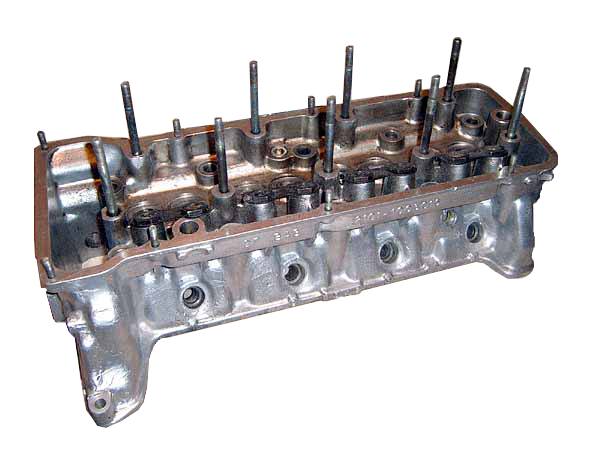
সিলিন্ডার ব্লক বা GBC এর মাথা ইঞ্জিনের সবচেয়ে গুরুত্বপূর্ণ অংশগুলির মধ্যে একটি। এবং ইঞ্জিনের মেরামত চলাকালীন, এটি প্রায়শই তার গ্যাসকেট প্রতিস্থাপন করার জন্য প্রয়োজনীয়। আমি বিশ্বাস করি যে এই স্বয়ংক্রিয় অংশগুলির সঠিক প্রতিস্থাপনটি সিলিন্ডার মেরুগুলির একটি অপরিহার্য প্রতিস্থাপন বোঝায়। যা নির্ধারণ করা দরকার তা সম্পর্কে, কিভাবে তার মুহূর্ত নির্ধারণ করা যায়, সিলিন্ডার হেডের সিলিন্ডার হেড বোল্ট এবং প্ররোচনা সাধারণ নিয়ম সম্পর্কে, আমি প্রবন্ধে আরও বলব।
কাজ শুরু করার আগে, আসুন পরিচিতি, যা এই প্রক্রিয়াটিকে প্রতিনিধিত্ব করে। সিএফসি উত্পাদন জন্য উপকরণ হতে পারে: Alloyed ঢালাই লোহা বা অ্যালুমিনিয়াম খাদ। এটি একটি ঢাকনা যা সিলিন্ডার বন্ধ করে। নিম্নলিখিত ফাংশন সঞ্চালন করে:
- প্রতিরক্ষামূলক। এটি সিলিন্ডার ব্লক রক্ষা করে;
- CFCS এর জন্য cavities প্রদান করে: ভালভ sleeves, puil ভালভ স্প্রিংস, fastening এবং নিষ্কাশন manifolds জন্য;
- এর সামনে, চেইন টেন্ডার এবং ক্যামশাফ্ট ড্রাইভ স্থাপন করার জন্য একটি গর্ত আছে;
- স্পার্ক প্লাগ জন্য থ্রেডেড গর্ত আছে।
বিবেচনার ভিত্তিতে উপাদানের সংযোগ সাইটে স্পুটাম গঠনের রোধ করার জন্য সিলিন্ডার হেড বোল্টগুলির কঠোর পরিশ্রম করা আবশ্যক। এটি তেল ফুটো করার কারণে, একটি নিয়ম হিসাবে ঘটে।
কিভাবে টর্ক নির্ধারণ করবেন
অ্যালাস, সমস্ত মোটরসাইকেল না যে আজকের স্বয়ংচালিত মডেলগুলি সিলিন্ডার ব্লক বোল্টকে আঁকতে হবে না। পূর্বে, এই অপারেশনটি প্রথম প্রযুক্তিগত পরিদর্শনের সফল উত্তরণের জন্য প্রয়োজনীয় ছিল। কিন্তু এই সময়ে ইতিমধ্যে ইতিমধ্যে উড়ে যাওয়া হয়েছে এবং আজও ফুলের ইঞ্জিনগুলিতে উত্পাদন করার প্রয়োজন নেই। একমাত্র মডেল যা শক্ত করা দরকার - মোস্কভিচ, উজ এবং অনুরূপ মডেল।
ইতিমধ্যে উল্লেখ করা হয়েছে, হেড এবং সিলিন্ডার ব্লকের সাথে সংযোগ স্থাপনের সাইটটিতে স্পুটুমের চেহারা। এটি বিভিন্ন কারণে ঘটে:
