки СЧ 15 - 32, а упорные колодки из бронзы ОФ-10-1. Поверхность трения вкладыша и упорных колодок залиты баббитом Б-83. Диаметральный зазор между шейкой вала и расточкой вкладыша выдерживается в пределах 0 14 - 0 19 мм, а осевой разбег ротора (зазор между упорными дисками и колодками) в пределах 0 35 - 0 45 мм.
Корпус опорно-упорного подшипника прикреплен с помощью полукруглого фланца к торцовой стенке улитки; внутри корпуса установлены реле осевого сдвига ротора и штуцер с трубкой для подвода масла к зубчатой муфте. Ротор нагнетателя - консольного типа, имеет одно рабочее колесо с цельнофрезерованными лопатками. Валы нагнетателя и шестерни редуктора соединены зубчатой муфтой.
Вкладыши опорно-упорных подшипников 6 (см. рис. 14) турбин, а также вкладыши опорных подшипников некоторых типов турбин устанавливают в соответствующих расточках на промежуточных обоймах. Плотность прилегания сферической поверхности нижних половин вкладыша и обоймы проверяют по щупу и краске при опущенном на вкладыш роторе турбины.
Корпус опорно-упорного подшипника присоединяют полукруглым фланцем к торцовой стенке улитки. Внутри корпуса этого подшипника устанавливают реле осевого сдвига ротора и штуцер с трубкой для подвода масла к зубчатой муфте. На крышке корпуса имеются гнезда для установки термометров. Улитка и корпус подшипника смонтированы на общей фундаментной раме.
Область деятельности(техники), к которой относится описываемое изобретение
Ноу-хау разработки, а именно данное изобретение автора относится к области машиностроения и может быть использовано при создании опорно-упорных подшипников скольжения, предназначенных для работы в тяжелых условиях, например в качестве подшипников ротора паровой турбины, работающего при высоких нагрузках и частоте вращения, а кроме того, подверженного значительному нагреву.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Известны опорно- скольжения, содержащие обойму, сопряженный с ней по сферической поверхности вкладыш с опорной поверхностью и закрепленные на нем упорные колодки (1). Благодаря сферической поверхности вкладыша, при прогибе вала вкладыш имеет возможность поворота, что способствует сохранению нормального положения упорных колодок относительно упорного диска вала и сохранению равномерного распределения нагрузок на упорные колодки. Однако вследствие малых зазоров между обоймой и вкладышем и более высокой температуре последнего, что сводит зазор на нет, при больших осевых нагрузках происходит заклинивание вкладыша в обойме, а следовательно, и нарушение нормального положения упорных колодок относительно упорного диска вала при прогибах вала. Это может привести к такому перераспределению нагрузок на упорные колодки, что производит выплавление наиболее нагруженных из них.
Известен также опорно- , в котором в дополнение к сопряжению вкладыша с обоймой по сферической поверхности упорные колодки установлены с помощью сопряженных по сферической поверхности шайб и колец (2). Такое выполнение дает возможность лучшего отслеживания положения пакета упорных колодок за изменением положения упорного диска вала при его прогибе. Однако практическая реализация указанного изобретения с обеспечением требуемых свойств подшипника является проблематичной.
В основу настоящего изобретения поставлена задача создания опорно-упорного подшипника скольжения, в основном такого, как описанный первым аналог, но в котором по сопряженным сферическим поверхностям обоймы и вкладыша обеспечивался бы минимальный коэффициент трения при всех режимах эксплуатации и тем самым предотвращалось бы заклинивание вкладыша.
Эта задача решается в опорно-упорном подшипнике скольжения, который содержит обойму, сопряженный с ней по сферической поверхности вкладыш с опорной поверхностью и закрепленными на нем упорными колодками, и в котором, в соответствии с сущностью настоящего изобретения, по меньшей мере на одной из сопряженных поверхностей вкладыша или обоймы нанесена сетка канавок достаточно мелких, чтобы при сборе обоймы с вкладышем образовалась сетка капиллярных каналов и эта сетка сообщена с источником маслоснабжения.
