A szelepülék-letörések alakja az ábrán látható. Szívószelep-ülék profilés rizs Nyereg profil kipufogó szelep . Az ülések munkaletörésein (a szelepekkel való érintkezési területen) nem lehetnek lyukak, korrózió vagy sérülések. A kisebb sérülések az ülések csiszolásával javíthatók. Ennek során a lehető legkevesebb fémet távolítsa el. A csiszolás történhet kézzel vagy csiszológéppel. Őrlés
Duplaüléses szelepek Tömött szelepek O-gyűrű. Fém leszállópad. Szivárgás a szelep maximális kapacitásának 0,1%-áig. Szivárgás a szelep maximális kapacitásának 0,01%-áig. Együlékes golyóscsapok fém fém elrendezéssel Egyszerű kiegyensúlyozott szerelőszelepek speciális O-gyűrűkkel.
Az alábbi táblázatban látható szivárgás. 3. táblázat – Szeleptömítési osztályok. A megoldandó problémák valóban összetettek, kezdve azzal a dilemmával, hogy a rendszer teljes nyomáseséséből mekkora arányt kell felvennie a szabályozószelepnek. És a rendszerbe telepített interferenciák miatt is, mint például cső, eltérések, vágások, berendezések, vezérlőrács stb.
| VÉGREHAJTÁSI Parancs | ||||||||||||||
|
||||||||||||||
A szelepülékek javításához szükséges görgők szükségesek, ha ezzel a mechanizmussal dolgozik, mert nem található kényelmesebb és pontosabb szerszám. Az egyetlen alternatíva a süllyesztők. Mindezekről és magáról a javítási folyamatról a cikkben fogunk beszélni.
Ennek a fejezetnek az a célja, hogy meghatározzon néhány alapvető paramétert, elmagyarázza a különbségeiket, és megadjon néhány ökölszabályt, amelyek segíthetnek a választásban. helyes jellemzőketáramlásszabályozó szelep. Mielőtt azonban elkezdenénk, rá kell mutatnunk, hogy a szelep áramlási jellemzőinek kiválasztása nem csak a szeleppel kapcsolatos kérdés, hanem komplett rendszer kezelése és telepítése.
Amint már említettük, a szelepdugónak az üléshez viszonyított elmozdulása olyan járatot hoz létre, amely jellegzetes összefüggést mutat a szelepszár löketének aránya és az átmenő furaton keresztüli megfelelő áramlás között. Ezt a kapcsolatot "szelep áramlási karakterisztikának" nevezték. Ezt az elméleti jellemzőt állandó nyomáskülönbség mellett kapjuk meg, ami a gyakorlatban nem fordul elő, és változást okoz a tényleges áramlásban, mivel ez a nyomáskülönbség értékétől függ. Az elméleti eredmény és a gyakorlati eredmény megkülönböztetésére két áramlási jellemző szerint osztályozták.
Szelepszerkezet kialakítása - működési elv és lehetséges meghibásodások
A szelepeket a motor hengereinek tömítésére használják gázcsere során. Működésük elve az, hogy biztosítsák az üzemanyag és a levegő keverékének bevitelét a további tömörítéshez. Begyújtás és kifáradás után a gázok a kipufogórendszerbe jutnak, és ezért a szelepek is felelősek. Ez a mechanizmus agresszív körülmények között működik, és folyamatosan nagy dinamikus terhelésnek, nagy sebességnek és hőnek van kitéve. Hogy csökkentsék gyors kopás alváz Ennél a résznél a gyártási anyagok leggyakrabban nagymértékben ötvöződnek nikkellel és krómmal.
A szelepen áthaladó áramlás és a löket megfelelő százalékos változása közötti kapcsolat, ha a nyomáskülönbséget a szelepen keresztül állandóan tartják. Speciális laboratóriumi tesztekkel tesztelik, és bizonyos diagramokon mutatják be.
Megérkezett az átvétele geometriai jellemző szelepdugó vagy kamrakeret formátumú, és lehet gyorsnyitó, lineáris, egyenlő százalékos vagy módosított parabola típusú. Az angol gyárak minőségi alkatrészeket használtak, és ha az Ön szelepei eredetiek, akkor alkalmasak lesznek hosszú távú közúti használatra vagy mérsékelt versenyre. Ha valóban nagyobb szelepekre van szüksége, akkor lehet, hogy újabb vagy sportosabb motorból szerelhet be szelepeket.