- ভাঙ্গন কারণে, আমাদের একটি প্রক্রিয়া দরকার;
- ইঞ্জিন overheating কারণে এটি বক্রতা;
- প্রাথমিকভাবে ভুলভাবে দীর্ঘায়িত সিলিন্ডার মাথা।
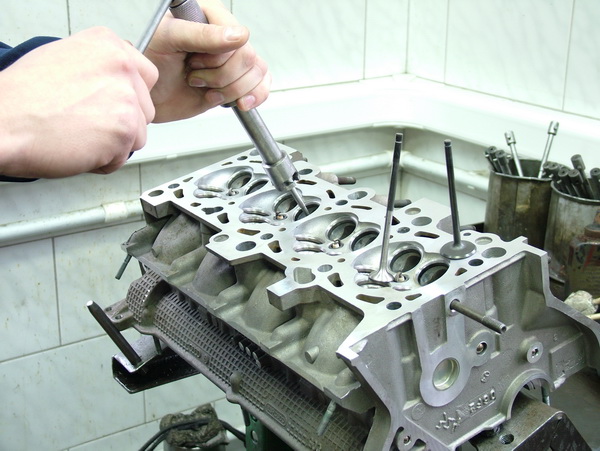
জিবিসি বোল্ট tightening.
দুই পর্যায়ে জিবিসি পাস বোল্ট টুপি।
- প্রথম পর্যায়: 1-10 টি 3.5 - 4.1 কেজিএফ * এম এর সাথে সংশোধন করা হয়েছে;
- পরবর্তী পর্যায়ে একই পিনের ব্যবহার জড়িত থাকে, তবে টাইটিং টর্ক 10.5 - 11.5 কেজিএফ * এম;
- মুহূর্ত 3.5 - 4.0 কেজিএফ * মি। শেষ (11 তম) স্ক্রু বিলম্বিত হয়;
- পরবর্তীতে, আমি ভেজ 2108 - 09, সামারা এবং 16 টি ভালভ ইঞ্জিনের পিনের ফিক্সিং স্কিমগুলি বর্ণনা করব।
প্রথম ক্ষেত্রে, কাজের ক্রম শাস্ত্রীয়ের অনুরূপ, কিন্তু এটি চারটি পর্যায়ে সঞ্চালিত হয়:
- স্ক্রু 2.0 কেজিএফ * এম একটি মুহূর্ত সঙ্গে tightened হয়।
- তারা 7.5 - 8.5 কেজিএফ * এম এর বিন্দু দিয়ে সংশোধন করা হয়।
- 90 0 দ্বারা নির্ভরযোগ্য।
- 90 0 আরো পড়ুন।
দ্বিতীয়তে, কাজের কোর্স তিনটি পর্যায়ে সঞ্চালিত হয়:
- টাইট টেক - 2.0 কেজিএফ * এম।;
- 90 0 দ্বারা ট্রাস্ট স্ক্রু পরবর্তী;
- রিসেপশন আবার 90 0 দ্বারা স্ক্রু বিশ্বাস করা হয়।
সাধারণ বিলম্ব নিয়ম
প্রক্রিয়া শুরু অপারেশন এবং মেরামত ম্যানুয়াল শেখার সঙ্গে ঘটতে হবে।
কাজ করার জন্য আপনাকে পরিচিত করতে হবে:
- এই ডিভাইসের bolts tightening জন্য অ্যালগরিদম;
- সিলিন্ডার ব্লকের মাথা বন্ধ করার বোল্টটি শক্ত করার জন্য সঠিক সময়;
- পিন ফিক্সিং জন্য প্রস্তাবিত।
বিভিন্ন প্যারামিটার থাকলে সাধারণ কঠোরতা নিয়ম বিদ্যমান থাকে এবং সমস্ত ধরণের ইঞ্জিনের সাথে কাজ করার জন্য ব্যবহৃত হয়:
- বিবেচনার ভিত্তিতে প্রক্রিয়াটির স্ক্রু আঁট করার মুহূর্তটি পর্যবেক্ষণের জন্য এখানে একটি বিশেষ ডায়নামোমেট্রিক কী ব্যবহার করা দরকার।
- সহজ রেঞ্চ এই ক্ষেত্রে ব্যবহার করা হয় না।
- শক্তসমর্থ স্ক্রু প্রয়োগ করার জন্য স্ক্রু আন্দোলনের শুরুতে সমান সময়।
- এটি মনে রাখা উচিত যে প্রক্রিয়াটির আগে আপনাকে অবশ্যই পিনের থ্রেডগুলি সাবধানে পরীক্ষা করতে হবে।