Благодаря такому решению между обоймой и вкладышем образуется масляная пленка, которая существенно снижает коэффициент трения между их сопряженными поверхностями, исключая вероятность заклинивания вкладыша.
Сущность настоящего изобретения поясняется следующим далее подробным описанием одного из примеров его реализации, иллюстрируемого прилагаемыми чертежами, на которых:
фиг. 1 показывает опорно-упорный подшипник скольжения в продольном разрезе;
фиг. 2 - поперечный разрез подшипника на фиг. 1 по А-А;
фиг. 3 - разрез части подшипника по Б-Б на фиг. 2.
Подшипник скольжения в соответствии с изображенным на чертеже примером предназначен для валопровода паровой турбины и содержит выполненные из двух половин обойму 1 и вкладыш 2, сопряженные друг с другом по сферическим поверхностям 3 и 4. Вкладыш 2 выполнен с баббитовым слоем 5, образующим часть опорного подшипника скольжения, а кроме того, в нем закреплены пакеты упорных колодок 6 и 7, взаимодействующие с упорным диском 8 валопровода 9 ротора турбины, составляя часть упорного подшипника скольжения. Масло для смазки опорной и упорной частей подшипника подводится через обойму 1 по каналу 10 в кольцевую полость 11 вкладыша 2, а из нее через канал 12 - к опорной поверхности баббитового слоя 5 и через канал 13 - к упорным колодкам 6 и 7.разрез части подшипника
Описанный подшипник функционирует, как и другие известные опорно-упорные подшипники. Однако масло, подаваемое к опорной и упорной поверхностям, поступает также под действием капиллярного эффекта в сетку канавок 14 на сферической поверхности 4 вкладыша 2, а затем под действием этого же эффекта масла растекается тонкой пленкой по всей поверхности 4. Эта пленка позволяет существенно снизить коэффициент трения между сферическими поверхностями 3 обоймы 1 и 4 вкладыша 2. Если произойдет прогиб вала 10, сопровождающийся уклоном упорного диска 8, вкладыш 2 также повернется, а вместе с ним и упорные колодки 6 и 7, сохранив заданное расположение относительно упорного диска 8 с равномерным распределением нагрузки между ними. Таким образом, благодаря наличию масляной пленки между обоймой 1 и вкладышем 2 создаются благоприятные условия для отслеживания вкладышем 2 прогиба вала 9 и положения упорных колодок 6 и 7 относительно упорного диска 8, чем предотвращается выплавление колодок. Кроме того, масляная пленка выполняет демпфирующую функцию, предотвращая возникновение вибрации из-за наличия зазора между сопрягающимися поверхностями 3 и 4 обоймы 1 и вкладыша 2.
Источники информации
1. Г.С. Жирицкий. Конструкция и расчет на прочность деталей паровых турбин. М.-Л., 1955, с. 254, рис. 15-30.
2. Авт. св. СССР N 236137, F 16 C 23/04, 1968 г.
Формула изобретения
Опорно-упорный подшипник скольжения, содержащий обойму, сопряженный с ней по сферической поверхности вкладыш с опорной поверхностью и закрепленными на нем упорными колодками, отличающийся тем, что по меньшей мере на одной из сопряженных поверхностей вкладыша или обоймы нанесена сетка канавок достаточно мелких, чтобы при сборе обоймы с вкладышем образовалась сетка капиллярных каналов, и эта сетка сообщена с источником маслоснабжения.
Имя изобретателя:
Морозов А.А.; Никонов В.И.; Гудков Н.Н.; Спиридонов А.Ф.