Eszköz szelep mechanizmus két fő alkotóelemei: Ez a fej és a szár. Ezek az autóalkatrészek tulipán alakú, lapos és domború fejjel rendelkeznek. A rúd végén kúpos, formázott vagy hengeres hornyok vannak a rugók rögzítésére. A szelepmechanizmus meghibásodásának fő megnyilvánulása, valamint instabil munka a motor egészét. Az ilyen típusú meghibásodások a ragadás és a rés megjelenése miatt fordulnak elő. A szénlerakódások is okozhatják ezt a problémát, amely magához a szelephez közel halmozódik fel, és megakadályozza annak zárását.
Nincsenek ellenjavallatok más gyártók alkatrészeinek használatához, feltéve, hogy azokat megfelelően feldolgozták. Mielőtt nagy bajba keveredne, érdemes körülnézni azok után, akik már megtették, amit elterveztek. Bármelyik szelepet is választja, ellenőriznie kell a megbízhatóságát. A szívószelep élettartama könnyebb, a szívógázok hűtik. Ezért az első minősége tartós lesz. Szívószelepek Speciális ötvözetből készült, de minden jó acél megcsinálja a trükköt. Ügyeljen arra, hogy megfelelő félhold legyen, a farok a vezető átmérőjén legyen, és hogy a tulipán négyzet alakú legyen az ülésén.

A meghibásodás másik jele a kipufogógáz során megnövekedett füstkibocsátás. A kopott rúd természetellenes motorzajt okoz.
Más a helyzet a kipufogószeleppel. Tehát egy nagy sebességű motorban ez a szelep folyamatosan pirosan működhet. Ilyen körülmények között a fém molekulaszerkezete megváltozik. Ez a metallurgiai jelenség lehetővé teszi az acél megszilárdulását és felszívódását. Nem akarjuk azonban, hogy ez a szelep a helyén megkeményedjen és megvastagodjon, mert akkor meglazulhat, meggörbülhet vagy akár eltörhet. A megoldás az acél használata, amely megtartja azt molekuláris szerkezet minden hőmérsékleten: ausztenites acél.
Ez könnyen észlelhető mágneses teszttel, mert nem mágneses. A szelepet két részre is oszthatja: ausztenites tulipánra és mágneses farokra. Ennek az az oka, hogy az ausztenites acél „ragadós”, gyorsabban korrodálódik és elhasználódik. A farok, amely állandó tengelyirányú súrlódásnak van kitéve egy viszonylag hosszú hosszúságú, normál acél lehet. Ezek a kétrészes szelepek úgy készülnek, hogy a tulipánt le dörzsölik a farkáig, amíg megolvad, így közel tökéletes hegesztést tesz lehetővé, és nagyon erős.
Süllyesztők és marók szelepülékek javításához – mit válasszunk?
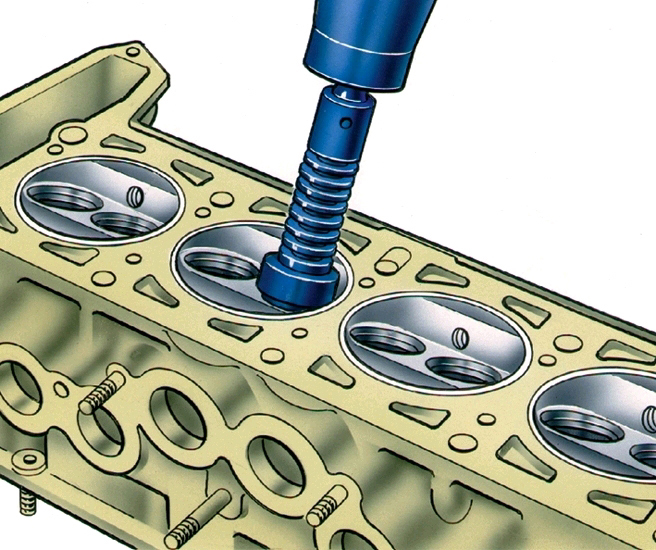
A szelepülések saját kezű cseréjéhez nemcsak durva szerszám, hanem szinte ékszer - görgős vágó vagy süllyesztő - is szükséges. Ezeket a speciális szerszámokat csak motorjavításhoz használják. belső égés. A szelepülékekhez való vágókészletet a belső átmérőjük kívánt alakjának kicsiszolására használjuk. Ez a művelet lehetővé teszi a lemez szoros lezárását. A szelepülék pontos feldolgozása érdekében ajánlatos kéznél tartani a mechanizmus rajzát.