- আবার বসন্ত স্ক্রু ব্যবহার করবেন না - এটি বিবেচনার ভিত্তিতে উপাদানটির ইনস্টলেশনের মাধ্যমে তেল ফুটো হতে পারে।
- TTY টাইপ বোল্টগুলি সিলিন্ডার ব্লকের মাথাটি টিকিং বা আঁটের জন্য ব্যবহার করা উচিত নয়, কারণ এই ধরণের বোল্ট অ্যালুমিনিয়াম সিলিন্ডার হেডগুলির জন্য ব্যবহৃত হয়। TTY স্ক্রুগুলির সমস্ত তথ্য মেশিনের নির্মাতার ম্যানুয়ালে পাওয়া যাবে।
- গকেটটি শক্ত করার সংখ্যা এবং ইঞ্জিন টাইটিং করার সময়কেও বিবেচনা করা উচিত, এবং একই সাথে, তাদের মধ্যে বৈষম্য প্রতিরোধ করা উচিত। বিস্তারিত তথ্য যন্ত্রের হেডের জন্য লেআউট স্পেসিফিকেশনটিতে স্থাপন করা হয়।
- স্ক্রুগুলির সাথে চলমান যখন একটি মৃত-শেষ গর্তের সাথে সিলিন্ডার ব্লকের মাথাটি বন্ধ করে দেয়, তখন তেলের ভরাট পর্যবেক্ষণ করা প্রয়োজন। আপনি এটি সাবধানে ঢালা করতে হবে, যাতে এটি ঢালা না করার জন্য, যেমনটি স্ক্রুটি শেষ পর্যন্ত পৌঁছাবে না।
- থ্রেড স্ক্রু করার আগে গর্ত মাধ্যমে থ্রেড সঙ্গে কাজ করার সময়, প্লাস্টিকের সিল্যান্ট সঙ্গে লুব্রিকেট করা প্রয়োজন।
- Fastening বোল্ট নিখুঁত অবস্থায় থাকা উচিত। পুরানো, রূপান্তরিত পিনের বা পিন, ইতিমধ্যে কোন ক্ষেত্রে ব্যবহৃত হলেই উপযুক্ত নয়।
এবং যারা এখনও সিএইচসি স্ক্রুগুলির মন্দা তৈরি করার সিদ্ধান্ত নিয়েছে, আমি কয়েকটি টিপস দিতে চাই।
- কাস্ট লোহা CPC দিয়ে ইঞ্জিনে অ্যাপ্লিকেশনটি কেবল একটি গরম ইঞ্জিনে করা উচিত;
- কিন্তু একটি ঠান্ডা অবস্থায়, এই যন্ত্রটি ইঞ্জিনে উত্পাদিত হয় যার মধ্যে এই ডিভাইসের অ্যালুমিনিয়াম হেড প্রয়োগ করা হয়।

তাই আমি আপনাকে এই পদ্ধতির পিনগুলিকে শক্ত করার নিয়ম এবং কৌশলগুলিতে আপনাকে পরিচয় করিয়ে দিয়েছিলাম। আমি এই তথ্য আপনি এবং আপনার গাড়ী উপকার আশা করি! এবং সিএইচসি স্ক্রুগুলির শক্তিশালিটি সর্বনিম্ন প্রচেষ্টাকে সফলভাবে পাস করতে দিন!
ভিডিও "স্বয়ংচালিত বোল্ট tightening"
এন্ট্রিটি দেখার জন্য, আপনি কীভাবে জিবিসি বোল্টগুলি আঁকতে শিখবেন।