Имя патентообладателя:
Акционерное общество открытого типа "Ленинградский Металлический завод"
Почтовый адрес для переписки:
195009, Санкт-Петербург, Свердловская наб. 18, АО ЛМЗ, патентное бюро
Дата начала отсчета действия патента:
1998.08.14
Необходимое положение вращающегося ротора относительно деталей статора обеспечивают подшипники турбины, воспринимающие усилия, действующие на ротор.Как правило, в турбостроении применяются подшипники скольжения, которые хорошо сопротивляются статическим и динамическим нагрузкам при высоких окружных скоростях, долговечны и надежны.Между расточкой вкладыша подшипника и шейкой вала при его вращении возникает полусухое (полужидкостное)трение, для уменьшения которого расточку вкладыша покрывают баббитом (антифрикционный сплав), а в качестве смазки –нефтяное турбинное масло марки 22, которое является еще и охладителем трущихся поверхностей.
К конструкции подшипников предъявляется ряд требований:
Работа подшипника должна быть исключительно надежной, т.к. аварии с подшипниками влекут большие повреждения проточной части и уплотнений;
Конструкция должна обеспечивать наибольшую экономичность турбины, т.к. работа и состояние подшипниковобеспечивают оптимальные зазоры в уплотнениях и проточной части, что непосредственно влияет на к.п.д. турбины;
Работа сил трения в смазочном слое подшипника должна быть минимальной, т.к. она совершается за счет энергии вращения вала.Радиальные нагрузки, возникающие от собственного веса ротора, его неуравновешенности, расцентровки от несбалансированных сил в проточной части, особенно при парциальном подводе пара, неправильной работы соединительной муфты (гибкой, полужесткой) или редукторной связи (при наличии редуктора), воспринимают упорные подшипники .Схема опорного подшипника, поясняющая его работу,показана на рисунках 3.19 и 3.20
Шейка вала 1 вращается в расточке вкладыша 2 , диаметр которой несколько больше диаметра шейки вала.Вкладыш, состоящий из двух половин, устанавливается вкорпусе 7 на опорных колодках 6 так, чтобы оси расточки вкладыша и концевых и диафрагменных уплотнений совпадали. В расточку вкладыша по трубопроводу 9 подается масло от насоса. Между шейкой вала и расточкой вкладыша образуется масляная пленка , на которой вращается вал.Подача масла в подшипник регулируется ограничительной шайбой 8 . На крышке корпуса 4 установлен аварийный бачок, в который по трубе 5 поступает масло.

В случае прекращения подачи масла в подшипник (при аварии в маслосистеме) турбогенератор защитой отключается от сети и прекращается подача пара в турбину. Обороты постепенно снижаются и масло в подшипник будет поступать из аварийного бачка. На рисунке 3.20, б, в, г видно как при увеличении оборотов шейка вала увлекает под себя масло и между ней и расточкой появляется устойчивый масляный слой (клин),благодаря которому шейка вала как бы «плавает».Для установки ротора в осевом положении и восприятия осевых усилий, которые меняются при переходных процессах (изменения параметров, сбросы, набросы нагрузки), изменениях зазоров в проточной части (в уплотнениях, при заносе солями) служит упорный подшипник .В паровых турбинах используют только сегментные упорные подшипники (рисунок 3.21).Внутри вкладыша, состоящего из двух половин 1и2,соединяемых горизонтальными фланцами, расположено кольцо 3, на котором установлены упорные колодки 5. На валу турбины имеется упорный диск (гребень), прилегающий своим торцом к поверхностям упорных колодок, залитых баббитом. Упорный диск (гребень) изготавливается заодно с валом или бывает насадным.

К упорным колодкам подается масло, заполняющее весь вкладыш и вытекающее в верхней половине вкладыша. Таким образом, гребень 4 вращается в масляной ванне и придавливается осевым усилием к поверхности колодок.Между гребнем и колодками образуется несущий слой масла, исключающий металлический контакт поверхностей колодок и гребня и обеспечивающий малые потери на трение и незначительный износ колодок.