A szelepeket általában fél holdig tartják. A leggyakrabban egy háromszögbe vágott horonyba akadnak bele felső vége farok Egy másik típus ½ kerek profilba van beékelve. Elméletileg a háromszög megmunkálás több mint fél körrel gyengíti a szelepszárat, és extrém esetek kárt okozni. Másrészt a kopása mérsékelt, míg a ½ kör gyorsabb. A megoldás az lehet, hogy fél fordulót tartalékolunk a versenyre. Szükséges, hogy ½ holdat helyezzenek be a házatokba, és szimmetrikusan helyezzék el őket az erőfeszítések elosztásához.

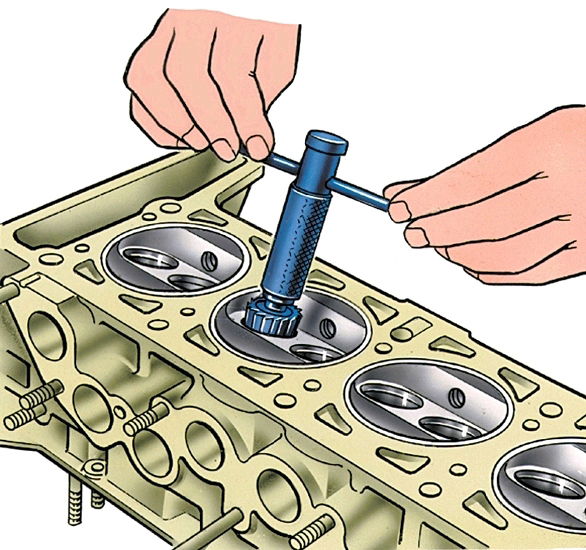
A vágó fémhenger formájában készül, amelyben van egy lyuk és két vagy egy kúpos felület, szöge 15 és 60 fok között változhat. A kúp felületén metszőfogak találhatók. A szelepülékek javítására szolgáló süllyesztőkészletet ugyanúgy használják, mint a vágókat, de van egy különbség. A süllyesztő mechanikus és elektromos szerszámokon használható.
Javasoljuk továbbá, hogy a szelepet ½ holdjaival alakítsa át a keverés helyett. Egyes gépgyártók a tulipánokat a gázáramlás javítása érdekében kezelik. A gyújtócsavarok csak akkor érik meg a költségeket, ha versenyre készültek. Jobban működnek magas karbantartási feltételek mellett, és jobb gázkeringést biztosítanak. Ügyeljen arra, hogy a versenyszelepek ne ideálisak közúti használatra.
Némelyikük nagyon gyorsan fog halat, különösen azokat, amelyek kimerültek kegyelmük miatt. Lövedékünkhöz könnyített szelepek állnak rendelkezésre. A szelepek a vezetőkbe csúsznak: milyen anyagból? Öntöttvas, foszforbronz, alumínium-bronz, nikkel-bronz? Ráadásul jól bírja, még ausztenites acéllal is, ami ideális esetben jobban párosul az alumíniumbronzhoz. Az öntöttvasnak számos olyan tulajdonsága van, amely ellenáll a kopásnak: 3% grafitot tartalmaz, amely kiváló kenőanyag, és szerkezetében rengeteg olajtartály található.

Szelepülések cseréje saját kezűleg - elemezzük a munka sajátosságait
Ezt a műveletet kétféleképpen hajtják végre. Az első durva, de a legegyszerűbb és leggyorsabb. Meglehetősen primitíven hajtják végre: egy régi szelepet egy kopott ülékgyűrűre hegesztenek, majd a gyűrűt kalapáccsal egyszerűen kiütik a helyéről. főállású állás a hengerfejben egyébként megsérülhet, ami nagyon nem kívánatos. Ezután következik az új benyomásának folyamata. A lágy mód sokkal nehezebb, de ez a garázsban is elvégezhető drága berendezések beavatkozása nélkül. Ennél a módszernél a nyerget óvatosan egy gépre fordítják. Azt követően ülés tisztítani és élesíteni is.