Изображенный на рисунке 3.21 подшипник можно использовать только при условии, что осевое усилие направлено всегда слева направо.Кроме того, при большом зазоре слева от гребня при малейшем сдвиге ротора влево произойдет повреждение уплотнений и проточной части. Поэтому в упорных подшипниках кроме основных (рабочих) колодок устанавливают дополнительные (установочные) колодки с противоположной стороны гребня. С их помощью устанавливают осевой разбег ротора между колодками.
При сборке его устанавливают в пределах 0,5-0,6 мм, а в работе он будет 0,4-0,5 мм.В крупных многоцилиндровых турбинах различия в работе колодок не существует, т.к. осевое усилие может менять свое направление при изменении режима работы.Упорный подшипник должен обладать абсолютной надежностью, т.к. выход его из строя влечет за собой тяжелые повреждения проточной части.
Часто упорный подшипник объединяют с опорным,т.е. получается комбинированный опорно-упорный подшипник.Вкладыши опорных и упорных подшипников помещают в корпуса, устанавливаемые на фундамент, или присоединяемые непосредственно к корпусу турбины.В корпусе подшипника (обычно первого) размещают главный масляный насос, элементы системы регулирования и защиты турбины.
0Валопровод на судне служит для передачи энергии от главного двигателя к движителю. Валопровод включает валы, подшипники и гребной винт. Упор от винта на корпус судна также передается через валопровод.
В состав валопровода входят упорный вал, несколько промежуточных валов и гребной вал, которые вращаются соответственно на упорных, опорных и дейдвудных подшипниках. Дейдвудная труба с обеих сторон уплотняется сальниками. Все элементы валопровода показаны на рис. 11.1.
Упорные подшипники. Эти подшипники служат для передачи упора, возникающего при работе винта, на корпус судна, поэтому упорный подшипник должен иметь прочную конструкцию и быть установлен на достаточно жесткой опоре. Подшипник может выполняться отдельно или составлять единую конструкцию с главным двигателем. Подшипник должен быть рассчитан на передачу упора при переднем и заднем ходе, а также на различные нагрузки, включая аварийные.
Корпус автономного упорного подшипника (рис. 11.2) состоит из двух половин, соединяемых точными болтами. Упорная нагрузка воспринимается упорными подушками, благодаря которым можно изменять угол наклона. Эти подушки устанавливают в направляющих или на опорах и облицовывают белым металлом. В показанной на рис. 11.2 конструкции упорные подушки занимают три четверти окружности и передают весь упор на нижнюю часть корпуса подшипника. В других конструкциях упорные подушки расположены по всей окружности. Масло, увлекаемое упорным гребнем, при помощи скребка снимается с него и направляется к распорке, удерживающей подушки. Отсюда масло струей направляется к подушкам и подшипникам. Упорный вал имеет фланцы, при помощи которых он болтами крепится к фланцам валов двигателя или редуктора или к фланцу промежуточного вала.
В тех случаях, когда упорный подшипник является частью главного двигателя, корпус подшипника составляет продолжение фундаментной рамы, к которой он крепится болтами. Принудительная смазка этого подшипника осуществляется от системы смазки двигателя, а в остальном конструкция подшипника такая же, как и у независимого подшипника.
Рис. 11.1. Схема валопровода:
1 -дейдвудные подшипники, поддерживающие вал и винт; 2 - кормовая втулка; 3 - носовая втулка (устанавливается не всегда); 4 - дейдвудная труба; 5 - гребной вал; 6 - ахтерштевень; 7 - переборка ахтерпика; 8 - промежуточный вал; 9 - опорные подшипники (устанавливаются не всегда); 10 - упорный вал; 11 - двигатель внутреннего сгорания, непосредственно передающий мощность на гребной вал; 12 - двигатель внутреннего сгорания или турбина с передачей мощности на вал через редуктор; 13 - главный двигатель; 14 - автономный упорный подшипник, служащий для передачи упора винта на корпус судна; 15 - промежуточные опорные подшипники, поддерживающие вал снизу; 16 - кормовой опорный подшипник, поддерживающий вал сверху и снизу; 17 - дейдвудный сальник в машинном отделении; I - мощность двигателя; II - упор винта
Опорные подшипники. Не все опорные подшипники валопровода имеют одинаковую конструкцию. Крайний кормовой опорный подшипник имеет как нижний, так и верхний вкладыш, так как он должен воспринимать и массу винта и вертикальную составляющую упора при работе винта, направленную вверх. Другие опорные подшипники служат лишь для поддержания массы вала и поэтому имеют только нижние вкладыши.
Один из средних опорных подшипников вала показан на рис. 11.3. Обычный для подшипников вкладыш заменен здесь по душками на шарнирной опоре.

Рис. 11.2. Упорный подшипник:
1 - указатель уровня масла; 2 - масляный скребок; 3 - упорный гребень 4 - дефлектор; 5 - вал; 6 - стопор упорных подушек; 7 - упорная подушка; 8 - змеевик охлаждения; 9 - вкладыш опорного подшипника

Рис. 11.3. Опорный подшипник:
1 - масляное кольцо; 2 - масляный скребок; 3 - дефлектор; 4 - шарнирные опорные подушки
Такие подушки лучше воспринимают перегрузки и способствуют сохранению масляного клина достаточной толщины. Смазка осуществляется из масляной ванны, расположенной в нижней части корпуса. При помощи кольца, опущенного в ванну, масло при вращении вала увлекается вверх и поступает на смазку. Охлаждается масло в холодильнике трубчатого типа, помещенном в ванне, через которую пропускается забортная вода.
Дейдвудные подшипники выполняют две основные функции: поддерживают гребной вал; выполняют роль сальника, который предотвращает попадание забортной воды вдоль вала в машинное отделение. В дейдвудном подшипнике в качестве облицовки ранее применялось бакаутное дерево (отличающееся особо высокой плотностью), а смазка осуществлялась забортной водой. В применяемых в последнее время подшипниках используются залитые белым металлом вкладыши, смазываемые маслом. Одна из таких конструкций подшипника показана на рис. 11.4.
Масло подается к втулке подшипника через наружные каналы, расположенные аксиально, и через радиальные боковые отверстия с двух сторон во внутренние аксиальные каналы. В торцовой части втулки масло выходит и направляется к насосу и маслоохладителю. В системе смазки имеются два напорных масляных бака, причем для поддержания системы в рабочем состоянии в случае выхода из строя масляного насоса достаточно использовать один масляный бак.
![]()
Рис. 11.4. Кормовой дейдвудный подшипник, смазываемый маслом:
I - подвод масла; II - отвод масла; III - слив масла через клапан слива
На каждом из баков устанавливается аварийная сигнализация, предупреждающая о снижении уровня масла ниже допустимого.
На наружном и внутреннем концах гребного вала установлены специальные уплотнения. Давление в системе смазки устанавливается несколько выше статического давления забортной воды, чтобы предотвратить попадание воды в дейдвудную трубу, если уплотнение будет повреждено.
Валы валопровода. В составе валопровода на участке между упорным и гребным валом, в зависимости от расположения на судне машинного отделения, может быть один или несколько промежуточных валов. Все валы цельнокованые стальные с выполненными заодно фланцами соединяются при помощи кованых стальных точных болтов. Каждый промежуточный вал имеет фланцы с обеих сторон и, если он опирается на подшипник, в этом месте его диаметр увеличен.
На гребном валу также имеется фланец для соединения его с промежуточным валом. Другой конец гребного вала имеет коническую форму, которая соответствует коническому отверстию в ступице гребного винта. На конце конического хвостовика вала расположена резьба для гайки, которой гребной винт крепится к валу.
Используемая литература: "Основы судовой техники"
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера.