Intenzív használat esetén azonban a bronznak megvannak az előnyei, a legfigyelemreméltóbb a jobb vezetőképesség, ezért jobb a hűtés a kalóriák gyorsabb elszívásával. Hasonlóképpen, a bronz tágulása hasonló az alumíniuméhoz. Így a bronz vezető kevésbé lesz érzékeny a farfekvéses játékra. Végül kevésbé valószínű, hogy szelepekhez alkalmas apró darabokra törik.
Valójában, ha egy szelep nem ül a helyére a vezetés hiánya miatt, akkor többet veszít, mint amennyit nyer. Ne feltételezze, hogy a jobb teljesítmény egyet jelent a bonyolultabb forrásokkal. VAL VEL nagy szelepek, magas emelések, nagy karburátor, gondolhatunk nehezebb rugókra is: ez egy hamis jó ötlet. Merevebb rugók használatával elnyeli az erőt és növeli a tolórudak kopását. A rugó kiválasztását meghatározó tényezők közé tartozik a motor fordulatszáma, a bütykös profil és a szelep tömege.

Megbízható préselés az új ülés hűtésekor és a hengerfej felmelegedésekor történik, csak ilyen munka után garantálható a mechanizmus megbízható használata. A módszer teljes nehézsége a fűtésben és a hűtésben rejlik; először át kell gondolnia, hogyan fogja ezt megtenni. Ha a nyereg nem teljesen elkopott, állítható. Ha javításhoz vágót használ, főleg több különböző szögű vágót használnak. Az első durva fúvókát a tüskére helyezik, majd ezután körkörös mozdulattal Az ülés előkészítése vagy vágása megtörténik, a süllyesztők ugyanúgy használhatók a szelepülékek vágásához.
Valójában nem fog többet belefoglalni magas üzemmód a vártnál. A magas emelésű bütykök emelése is hosszabb időt vesz igénybe, és nem biztosít nagyobb szelepgyorsítást, mint a raktáron lévők. Lásd magas liftekkel. Ha kétségei vannak a szeleplöket, valamint a csésze és a vezető közötti szabad hely közötti hézagot illetően, mérje meg egy szelep alátétkészlettel a maximális emelésnél: ha az összes alátét hozzáadása legalább 2 mm, akkor nem lesz probléma, a legkisebb megengedett 1 mm.
A hosszuk beállításához a hengerfej és az alsó tál között egy ékes alátét állványom van 36 mm-ig. Nem okoz gondot a pánik ezzel a hosszúsággal, akármilyen csavarról van szó. Ne tegye le a poharakat. A mobil felépítés megkönnyítése érdekében a legjobb, ha egy megfizethető versenykészletre cseréli, amely könnyebb, vékonyabb szelepeket, kupak nélküli, alumínium csészéket és vékonyabb rugókat tartalmaz. Csábító az is, hogy csökkentsük a billenők súlyát nagy sebességek. Legtöbbjük jól megtervezett és legyártott, így lehetetlen néhány grammhoz hozzájutni anélkül, hogy ne gyengítsük őket.

Ezután folytatjuk a csiszolást, ezt egy speciális, erre tervezett eszközzel végezzük, amelynek végén egy kúp található. Az ülés letörésére csiszolóport vagy pasztát kell felvinni. A csiszolást addig végezzük, amíg a súrlódás minimális hangot és csiszolási zajt nem kelt. A paszta vagy por maradványait óvatosan eltávolítjuk. A munka minősége a fej megfordításával és petróleum öntésével értékelhető, ha nem szivárog ki, az azt jelenti, hogy remek munkát végeztünk.
Nekünk, megvannak az Enfield rockereink. Úgy tűnik, az indiai standardot egy neandervölgyi alakította ki öntött tömbből, szörnyűek. Módosíthatók az átjáró növelésével, az olajnak a hengerfejből az ülésekbe juttatásával. Valójában ez a csatorna kis átmérőjű, és eltömődhet az olajból a ciklus végén felhalmozódó részecskék miatt, amelyeket nem szűrnek. Elegendő a csapágyakat 3 mm-re kifúrni. A kompozit tömítések nem mindig megbízhatóak, és beszerelésük előtt újra meg kell húzni a hengerfejet.



